薄壁深孔零件的车削加工
2017-05-08 23:40陈彩梅
广东教育·职教版 2017年4期
陈彩梅
薄壁深孔件是数控车削加工中存在刚性差,强度弱,易变形,不易保证加工质量的难题。本文从图纸分析,工艺的编排,夹具、刀具及设备的选用等方面,完整介绍薄壁深孔零件伸缩筒的车削加工的整个过程,为解决以上难题提供了很好的依据及借鉴。
一、薄壁深孔不规则盲孔零件图纸分析
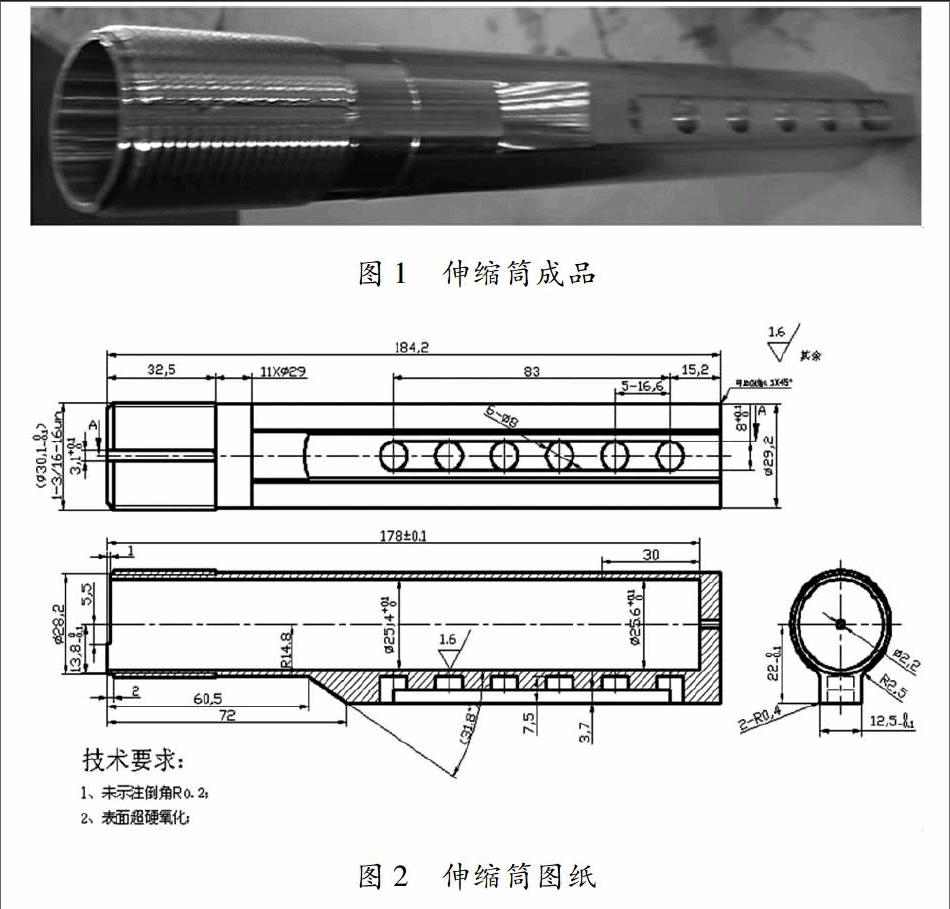
结合图1伸缩筒成品及图2伸缩筒图纸作出如下分析:
(1)薄壁装夹受力易变形。伸缩筒为薄壁深孔筒状盲孔零件,最薄壁厚单边只有1.4mm;外圆上有凸台带键槽,键槽内6-Ф80+0.1mm孔,厚度不均匀,而且盲孔排屑困难。常规夹具装夹受易变形,控制尺寸。
(2)伸缩筒带外圆凸台,装夹难。车加工时三爪卡盘装夹会与伸缩筒上的外圆上凸台产生干涉。如果用四爪装夹零件的精度很难保证,且校正费时。
(3)工序内容多,重复装夹。伸缩筒的加工工序内容多,多次装夹必定带来装夹误差,耗时长,效率低。这与要求相矛盾。如25.4×178mm,内孔有0.1mm公差,光洁度要求为1.6,用数控车加工可以考虑用绞刀来加工。
整个伸缩筒结构是薄壁孔深且是盲孔的不规则零件,主要选用数控车,铣床辅助。加工要综合考虑加工工艺的编排、夹具、刀具、设备的选用等。
二、加工工艺过程
据现有的加工条件和伸缩筒加工内容,在数车上加工工艺过程见表1:
加工工艺说明:
(1)为了发挥数控车床的优势和零件的尺寸统一,在车床的主軸套筒里面放一个定位心轴,以零件的端面作为定位,这样加工每个零件时不用每次对Z轴的刀尖。
