
前处理工艺对无铬涂层镀锌钢板性能的影响
2017-05-09 02:14柴立涛赵云龙岳崇锋张启富
腐蚀与防护 2017年1期
柴立涛,赵云龙,岳崇锋,张启富,王 腾
(1. 中国人民解放军 海军工程大学,武汉 430032; 2. 马鞍山钢铁股份有限公司,马鞍山 243000;3. 新冶高科技集团有限公司,北京 100081)
前处理工艺对无铬涂层镀锌钢板性能的影响
柴立涛1,2,赵云龙1,2,岳崇锋3,张启富3,王 腾2
(1. 中国人民解放军 海军工程大学,武汉 430032; 2. 马鞍山钢铁股份有限公司,马鞍山 243000;3. 新冶高科技集团有限公司,北京 100081)
采用喷淋方法对无铬涂层镀锌钢板进行清洗和磷化等前处理后,采用扫描电镜、能谱仪和低表面电阻测量仪等手段研究了喷淋后无铬涂层的表面形貌、化学成分和附着力性能。结果表明:碱性清洗液pH不大于11.0时,无铬涂层可与碱性清洗液反应产生涂层表面有限的溶胀、溶解,露出更多的锌凸起峰从而提高钢板的导电性能;在磷化处理过程中,随磷酸锌溶液pH的降低,磷酸盐形成量增加,但难以形成扇骨状的磷酸盐晶片,故磷酸液pH应大于3.5。
无铬涂层;镀锌钢板;涂装性能
热浸镀锌钢板(简称镀锌板)通常需要进行表面处理,以避免发生腐蚀。最初采用铬酸钝化的方法,随环保标准的提高,各国研究者开发出了多种环保的镀锌钢板无铬后处理方法,如:无铬钝化、无铬耐指纹处理等。无铬涂层一般采用有机树脂作为主要成膜物质,并添加胶体二氧化硅、缓蚀剂等添加剂以提高涂层的致密性与耐蚀性[1-4],经无铬处理的镀锌钢板广泛应用于家电、电子电器等行业。
