
应用Cimatron软件加工“有去无回”类型部件
2017-10-11 18:54赵学庆王帅
智能制造 2017年5期
赵学庆 王帅

“有去无回”类部件是数控加工中的难点,通过实际的应用案例介绍了典型“有去无回”部件的加工方法,重点分析了其从工艺制定到程序编制过程中的难点。运用Cimatron软件对其进行多次装卡的分析以及刀轨的生成。为“有去无回”部件的加工提供了思路與方法。
一、引言
所谓“有去无回”类型的加工部件,是指在加工过程中装夹的次序是单向进行的。当加工结束时,装夹的部位已经被加工去除,无法再次按照之前的装夹方式进行加工,加工基准也很难定位。部件从机床上取下后,出现变更或修正的情况,只能报废当前工件,重新对新部件从毛坯开始再次加工。
此种类型的部件加工是数控编程加工中难度较高的类型,难点在于理顺加工思路。在理顺加工思路的过程中,涉及到对现场工装夹具的运用、NC操作习惯的熟悉、加工难点的预知、异常预防以及工序间的检测判断等,都要进行综合逻辑分析判断。这就要求编程技术人员要具有清晰的加工思路与丰富的实践经验。
CimatronE是Cimatron公司在Windows操作系统环境下从产品设计到模具设计以及加工制造的CAD/CAM软件。CimatronE提供了丰富的编程策略:高效的体积铣粗加工、确保高质量表面的螺旋铣精加工、高度安全的自动清根等。以下将结合CimatronE在实际加工中的应用,介绍加工“有去无回”类型部件的加工策略。
二、技术分析
以某型汽车的缸体支架的机加工试件来阐述加工思路的切入点,思路的顺序调整以及对加工过程中细节部位易出现的问题的感知与预防,如图1所示。
多次装夹的部件,原始基准坐标系是源头,是每次装夹的参照。能够准确找到原始基准坐标系,是装夹工件的原则;容易找到基准坐标系,就是要合理调整装夹次序。
坐标系的确立原则:在加工结束时,依然保持有平面的相邻三个平面相交的点,就是源头坐标系的位置。
1.确认坐标系
图2中棕色的三个平面符合原则,是理想的基准平面,相交的角点作为坐标系。绿色的两个平面虽然也平整,但这两个平面是加工后得到的平面,可以在后续的加工中作为参照面。可能存在加工误差,不适合做源头的基准平面,如图2所示。
2.坐标系确认之后,需要考虑装夹的次数
成型部分有三次装夹:圆柱头一侧,底面三个小柱头一侧,上面有肋筋的一侧,如图3所示。需要钻斜孔的两次装夹:底面斜孔,侧壁斜孔。
3.确认需要五次装夹后,再安排每次装夹的次序
次序的安排首先要考虑能够找到原始的加工基准,或者可以通过偏置原始基准得到新的加工基准。由于需要多次装夹加工,毛坯的精准度与垂直度要控制在0~0.03mm之间,以确保翻转加工时定位的准确性。毛坯需要精磨削成六方体。
