缸套表面结构的功能性参数研究
2017-04-12 06:52:07刘闪闪王生怀曾文涵
湖北汽车工业学院学报 2017年1期
刘闪闪,王生怀,曾文涵
(湖北汽车工业学院 机械工程学院,湖北 十堰 442002)
缸套表面结构的功能性参数研究
刘闪闪,王生怀,曾文涵
(湖北汽车工业学院 机械工程学院,湖北 十堰 442002)
用白光干涉仪对珩磨缸套表面进行测量,采用概率支撑率曲线来表征缸套这种具有复合加工特征的表面,指出利用纹理成分来检验及识别加工工艺。最后以二维Rq系列参数为纽带,建立三维功能参数与二维Rq系列参数的相关联系,用S系列三维功能参数来表征缸套的表面结构。
珩磨表面;白光干涉仪;纹理成分;三维功能参数
发动机缸套表面微观形貌能够体现其表面的微观几何特性,并且与零部件的功能特性息息相关。因此为满足缸套的功能要求,往往要设计和加工成特定的表面形貌结构[1]。在发动机运行过程中,活塞环对缸套施加力的作用,在其表面产生摩擦,在整个摩擦系统中,润滑剂以油膜的形式存在于相互摩擦的2个零件之间。因此作为承受载荷的缸套表面要具备支撑和润滑特性,为达到此性能要求通常采用平台珩磨技术,粗珩主要是形成正确的几何形状,如圆柱型孔和适合后续加工的表面粗糙度以及适合容纳润滑油和磨屑的纹理,半精珩过后形成均匀的交叉网纹,平台珩去除精珩产生的波峰,在孔的内壁形成微小的支撑平台。平台珩磨可以使缸套很快进入正常工作期,因而跑合时间大大地缩短,提高了其使用寿命和性能要求[2]。
定量的评定缸套平台珩磨表面形貌的功能属性和加工出符合功能要求的表面形貌结构成为研究的重点内容。发动机缸孔表面属于复合加工特征的表面,在加工中不同的纹理具有各自的功能属性。例如形成的峰顶区、核心区和谷底区分别与发动机缸套的磨合、工作寿命和润滑性能一一对应。
在评定珩磨缸孔的众多理论中,Abbott-Firestone轮廓支撑长度率曲线得到了最广泛的应用,Mark C.和Malburg.Ph.D.对气缸内孔的表面形貌在纹理上做出了分析,并对ISO13565中定义的功能性参数的评定方法进行了说明,同时也给出了测量缸孔表面的测量原理和方法[3];B.Muralikrishnan和J.Raja对各种滤波方法加以比较,针对缸孔等复合加工表面提出了使用形态学滤波器进行滤波,并且通过实验进行验证,得到较好的滤波效果[4];Abbott—Firestone曲线的两段线性模型由Trautwein提出,并且从这个模型中还引伸出一个称为液体滞留容积的参数。后来,又有学者把Abbott—Firestone曲线分成3个区域:2%~25%的支承长度范围内的高度差被定义为峰顶区,相应地25%~75%的支承长度范围内和75%~98%的支承长度范围内的高度差分别被定义为中间区域和谷底区。由此获得3个Rk系列参数,并应用于缸套表面的功能评定。
本文中基于ISO 13565线性化的支撑率曲线和概率支撑率曲线来描述珩磨加工的表面特征,从而对缸孔表面的功能性参数进行研究。线性化的支撑率曲线描述了随着粗糙度轮廓的深度的增加而引起表面材料部分的增加,且对纹理成分的功能进行定量的评定,而概率支撑率曲线可以识别不同的纹理成分。对Abbott-Firestone曲线进行重新划分,并引入了表面承载指数、核心区液体滞留指数和谷底液体滞留指数3个指标分别评价表面承载性能和储油性能。
1 缸套表面形貌的功能评定
在实际的工程应用中,许多零件表面需要具有特定的功能特性。正是基于发动机缸孔所要满足的支撑性能、密封性和润滑油滞留性能,缸套就必须被设计、处理成特定的形貌以满足预期的应用。所以有必要定义特定的功能参数来有效地表征其表面的特殊属性,这些属性和该零件特定的工程应用又是紧密联系在一起的,也就是说一系列功能参数集能够描述一定数量的功能应用。
概率支撑率曲线可以识别平台珩磨缸套复合加工表面的不同纹理成分,即粗珩纹理和精珩纹理,它们的摩擦性能差别很大。在评定缸套表面形貌的功能属性时,应首先用概率支撑率曲线表征表面结构精度的高度特性。
1.1 高度特性的表征
传统的表面粗糙度参数,如轮廓最大高度Rz、轮廓的算术平均偏差Ra和轮廓单元的平均宽度Rsm等,不能够识别不同的加工纹理,不适合表征复合加工表面的形貌[5]。概率支撑率曲线的线性区域确定参数的评价方法,适用于评定表面形貌的高度特征即表面摩擦特性及控制制造过程。
概率支撑率曲线是支撑率曲线的一种表示方法。它用高斯概率形式表示轮廓支撑率。纵坐标是轮廓高度(或其标准偏差s),横坐标是轮廓高度值出现的概率,如图1中原始轮廓高度值的标准高斯分布,缸套内孔复合加工纹理是2个高斯或近高斯纹理组合的结果。因此,首先将复合加工过程的各独立特性成分作为高斯波形进行建模。