无铬涂层镀锌钢板经焊接、成形后,会经过脱脂、磷化等烤漆前处理工艺。在黑色家电、IT类等产品应用中,通常采用单面烤漆,要求未烤漆面不能出现明显色差、斑点等缺陷,同时还需要保持良好的导电性能。目前的研究主要针对无铬涂层镀锌钢板的耐蚀性、耐指纹性、冲压成型性等方面[5-9],而对经烤漆前处理后镀锌板的性能深入研究尚未见报道。本工作研究了无铬涂层热镀锌钢板在清洗、磷化等烤漆前处理工艺过程中表面形貌、导电性等的变化规律,以期为无铬涂层镀锌钢板的应用提供参考。
1 试验
1.1 试样与试剂
试验采用表面有无铬钝化涂层的镀锌钢板(试样A)、表面有无铬耐指纹涂层的镀锌钢板(试样B),同时,采用表面无涂层的涂油镀锌钢板(试样C)作为对比。
脱脂清洗采用碱性脱脂清洗液,清洗耳恭听温度40 ℃,清洗时间3 min,清洗液pH分别为9.0,11.0,13.0。
磷化采用3%(质量浓度,下同)锌系磷化药剂,温度为35 ℃,时间为3 min,采用分析纯氢氧化钠调节磷化液pH为5.0,3.5,2.0。
试样在烤漆前采用喷漆的方式进行前处理,操作过程如下:清洗→漂洗(清水冲洗30 s)→磷化→漂洗→干燥。
1.2 试验方法
采用Quanta250型环境扫描电镜(SEM)观察试样的表面形貌;采用X荧光光谱法对试样表面成分进行检测;采用日本三菱化学株式会社LORESTA GP低表面电阻测试仪,测试样的导电性(探针型号为ASP);按照ASTM B117-2011标准评价试样的耐蚀性。
2 结果与讨论
2.1 试样原始表面形貌与基本性能
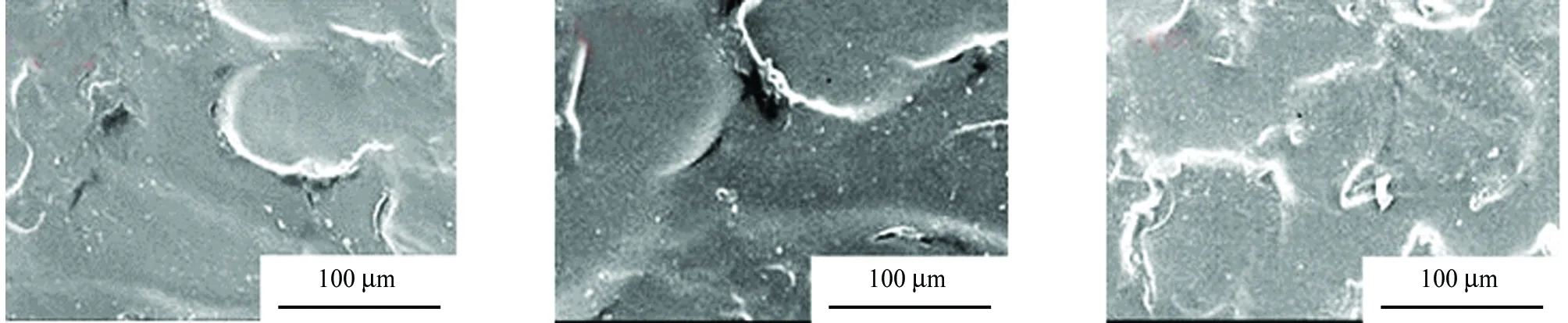
