
基于Petro-SIM的常减压流程模拟和参数优化
2017-04-27 04:59:48陈夕松张向荣
炼油与化工 2017年2期
罗 凡,陈夕松,,梅 彬,张向荣
(1.东南大学自动化学院,江苏南京210096;2.南京富岛信息工程有限公司,江苏南京210061)
优化与控制
基于Petro-SIM的常减压流程模拟和参数优化
罗 凡1,陈夕松1,2,梅 彬2,张向荣2
(1.东南大学自动化学院,江苏南京210096;2.南京富岛信息工程有限公司,江苏南京210061)
利用流程模拟软件对常减压装置进行工艺流程模拟和操作参数优化对于指导生产具有重要意义。以金陵石化公司所加工的原油为基础,通过原油数据校正选择合适的原油数据,结合现场工艺数据,基于Petro-SIM进行初馏塔和常压塔的模拟计算。同时,通过对部分操作参数进行优化,在保证侧线产品质量的前提下,有效地改善了常二线和常三线的分离精度,提高了常二线轻柴油的收率和常压塔的整体收率。
流程模拟;操作参数优化;原油数据校正;分离精度
通过流程模拟可对生产过程中的质量和能量平衡,相态和化学平衡进行严格的控制,寻求实际生产过程的模拟结果,指导实际生产[1,2]。Petro-SIM软件是英国KBC公司结合Hysys软件和Profimatics动力学包开发的炼油装置稳态流程模拟软件。该软件不仅能够对单装置进行模拟,而且可以建立全厂流程模型,在国内外有广泛的应用。应用Petro-SIM软件可建立常减压装置的工艺模型,并在此基础上对装置进行工况分析、操作参数优化等,对指导生产有着十分重要的意义[3,4]。
1 工艺流程模拟
1.1 原油数据校正
在对常减压装置进行流程模拟前,需要确定原油的组成。原油是一种成分复杂的混合物,测定其准确组成较为困难。目前大多数炼油厂采用原油实沸点蒸馏数据作为原油的性质数据,但这种方法可能会带来一定的误差。为了获取更真实值的原油性质数据,需要对原油数据进行校正[5]。