(2)钻孔时钻头安装在尾座,工件在卡盘。钻孔时为了保证178长度0.1mm的公差,在车床的中拖板上放置一个百分表,尾座套筒上安装一个定位板,当钻头钻到178深度时把中拖板上的百分表碰到定位板,百分表调零,以后每件钻孔当定位板一碰到百分表零位时就退出钻头,从而保证长度公差。
(3)在车削时使用适当的冷却液(如乳化油),能增加表面光洁度,使加工表面更好地减少受热变形。
三、车床夹具设计、制造、使用
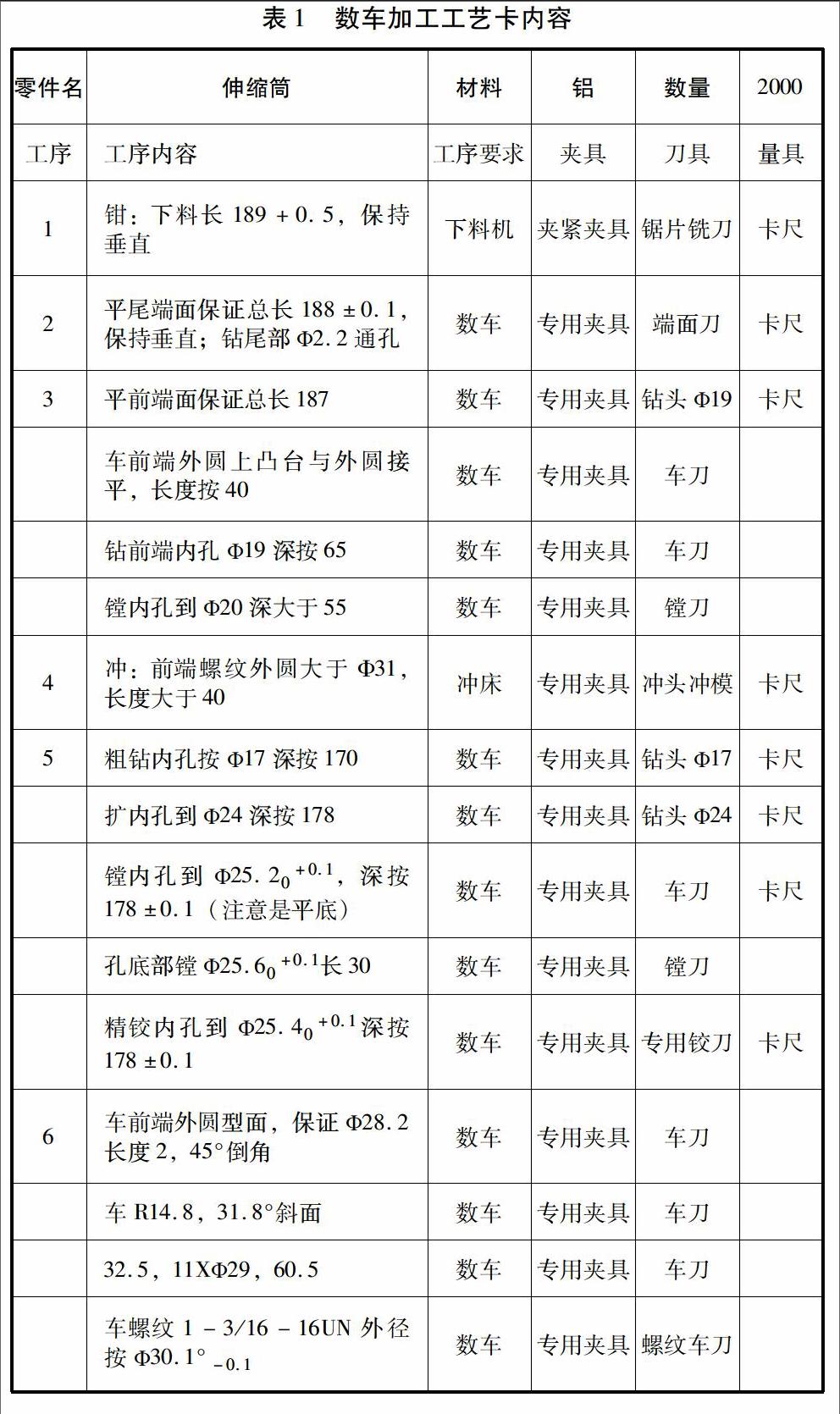
1.车床夹具设计图(见图3)
根据加工设备和伸缩筒的结构特点,结合上表的加工艺过程,主要设计以下夹具:
此夹具类似软卡爪。车床采用径向夹紧时,采用增大伸缩筒受力面积、增强刚性。另外开口16 mm解决车床装夹干涉问题。夹具用线切割制作,完全能满足图纸±0.1mm公差要求。
2.夹具制造
①把做软卡爪的轴车成二阶台阶,把40mm的一端在车床夹紧,50mm顶住卡爪,如图4所示。
②把整个卡盘和台阶轴焊接在一起,钻中间通孔10mm。
③按设计图纸3尺寸,用线切割割成三份,制作成软卡爪,注意避开凸台12.5 mm的位置。这样做出整个夹具是卡盘和软卡爪是一体的,保证同轴度。
3.车床夹具的使用(可加工工序内容与数车相关内容)
本夹具使用见图5。装夹时把伸缩筒凸台对着最大缺口16mm方向装夹,很好解决了直接用三爪装夹干涉和受力变形的问题,且增加刚性,定位精度达到0.02左右的同轴度。零件装夹迅速不用校正,精度高,效率高,质量保证。例如加工工序内容3、8还可以做到一次装夹加工多项内容。
四、刀具的选用