由表1可见,试样A与试样B的表面电阻比较接近,且远大于试样C的;试样B导通率为100%,高于试样A的。72 h中性盐雾试验后,试样A、B都显示了良好的耐蚀性,未出现明显的锈蚀现象;而试样C表面发生严重锈蚀,见图1。由图2可见, 试样A、B表面无铬涂层将镀锌层表面覆盖,但仍存在未被薄涂层覆盖的锌凸起峰,且试样B比试样A表面存在更多的锌凸起峰,这是试样B拥有更好导电性的原因[9]。
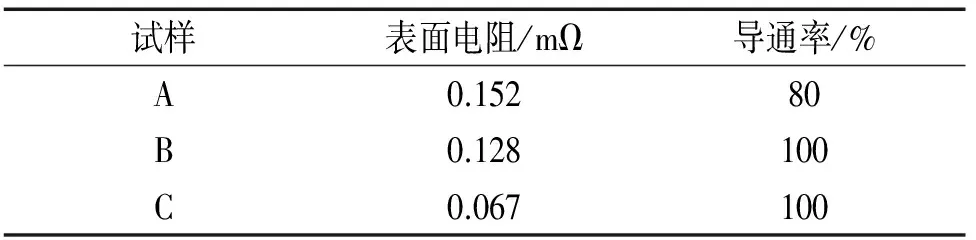
表1 无铬涂层与涂油镀锌钢板的性能Tab. 1 Performance of chrome-free coating and oiled galvanized steel

(a) 试样A (b) 试样B (c) 试样C图1 三种试样经72 h中性盐雾试验后的宏观形貌Fig. 1 Macro-morphology of 3 kinds of samples after 72 h neutral salt spray test
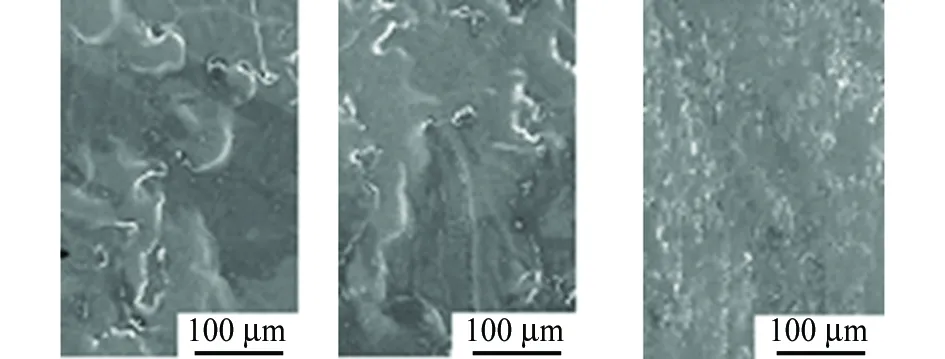
(a) 试样A (b) 试样B (c) 试样C图2 三种试样经72 h中性盐雾试验后的SEM形貌Fig. 2 SEM morphology of 3 kinds of samples after 72 h neutral salt spray test
2.2 清洗剂pH对无铬涂层性能的影响