该文采用一种面向常减压装置的原油数据校正方法,对利用近红外技术得到的原油快速评价数据(原油快评数据)、经过调合头静态混合器实现原油在线调合后成品油质量实时跟踪分析数据(组分跟踪数据)以及依据原油组分占比和常炼原油性质计算所得的常炼原油数据进行基于相似度比较的原油数据整定,旨在对常减压装置进行模拟优化前,选择合理准确的原油数据[6]。
以金陵石化公司第3套常减压装置某段时间内加工的阿曼—科威特原油为例,经过原油数据校正后的数据见表1。
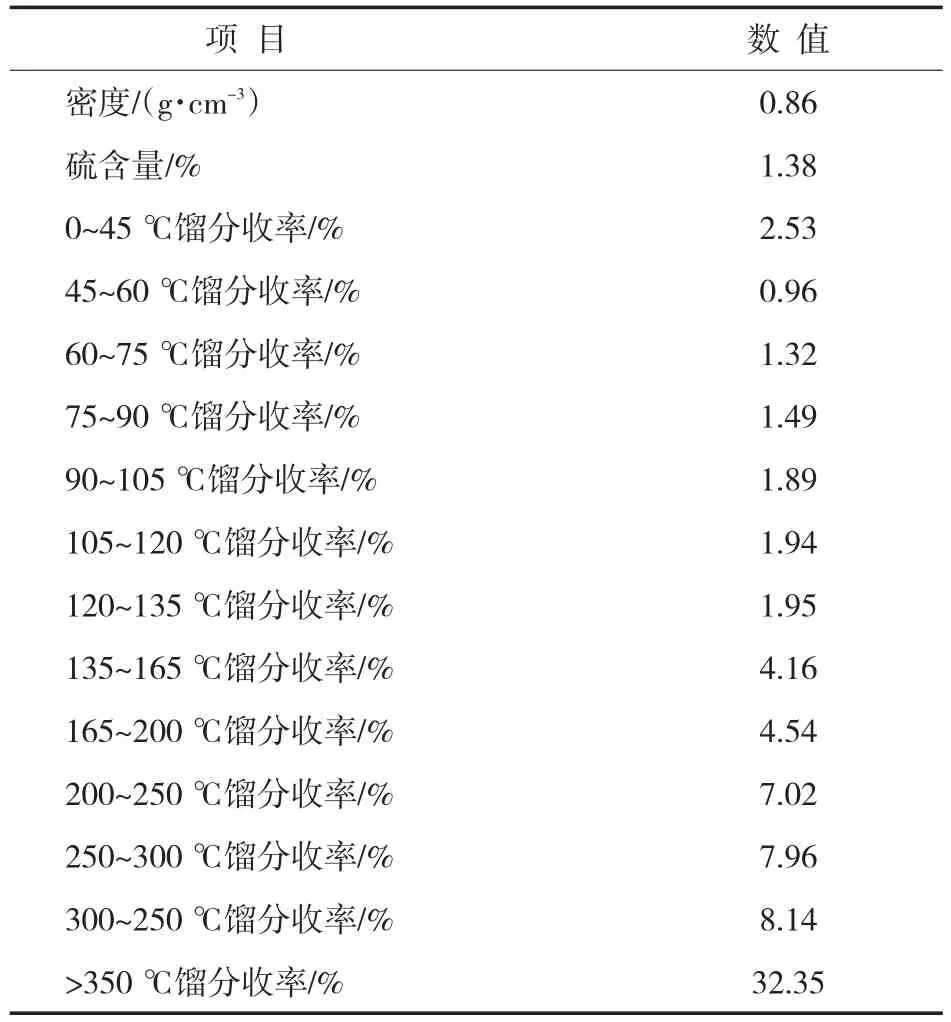
表1 原油校正数据
1.2 工况模拟
基于实际工况,应用Petro-SIM对该套常减压装置进行模拟[7,8],见图1。

图1 常压塔工艺流程
模型中原油经罐区换热后进入电脱盐罐脱盐脱水,再次换热后进入初馏塔。
初馏塔共31层塔盘,以初馏塔顶冷凝器作为最后1块塔盘,从第4层塔盘进料。塔顶产品为初顶油和初顶不凝气;初底油经常压炉加热后进入常压塔。
常压塔共56层塔盘,以常压塔顶冷凝器作为最后1块塔盘,从第4层塔盘进料。塔顶产品为常顶油和常顶不凝气。
常压塔共设3条侧线:常一线从第40层塔盘抽出,常二线从第22层塔盘抽出,常三线从第10层塔盘抽出。3条侧线抽出经汽提后送出装置,3条侧线的产品分别为航空煤油、轻柴油、重柴油。
常压塔共设1个顶回流和2个中段回流,各循环回流取走剩余热量以降低能耗。常压塔底油抽出后作为减压塔的原料。
1.3 模拟结果
根据设计方案对装置进行模拟计算,得到各塔主要操作参数见表2;常压塔产品质量数据见表3。
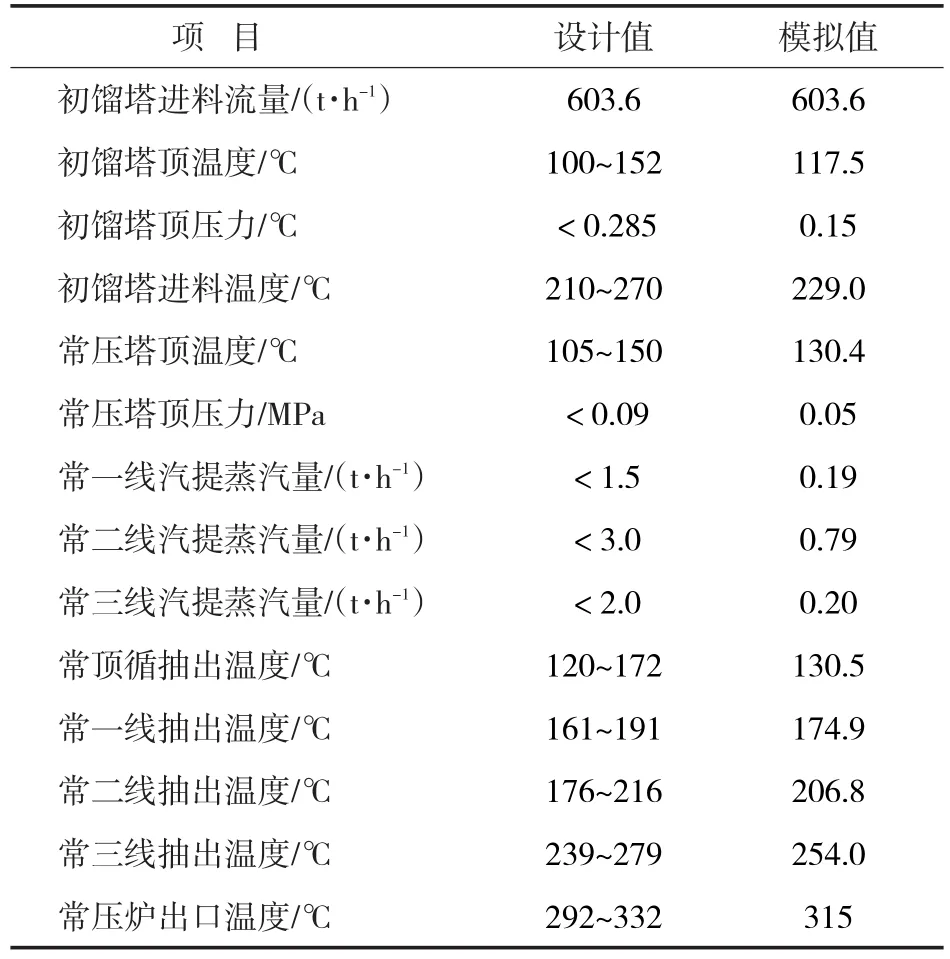
表2 主要操作参数模拟计算结果
从表2,3可知,各塔主要操作参数在实际工况要求操作范围内时,得到的常减压侧线产品质量指标与实际化验数据吻合度较高,说明该模型可较好地模拟出生产方案下的常减压装置流程。