我们对每次装夹的方向进行标示,以便于展示为能够找到基准、易于装夹而调整装夹次序的思路变化。图4中表示的装夹A、B、C、D、E,是调整以后的加工次序,我们来做详细的思路分析。
装夹A:规矩的六方体,虎钳夹持,加工平台以上的圆柱头部分;以左下角的三个平面交汇点作为原始基准坐标系位置。
装夹B:加工平面以上部分。平面以下是方体,依然是虎钳夹持;考虑为装夹D做工艺装夹准备。
装夹C:从底面钻斜孔。虎钳夹持,倾斜加工。定位寻边时保证准确度。
装夹D:正面加工。无法使用虎钳,采用压板方式装夹。
装夹E:钻侧壁斜孔。虎钳夹持前后平面,使用垫块垫高凸起的圆柱。X方向寻找加工完成的圆弧曲面,可以保证螺纹孔定位精度在0.1mm以内,满足使用要求。
总体思路形成后,开始逐步完善每次装夹加工的细节。细节中需要解决的难点有五处:装夹B时为装夹D做工艺装夹的方式与形状;为装夹c的倾斜钻孔做好X方向的定位基准;装夹D加工时,去除工艺夹持部分时确保不损伤工件;各次装夹衔接的痕迹要做到最小,避免后续抛光失真;装夹E时,保证寻边位置的准确性。
从上述五处难点中可以分析出,第一点工艺端位置与形式的确认是关键。处理好工艺端的细节,就会连带着解决第二、三、四点的难点。
有效利用未被去除的毛坯,在形状之外的毛坯上设计出工艺端,就可以很好地解决无法装夹的问题。此种加工设计思路称之为“无中生有”,如图5所示。
由于工艺端高度超出底面的圆柱头,在毛坯备料时要将此段余量考虑进去,即毛坯要厚5mm左右。
当正面加工结束,需要切除工艺端时,要留有0.2mm的连皮,可以保证工件不能悬空掉落,避免刀具碰伤情况的发生。切断痕迹留在垂直面与圆角相接的棱线部位,即可在后续的毛刺清理过程中做到残留的加工痕迹最小。
装夹C钻三个斜孔时,由于斜向夹持,X方向定位基准也可以利用工艺端的棱线,保证寻边精度在0.1mm以内,如图6所示。
第五处细节是寻边的准确性问题,归属NC操作熟练程度,是操作员的基本功的检验。
解决了细节上的难点,就可以着手进行工艺安排了。
三、加工工艺
支架部件材料为铝合金,不需要热处理环节,在单次装夹中可完成本次粗、半精加工及精加工的过程。加工的重点在编程与数控加工环节。
由于工艺端的存在,毛坯下料时要在厚度上预留5mm的余量。加工工序卡如图7所示。
四、加工策略
五次装夹中,有两次为钻斜孔,三次装夹为成型面加工。我们已经为斜孔加工做好了装夹方式与基准的准备,可以把主要的精力集中在三次成型面的编程过程中。