由图3可见,当清洗剂pH≤11.0时,试样A与试样B表面镀层均有所减少,且两者损失率相当;当清洗剂pH为13.0时,试样B显示出了更好的耐碱液腐蚀性能,其涂层损失率仅为试样A的50%。由图3还可见,试样A和试样B的表面电阻都随清洗液pH的升高而减小,即试样的导电性随清洗液pH的升高而上升,但在试验范围内降幅有限。综合可见,碱性清洗液的pH应低于11.0。
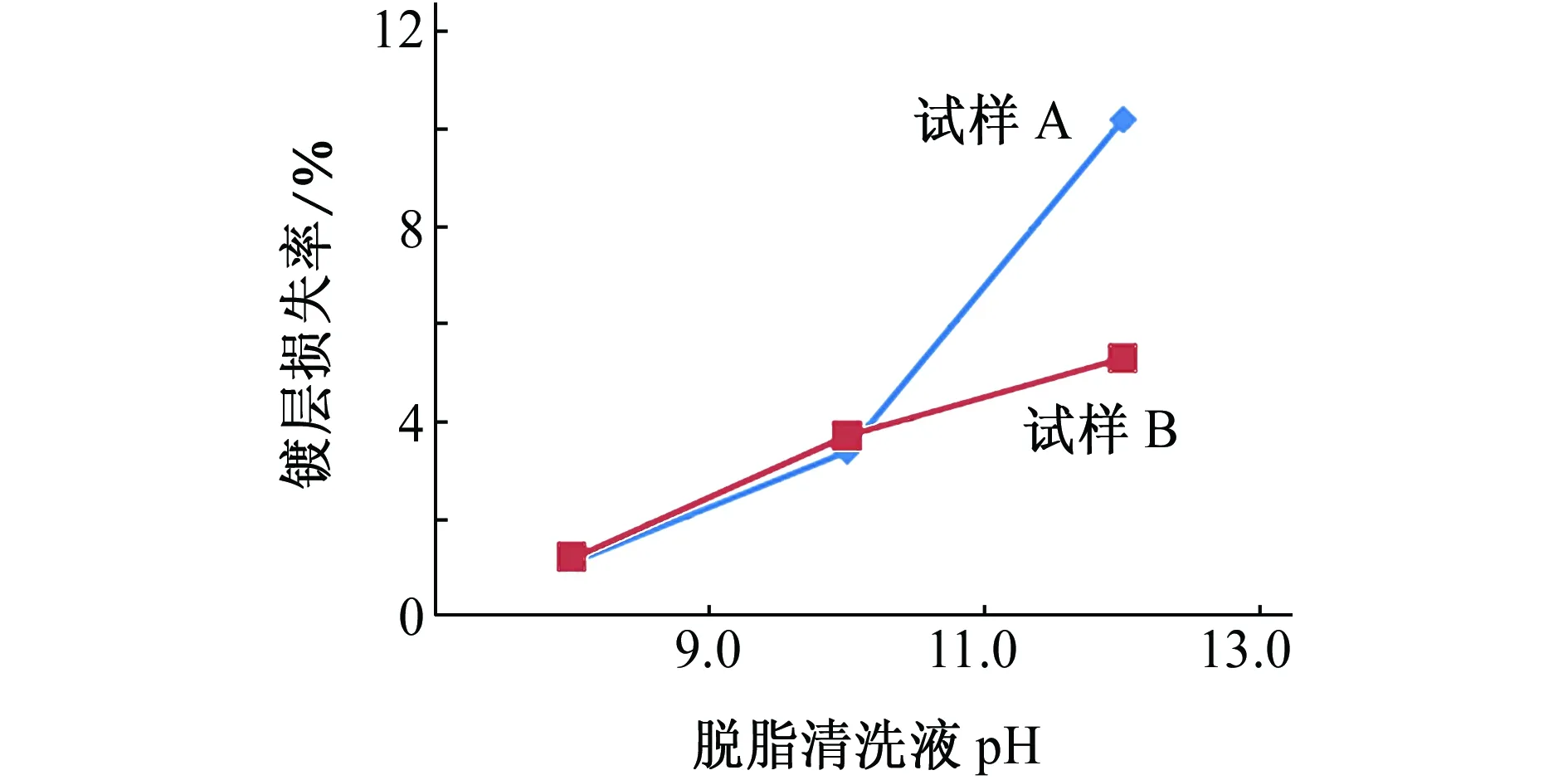
(a) pH-无铬涂层损失率
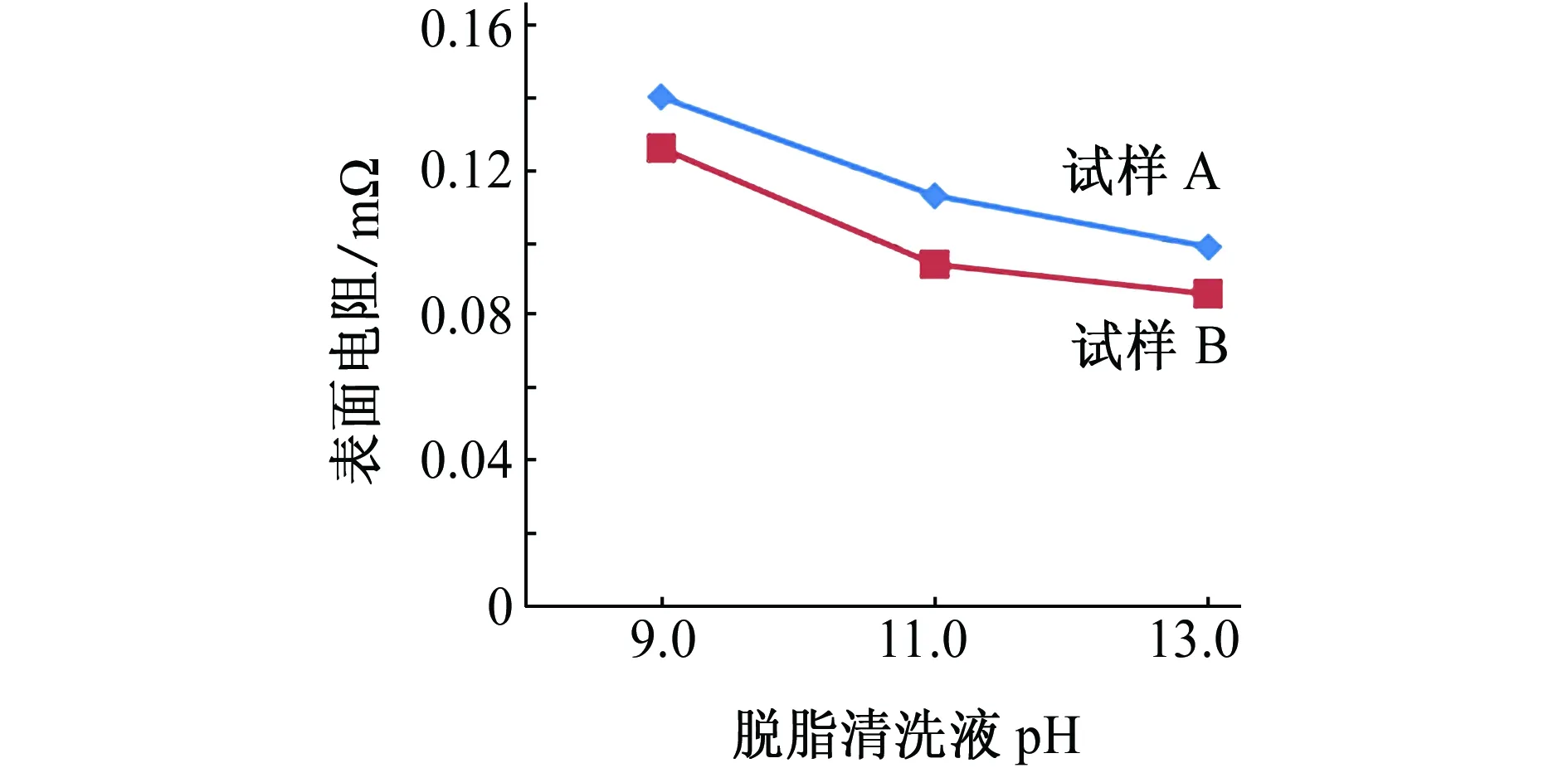
(b) pH-无铬涂层导电率图3 清洗液pH对两种试样性能的影响Fig. 3 Effects of pH value of cleaning fluid on performance on 2 kinds of samples: (a) pH vs. loss ratio of coating; (b) pH vs. conductiving of the coating
由图4可见,试样A、B表面无铬涂层连续、平滑,无起皱现象发生。结合图2,可认为在试验条件下,在无铬涂层交联体系表面的氧、氮等极性原子与碱液中的-OH发生作用而产生交联点的减少,从而导致涂层表面产生溶胀软化现象,并在清洗过程中机械力的作用下融入碱液中[10]。同时,随着试样表面无铬涂层的溶解,裸露出更多的锌凸起峰,这也是试样A、B的导电性能较高的原因。
(a) 试样A,pH=9.0 (b) 试样A,pH=11.0
(c) 试样A,pH =13.0 (d) 试样B,pH=9.0