从常压塔的侧线产品质量指标来看,常顶石脑油和常一线航煤、常一线航煤和常二线轻柴油之间的分离效果较好,但常二线轻柴油和常三线重柴油的分离效果不理想,常二线终馏点和常三线10%馏出点之间有着28.4℃的重叠。此外,常压塔的整体收率较低,只有23.29%,会增加减压塔的负荷。提高常压塔整体收率的关键在于降低常二线轻柴油和常三线重柴油的重叠度,提高常二线轻柴油的收率。
2 操作参数的优化
2.1 操作变量的确定
在已建立了较为准确的常减压装置模型的基础上,进一步考察操作变量对常压塔侧线产品性质及产量的影响。

表3 常压塔侧线产品质量模拟计算结果
2.1.1 常三线汽提蒸汽量的影响 固定常二线的抽出量不变,考察常三线汽提蒸汽量对常压塔侧线产品性质及分离精度的影响,见图2。

图2 常三线汽提蒸汽量的影响
由图2可见,改变常三线汽提蒸汽量对常一线和常二线的分离精度影响不大,对常二线和常三线的分离精度有一定的影响。随着常三线汽提蒸汽量的增加,常三线10%馏出点变大。汽提蒸汽量的增加,有利于减小向下流动的液体中的油气分压,使侧线产品中的轻组分更易分离,降低油品中轻质产品的含量。
2.1.2 常顶抽出量的影响 固定常二线的抽出量不变,考察常顶抽出量对常压塔侧线产品性质及分离精度的影响,结果见图3。

图3 常顶抽出量的影响
由图3可见,改变常顶抽出量对常一线和常二线的分离精度影响不大,对常二线和常三线的分离精度有一定的影响。随着常顶抽出量的降低,常二线终馏点和常三线10%馏出点有着不同程度的减小,对常二线终馏点影响的程度更大,有利于常二线和常三线的分离。常顶采出量的减小,说明更多的轻组分将向下转移到侧线产品中。
2.1.3 常压炉出口温度的影响 固定常压塔侧线产品的终馏点不变,改变常压炉的出口温度,考察常底油5%馏出点温度的变化情况,见图4。

图4 常压炉出口温度的影响
由图4可见,随着常压炉出口温度的升高,常底油5%馏出点温度逐渐上升,350℃前馏分含量降低,有利于常压塔整体收率提高。
2.2 优化结果