图1 原始轮廓高度值的标准高斯分布
正态分布(高斯)的数据是用平均值m和标准偏差s表征。在工程应用中样本的标准偏差为
式(1)与Rq系列参数的计算非常相似:

当数值中n较大时,Rq近似于s。进一步思考是否可用Rq系列参数来表征缸套内孔的表面形貌。
1.2 缸套复合加工表面轮廓
对于发动机缸套珩磨加工的特征的表面,其轮廓高度是2个高斯分布的合成,如图2所示。两者的分散程度不一样,所以其概率支撑率曲线的倾斜程度不同,可以看出,图2中粗加工直线较陡,精细加工的直线较缓。对于平台珩磨缸套表面,其同一表面先后采用粗珩和精珩的复合加工后,粗珩轮廓的峰部被去除而代之以精珩的轮廓,所以缸套表面的概率支撑率曲线是图2中2条直线的合成,也就是说,可以用概率曲线研究分层表面的跑合过程,概率曲线呈现2个线性区,顶部线性区表示精珩纹理,底部线性区表示粗珩纹理。发动机缸套的加工包含多个过程,可以用概率支承率曲线来描述。

图2 粗精加工表面的概率支承率曲线
1.3 缸套珩磨的概率曲线
Wiliamson首先提出用概率支撑率曲线来研究具有多个纹理成分表面的磨损运行过程。在缸套复合加工表面上测量的表面数据中所存在3个非线性效应,能够在支撑率曲线中表现出来。这些效应将通过对支撑率曲线进行拟合而排除,通过使用支撑率曲线中稳定的高斯部分可以排除许多不确定性的影响。重复测量缸套内孔的表面形貌,能够使参数的测量值更加稳定[6]。图3为缸套平台珩磨表面形貌的概率曲线。
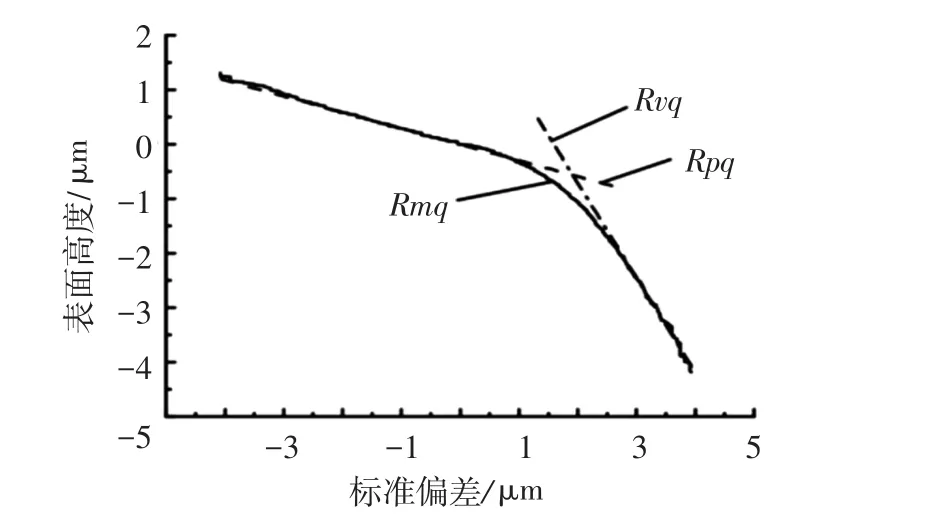
图3 缸套平台珩磨表面形貌的概率曲线
图3 是通过初始二次曲线拟合得到的,是由2个随机成分组成的表面的概率支撑率曲线的期望形式的最佳逼近。该初始二次曲线拟合为在概率支撑率曲线上运算提供了基本框架。在整条概率支撑率曲线上拟合的二次曲线:

式中:z为纵坐标,表示轮廓高度,μm;x为横坐标,表示标准偏差。图3中谷区部分线性回归的斜率Rvq和塬区部分线性回归的斜率Rpq分别为二次曲线的渐近线。缸套平台珩磨的高度表征参数Rmq即塬区与谷区交界处的支撑率,把概率曲线分为平台区和谷区,这样3个独立的参数代表3个不同的功能区分别对应着表面的跑合、支承和流体滞留性能。
2 缸套珩磨三维形貌
图4 是缸套珩磨表面的三维形貌和其支承长度率曲线,从图4 a中可看出其具有较平缓的峰顶和明显的沟槽,有较好的支撑性能及液体滞留性能。这一点也可从图4 b上显现出来,看到曲线中间部分的负曲率较小而最后一部分又具有较大的空隙面积。不同加工方法形成的不同纹理表面的液体滞留性能好坏与材料的接触面积有很大的关系,因此有必要引入一个更好的功能特征化方法。