(e) 试样B,pH=11.0 (f) 试样B,pH=13.0图4 试样A和试样B经不同pH清洗液清洗后的SEM形貌Fig. 4 SEM morphology of sample A and sample B cleaned with different cleaning solutions
2.3 磷化液pH对无铬涂层性能的影响
采用pH为11.0的碱性清洗液对试样进行清洗后,再进行磷化处理。由图5可见,试样A、B、C表面的磷含量随磷化液pH的减小而增加。试样A表面的磷含量增加较快;试样B表面的磷含量增加有限,即试样表面产生的磷酸盐量增加有限。表现了良好的抗磷化盐结晶性能;试样C表面磷含量大幅增加,当pH≤3.5时,其表面磷含量受pH的影响较小。
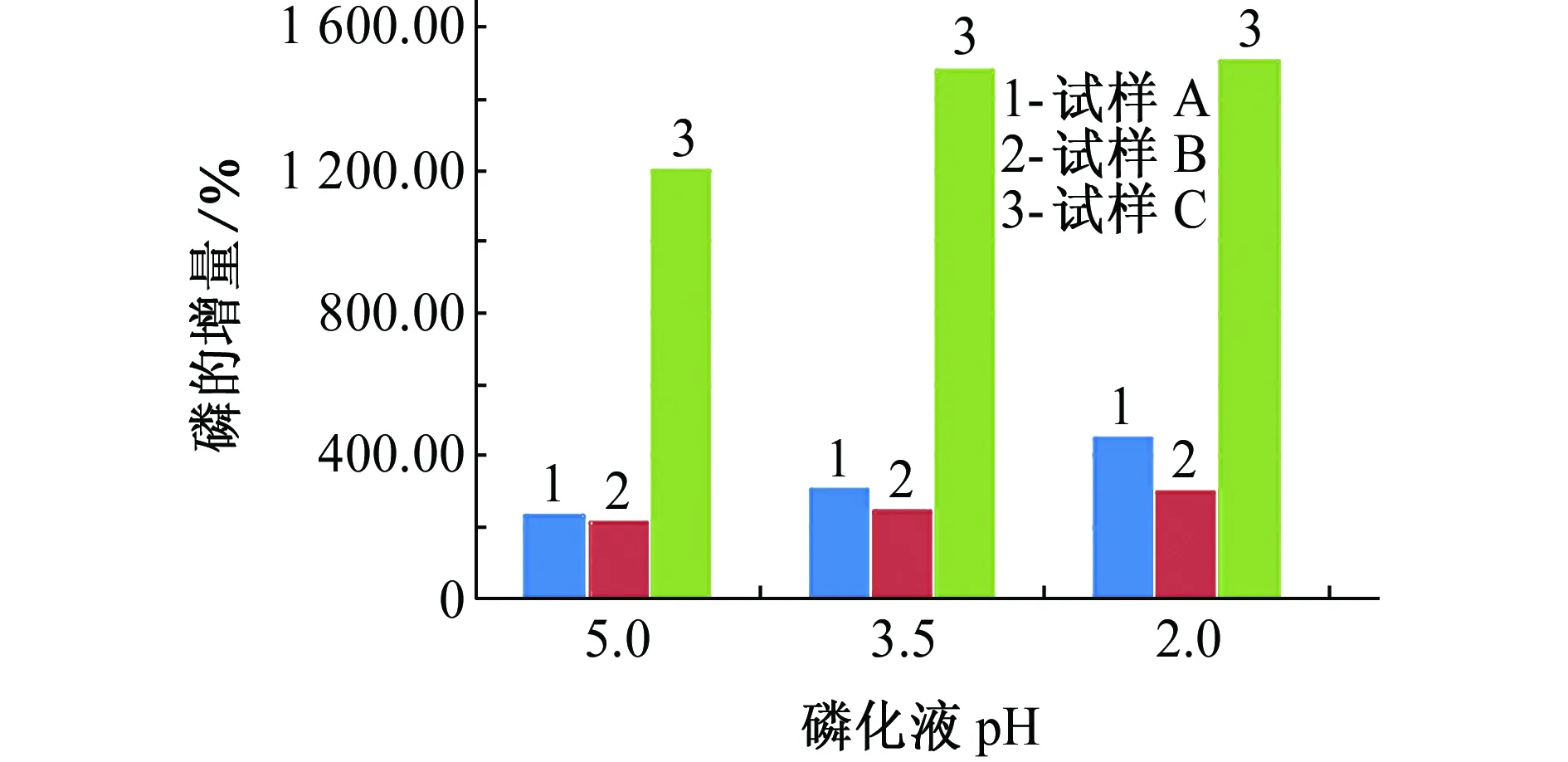
图5 涂层中磷的增量与磷化液pH的关系Fig. 5 The increment of element P in the coating with pH value change of phosphate solution
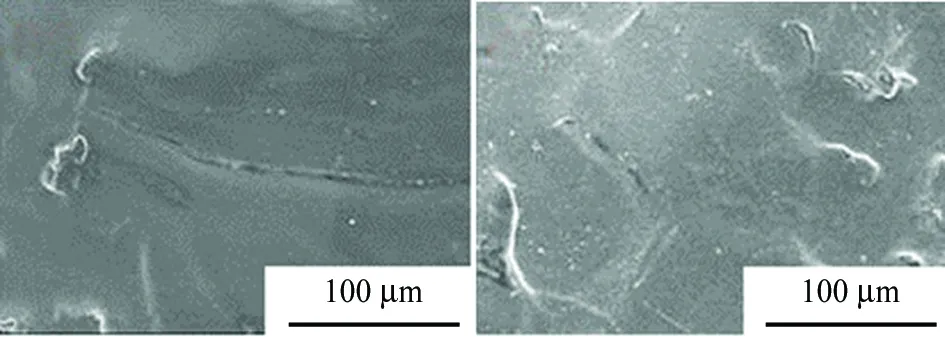
由图6可见,试样A、B表面产生一定数量的呈零星的点状分布的白斑。随磷化液pH的降低,试样A、B表面白斑数量有所增加,且试样A增加得更加明显。试样C表面覆盖一层磷酸盐结晶,但可观察到一定数量的孔隙,这与文献报道一致[11-12]。
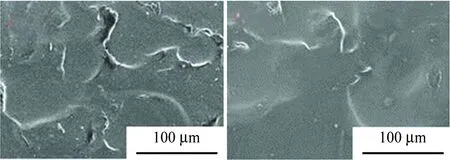
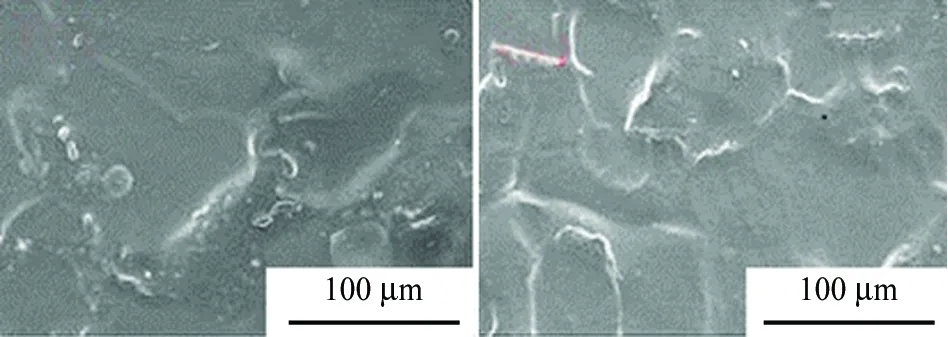