1.内镗孔刀采用机夹刀,缩短换刀时间,无需刃磨,具有较好的刚性,减少振动变形和防止产生振纹。
2.外圆粗、精车均选用硬质合金90°车刀。
3.螺纹刀选用机夹刀,刀尖角度标准,磨损时易于更换。
4.铝材料比较软,所以刀具尽量选用前角大、刀尖圆角小的刀片。
五、数铣完成的工序
1.数控铣夹具
见图6,把夹具按伸缩筒的外形需要加工成A、B两块,可以组合或单块使用,横放、竖放(见图7、图8)都可以。
2.数控铣夹具的使用
见图6,水平横放固定平口钳上,校正水平。平口钳一侧装一铁条以螺纹尾端面定长度位置。松开钳口,把伸缩筒凸台紧贴夹具A的6.25尺寸基准面位置,保持水平夹紧加工。此工装用加工中心可以一次装夹完成数车加工完后余下的工序内容。钻尾部2.2也可用数控铣床。此工装定位准确,精度高,效率高,操作劳动强度低。
经过生产实践,薄壁深孔筒零件加工虽难,用数车削加工并制作相应夹具,联合数铣完成成品。设备成本降低,保证质量,还提高了劳动生产率,取得了良好的经济效益,为日后生产提供了很好的依据及借鉴。
责任编辑 何丽华
猜你喜欢
科技研究·理论版(2022年9期)2022-07-13
内燃机与配件(2022年2期)2022-01-17
科学导报·学术(2019年28期)2019-09-10
智富时代(2018年6期)2018-08-06
智富时代(2018年6期)2018-08-06
科学与财富(2018年14期)2018-06-11
智能制造(2017年5期)2017-10-11
东方教育(2016年9期)2017-01-17
中国新技术新产品(2016年23期)2016-12-26
科学与财富(2016年15期)2016-11-24