以常三线汽提蒸汽量、常顶抽出量、常压炉出口温度作为操作变量,以常压塔产品的终馏点作为约束条件,以常二线的抽出量最大化为优化目标,在各个参数要求的操作范围内进行优化,得到优化后的操作结果见表4;主要产品质量指标及收率优化前后对比见表5。
由表5可见,利用Petro-SIM进行操作参数优化,在严格控制常压塔主要产品指标的前提下,常二线终馏点与常三线10%馏出点的重叠度由优化前的28.4℃减小到25℃,常二线的收率有了明显的提高。在提高常三线汽提蒸汽量、减小常顶采出量、提高常压炉出口温度时,常二线轻柴油的抽出量由38.04 t/h变为44.50 t/h,增加了6.46 t/h,相比优化前的收率提高了1.13%。常一线航煤的抽出量由16.74 t/h变为18.00 t/h,增加了1.26 t/h;常三线重柴油的抽出量由13.14 t/h变为17.75 t/h,增加了4.61 t/h。常压塔的整体收率变为24.95%,相比优化前的23.29%,提高了1.66%,一定程度上降低了减压塔的负荷。

表4 优化操作结果
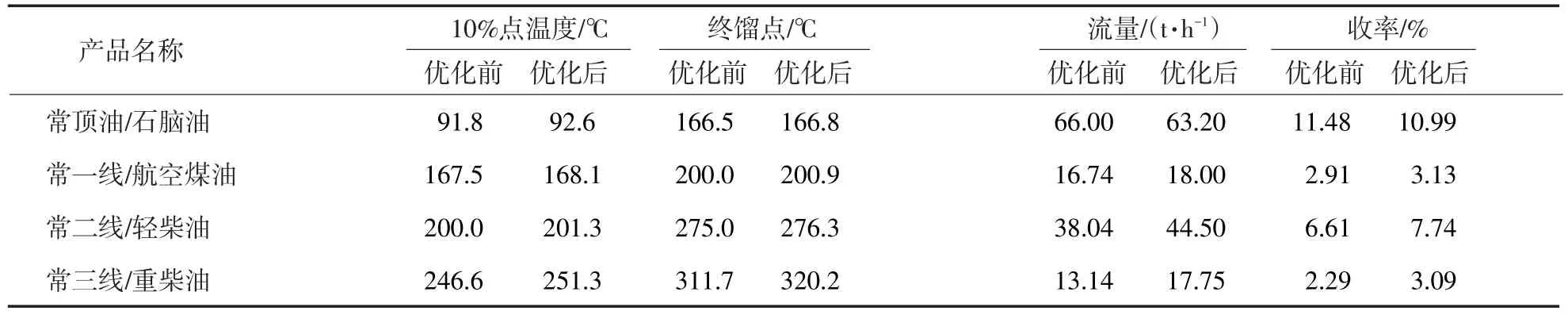
表5 主要产品质量指标及收率优化前后对比
3 结束语
应用Petro-SIM软件对金陵石化公司常减压装置进行工艺流程模拟和操作参数优化。结果表明,建立的模拟装置可很好地模拟实际工况。在此基础上,通过适当提高常三线汽提蒸汽量、减小常顶采出量、提高常压炉出口温度等措施,有效地降低了常二线终馏点和常三线10%初馏点的重叠度,使常二线收率相比优化前提高了1.13%。利用该结果可以有效地指导生产,对提高常压塔侧线产品产量具有积极的指导意义。
同时也应该注意到,为了增加常二线轻柴油收率而采取的一些措施,可能带来的一些影响。比如,在提高常三线汽提蒸汽量的同时,可能会使常压塔侧线产品中水汽含量增大,产品的质量有所下降;在提高常压炉出口温度的同时,增加了装置的能耗,加大了常压塔顶的负荷。因此,在实际装置中应采取何种措施提高轻柴油的收率,还有待深入研究。
[1]李志强.原油蒸馏工艺与工程[M].北京:中国石化出版社,2010:39-43.