由图7可见,试样A、B表面白斑呈纹路状,并有较多的孔隙。根据表2中能谱(EDS)分析,试样A、B表面白点部位与试样C表面均产生了磷酸盐,但试样C表面形成明显的呈扇骨状的磷化膜晶片[7]。因此,可确定无铬涂层受到磷化酸液的侵蚀与剥落,露出的镀锌层与磷化液反应产生了磷酸锌盐(磷化膜),但未形成完整的磷酸盐晶体。综合上述结果,在较短的磷化时间内,磷化液首先要对无铬涂层进行侵蚀、露出镀锌层后方可形成磷化膜,造成磷酸盐生长时间的缩短,同时露出的镀锌层表面可供参与磷化反应的结晶核数量有限,进一步限制了磷酸盐结晶的形成[1]。另一方面,试验中采用喷淋磷化的方式,试样表面生成的磷酸盐结晶在机械力的冲击作用下会发生折断、脱落,也影响了完整磷酸盐晶体的形成,故磷化液pH应大于等于3.5。
2.4 试样经磷化处理后烤漆性能
经磷化处理后,烤漆涂层在平板附着力方面都表现出了良好的性能;但反向冲击性能测试结果表明,经较低pH磷化液处理后,试样A、B烤漆后耐冲击韧性较差,这是由于试样A、B表面产生了较多的、未生长完全的脆性磷化皮膜破坏了无铬涂层的完整性,从而致使烤漆层既未能与无铬涂层产生充分的化学键结合,又未能发生机械结合所致;试样C因表面生成了完整多孔状磷酸盐结晶,故其与烤漆层附着力良好[13]。
3 结论
(1) 无铬涂层导电的原因是其表面存在一定数量的未被涂层覆盖的锌凸起峰,且锌凸起峰的数量越多,涂层导电性能越好。
(a) 试样A,pH=5.0 (b) 试样A,pH=3.5 (c) 试样A,pH=2.0
(d) 试样B,pH=5.0 (e) 试样B,pH=3.5 (f) 试样B,pH=2.0