进入具体的编程策略筹划过程,就是要把复杂的模型简化成为若干凸、凹型特征,再采用针对凸、凹形状特征的加工方法逐个解决。编程过程中做到严谨、细致和耐心,多确认,避免遗漏。化繁为简的主要方法是做辅助面。
五、加工方法
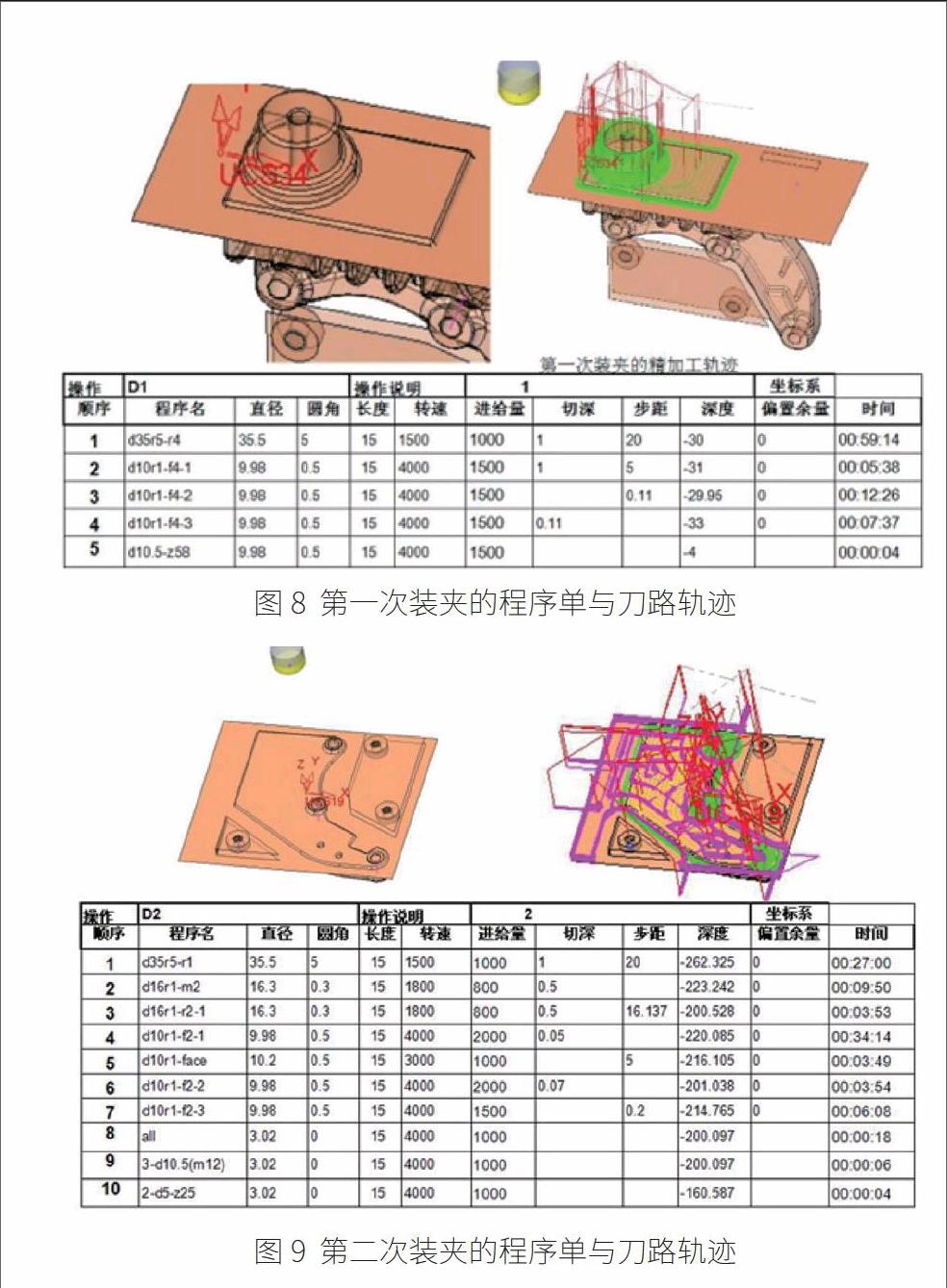
第一次装夹的形状非常符合凸型件的特点,加工思路清晰。
粗加工使用D35R5刀具,采用环绕切削的方式,加工参数如图8所示。
精加工使用D10R0.5刀具,采用层切削的加工方式,各个程序的加工参数与轨迹如图8所示。
清理平面采用精铣水平区域的方式,如图8中的第五个程序设置参数,将平面的部分按照公差要求做好。
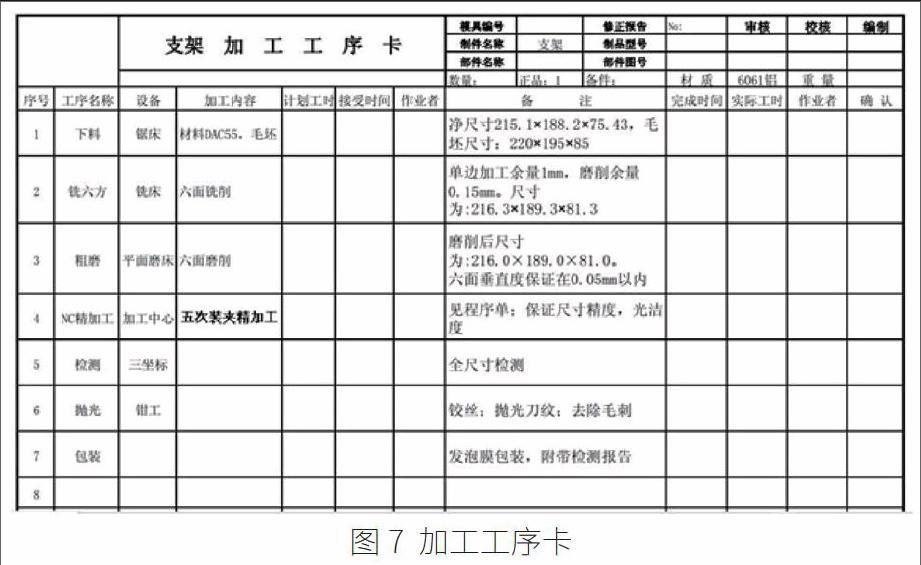
第二次装夹的加工方式与第一次装夹加工方式类似,同样是凸型件类型,分为粗加工、精加工、清角和清平面四个过程。详细加工参数如图9所示,粉色轨迹为粗加工环绕切削的显示,绿色轨迹为D10R0.5刀具使用层切削方式做精加工轮廓的显示。
第四次装夹同样是凸型件的特征类型,加工思路为粗加工、半精加工、精加工和清角加工。
粗加工的形式与前两次相同,使用D35R5刀具选用环绕切削的方式加工。由于筋片内会残留过多的余量,使用D16R1的刀具采用层切削的方式做半精加工,均匀余量,再使用D10R0.5刀具采用层切削的方式做精加工。精加工的轨迹形式如图10所示。筋片根部的圆角处理,使用D6B的球头刀具,采用清根功能来实现。清根铣是CAM软件的一种智能化的加工方式,轨迹流畅合理,体现出Cimatron软件优秀的清角功能。其余部位做曲面铣削加工,不再赘述。
最后使用D10R0.5刀具将装夹压板位置的工艺部位切除。为避免切掉的材料与刀具产生碰撞损伤刀具与工件,在切除时控制好深度,留有0.1~0.2mm的连皮。待加工完成后,手工将连皮折掉,连皮部位修研抛光,不留痕迹。
在Cimatron的CAD/CAM集成环境下,通过编制完美的刀路程序,使得整个工件的加工非常的顺利。加工后的效果如图11所示。
六、结语
“有去无回”部件是数控加工中的难点,找到合理的基准则是解决难点的“钥匙”。本文运用Cimatron软件对其进行多次装卡的分析以及刀轨的生成,为“有去无回”部件的加工提供了思路与方法。对其他类型“有去无回”部件的数控加工具有指导意义。endprint
猜你喜欢
铝加工(2020年3期)2020-12-13
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
卫生职业教育(2014年16期)2014-05-16