[2]屈一新.化工过程数值模拟及软件[M].北京:化学工业出版社,2006:35-37.
[3]金绍元.先进控制技术在常减压装置上的作用[J].炼油与化工,2006(2):44-46.
[4]Eiden U,Scholl S.Use of Simulation in Rating and Design of Distillation Units[J].Computers&Chemical Engineering& Processing,2004,43(3):483-493.
[5]姚月华,陈晏杰,张香平,等.原油常减压蒸馏装置的流程模拟及参数优化[J].过程工程学报,2011,11(3):405-413.
[6]Juma Haydray,Tomas Pavlik.Steady-state and Dynamic Simulation of Crude Oil Distillation Using Aspen Plus and Dynamics[J].Petroleum and Coal,2009,51(2):100-109.
[7]Alfradique M F,Castier M.Modeling And Simulation Of Reactive Distillation Columns Using Computer Algebra[J].Computers& Chemical Engineering,2005,29(9):1875-1884.
[8]徐文斌.常减压蒸馏装置提高常压轻油收率措施[J].加工工艺,2008,23(5):9-11.
Process simulation and parameter optimization of atmospheric&vacuum distillation unit based on Petro-SIM
Luo Fan1,Chen Xisong1,2,Mei Bin2,Zhang Xiangrong2
(1.School of Automation,Southeast University,Nanjing 210096,China;2.Nanjing Richisland Information Engineering Co.,Ltd,Nanjing 210061,China)
Application of process simulation software to make process simulation and operating parameter optimization of the atmospheric&vacuum distillation unit has significant meaning for guiding production.With the crude oil processed by Jinling Petrochemical Company as the basis,by correcting crude oil data to select proper crude oil data and combining the process date from the site,simulation calculation was made to the primary tower and atmospheric tower based on Petro-SIM.In the same time,by optimizing part operating parameters,and under the premise of ensuring side draw product quality,the separation accuracy of the atmospheric cut 2 and atmospheric cut 3 was effectively improved,and the yield of the atmospheric cut 2 light diesel and overall yield of the atmospheric tower were improved.
process simulation;operating parameter optimization;crude oil data correction;separation accuracy
TE624
B
1671-4962(2017)02-0053-04
2016-11-15
罗凡,男,2014年毕业于西北工业大学自动化专业,现就读于东南大学自动化学院控制理论与控制工程专业,攻读硕士学位。
猜你喜欢
化工技术与开发(2022年10期)2022-10-27 08:04:42
中国特种设备安全(2022年1期)2022-04-26 14:16:22
石油化工设备技术(2022年2期)2022-03-22 02:34:12
石油石化绿色低碳(2022年1期)2022-03-08 08:03:08
山东化工(2020年20期)2020-11-25 11:29:40
化工管理(2020年1期)2020-03-04 12:21:56
氮肥与合成气(2017年2期)2017-03-23 05:49:59
铁道通信信号(2016年7期)2016-06-06 02:21:02
小学阅读指南·低年级版(2016年8期)2016-05-14 13:24:45
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01 02:54:26