(h) 试样C,pH=5.0 (i) 试样C,pH=3.5 (g) 试样C,pH=2.0图6 试样经不同pH磷化液处理后的SEM形貌Fig. 6 SEM morphology of samples after phosphate treatment with different pH
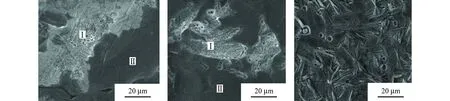
(a) 试样A (b) 试样B (c) 试样C图7 试样经pH=2.0的磷化液磷化后的表面SEM形貌Fig. 7 Surface SEM morphology of samples after phosphate treatment (pH=2.0)
(2) 无铬涂层可与碱性清洗液发生反应而产生涂层表面有限度的溶胀、溶解,露出更多的锌凸起峰从而提高了钢板的导电性能,碱性清洗液pH≤11.0。
(3) 在磷酸锌溶液喷淋处理时,无铬涂层受到磷酸锌溶液的侵蚀而发生局部性剥落现象露出的镀锌层与磷酸锌溶液反应生成了磷酸盐。随磷酸锌溶液酸度的增大,磷酸盐形成量呈增加的趋势,但难以形成完整的磷酸盐结晶体,故磷化液pH不宜小于3.5。
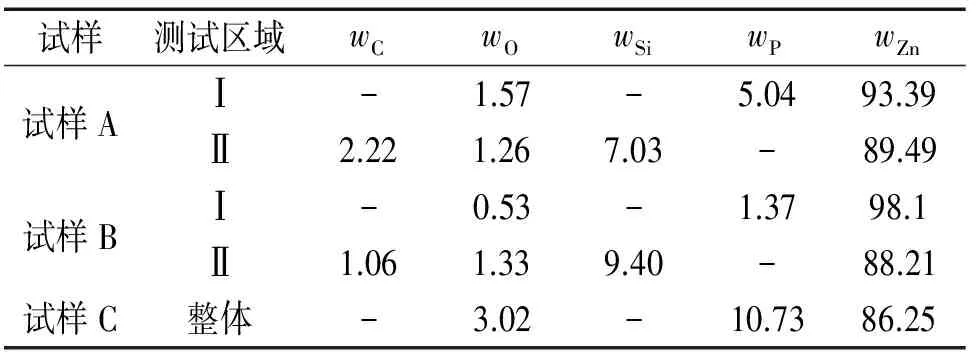
表2 试样磷化后表面EDS结果Tab. 2 EDS results of the samples after phosphate treatment %
(4) 磷化液pH对烤漆层平板附着力无影响,但对烤漆层耐冲击性能有不良影响。
[1] 杨兴亮,赵云龙,袁江南. 无铬型耐指纹热浸镀锌钢板耐指纹膜对产品属性的影响[J]. 上海金属,2007,29(5):137-140.
[2] 姜琴,李伟华,侯保荣. 镀锌板无铬钝化技术进展[J]. 腐蚀与防护,2013,34(2):101-106.
[3] 钟彬,徐小莲,陈义庆,等. 镀锌板新型环保钝化层的结构和耐蚀性能[J]. 腐蚀与防护,2010,31(2):139-141.
[4] 王静,伍林,宋世红. 镀锌产品无铬钝化膜耐蚀性能的研究[J]. 材料保护,2008,41(11):28-30.
[5] 宫丽,卢琳,卢燕平. 薄型无铬有机复合涂层钢板耐蚀性的研究[J]. 材料保护,2008,41(2):68-71.
[6] 陈锦虹,卢锦堂,许乔瑜,等. 镀锌层上有机物无铬钝化涂层的耐蚀性[J]. 材料保护,2002,35(8):29-31.
[7] 刘小风,曹晓燕. 镀锌钢板钝化工艺研究进展[J]. 腐蚀与防护,2012,33(11):997-1001.
[8] 易德莲,王静,李宇鹏,等. 镀锌板的复合钝化[J]. 腐蚀与防护,2010,31(2):142-145.
[9] 杨芃,潘燕芳. 家用电器热镀锌钢板的无铬耐指纹钝化[J]. 材料保护,2011,44(2):40-42.
[10] 王海燕,李明照,王皓,等. 报废镁合金零部件表面涂层去除机理研究[J]. 太原理工大学学报,2014,45(2):179-183.
[11] 林碧兰,孔纲,卢锦堂,等. 热镀锌层上磷酸锌转化膜的生长与耐蚀性[J]. 中国有色金属学报,2007,17(5):800-806.
[12] 雷作鍼,胡梦珍. 金属的磷化处理[M]. 北京:机械工业出版社,1992.
[13] 宋玉苏,姚树人. 涂层与基体金属附着力的研究进展[J]. 材料保护,1999,32(9):21-22.
Effect of Pretreatment Process on Performance of Hot Dip Galvanized Steel with Chrome-free Coating
CHAI Li-tao1,2, ZHAO Yun-long1,2, YUE Chong-feng3, ZHANG Qi-fu3, WANG Teng2
(1. Naval University of Engineering, PLA, Wuhan 430032, China; 2. Maanshan Iron & Steel Co., Ltd., Maanshan 243000, China; 3. New Metallurgy Hi-Tech Group Co., Ltd., Beijing 100081, China)
Spray method was used for pre-treating, such as cleaning and phosphating, the hot dip galvanized steel with chrome-free coating. SEM, EDS and low surface resistance measuring instrument were used to study the surface morphology, chemical composition and adhesion of the chromate-free coating after spray treatment. The results showed that when the pH of alkaline cleaner was lower than 11, chromate-free thin coating might form some limited swelling and dissolving caused by raactrion of the coating with alkaline solution, and the electrical conductivity of the sample was improved by more exposed zinc peaks. During the phosphating process, with the decrease of zinc phosphate solution pH, the amount of phosphate increased, but it was difficult to form fan rib shape phosphate chip, and the pH of phosphate solution should higher than 3.5.
chromium-free thin painting; hot dip galvanized steel; coating performance
10.11973/fsyfh-201701018
2015-09-16
柴立涛(1983-),工程师,硕士生,主要从事涂镀产品开发与应用技术研究,13515553511,clt0415@163.com
TG174.4
A
1005-748X(2017)01-0078-05
猜你喜欢
电镀与精饰(2022年10期)2022-10-14
电镀与精饰(2022年3期)2022-03-14
汽车世界·车辆工程技术(上)(2020年5期)2020-10-09
表面工程与再制造(2019年6期)2019-08-24
世界有色金属(2018年15期)2018-01-30
安徽化工(2016年3期)2016-06-21
长江大学学报(自科版)(2015年19期)2015-12-04
新疆钢铁(2015年3期)2015-11-08
中国制笔(2015年3期)2015-02-28
电力需求侧管理(2014年5期)2014-03-20