图4 缸套珩磨表面三维形貌和其支承长度率曲线
在图4 b上5%支撑长度处和80%支撑长度处画一条平行线,分别用h0.05和h0.8表示。由此曲线划分成了3个区域,这和DIN 4776标准中的对应内容是相似的,即峰顶区、核心区和谷底区。每个区域中单位长度上的材料面积实际上就是由表面曲线和该区域上的平行线所围成的面积,而单位长度上的空隙面积则是由该区域顶部位置的那条平行线和曲线所围成的面积[7]。由此定义可以看出:珩磨表面的核心区单位长度空隙面积较小,而谷底区的单位长度空隙面积较大,这正符合发动机缸套支撑特性和液体滞留性能。
2.1 三维功能性参数
表面支承指数Sbi用来指示表面的支承特性。此处的表面支承指数是均方根偏差和5%支承长度处的表面轮廓高度的比值,即

式中:η0.05为轮廓支承长度5%处的轮廓高度;h0.05为对应η0.05的标准高度;Sq为表面均方根偏差,其几何特性为取样区域内实际表面到基准面的均方根值。在微观表面统计领域内,表面均方根偏差是一个经常使用的参数。表面支承指数Sbi越大表明该表面的支承性能越好。高斯表面的表面支承指数大约是0.608,由标准高斯分布曲线计算获得。对于轮廓峰顶变化缓慢的珩磨表面,其表面支承指数正常情况要比0.608大。缸套在磨合和正常运行过程中,这个指数将相应地增加。一般情况下,对于大多数工程表面其支承指数在0.3~2之间。
核心区液体滞留指数Sci,该指数是核心区单位长度的空隙面积和均方根偏差的比值,其是来衡量缸套表面核心区的液体滞留性能的,定义为

式中:Av(h0.05)为轮廓支承长度5%处的空隙面积;Av(h0.8)为轮廓支承长度80%处的空隙面积;M为沿轮廓方向的离散点的个数;Δx为离散点的间距。同样,缸套表面的液体滞留性能与Sci的大小成正比。通过对高斯表面的标准高斯分布曲线的计算可知Sci大约是1.56,而珩磨表面Sci值比该值要小。
谷底液体滞留指数Svi,用来衡量表面谷底区的液体滞留特性,由标准高斯分布曲线得到的值大约为0.11,因为缸套表面要有足够的液体润滑,所以其Svi值要大于0.11。在缸套的工作寿命期内Svi值相对来说是很稳定的。
这种方法是把支撑长度率曲线分成峰顶区、核心区和谷底区3个部分来进一步研究,这3个区域的划分都是基于实际工程表面的功能特性。由此可知,峰顶区材料面积、核心空隙面积和谷底空隙面积3个功能参数可以表征珩磨缸套表面的跑合、支承和流体滞留性能。
2.2 三维功能性参数与Rq系列参数的关系
对平台珩磨后的缸套进行线切割,用白光干涉测量仪测量切割后的20mm×20mm缸套内表面,白光干涉仪测量缸套表面形貌如图5所示,所得测量数据如表1所示。

图5 白光干涉仪测量缸套表面形貌

表1 多组缸套内孔表面形貌参数测量

图6 功能参数曲线图
对表1中数值进行线性分析,可以得到功能参数曲线图(图6)。由图6 a可见,Rpq在一定范围内,Sbi与Rpq几乎成线性关系,随着Rpq继续增大,开始出现明显的转折点,峰顶区材料减小,表面支撑性能下降。因为对于发动机缸套这种高机械应力表面,Sbi通常会大于图6 a中拐点值,由标准高斯分布曲线计算的拐点值为0.3,而绝大多数的工程表面支承指数会大于该拐点值,高机械强度表面Sbi是很稳定的,当Sbi在一微小范围内波动时,可以用近似线性化的直线来表示,因此可以用Sbi参数来表达二维Rpq参数。图6 b给出了三维功能参数Svi随着Rvq的变化情况。对于发动机缸套表面要有足够的液体润滑Svi的值通常会很大,由于经过平台珩磨的发动机缸套,其跑合时间比较短甚至直接进入工作寿命期,而Svi在缸套的工作寿命期内其值是很稳定的,也就是说Svi的变化很小,Svi与Rvq也成线性关系,同样可以用三维参数谷底液体滞留指数Svi来表征二维参数Rvq。
3 总结
本文中基于概率支撑率曲线和支承长度率曲线,研究多种加工工艺叠加而形成的平台珩磨缸套表面的功能评定。对于描述多种不同加工过程形成的多尺度表面形貌的功能特性,三维功能性参数评定的应用更为优越。三维功能参数和二维功能参数都是基于支撑长度率曲线,通过分段来描述测量区域,三维功能参数是对摩擦磨损性能、表面支承性能以及润滑性能的评定,它和Rq系列二维功能参数有密切的相关性和延续性。三维功能参数能够弥补二维功能参数的理论缺陷,二维功能参数中由等效线确定的2个临界点支持率即三维支撑面积5%和80%确定值,其正适合发动机缸套这种高机械应力表面。三维参数对应一定面积的区域上的特征,改变原二维参数统计性差以及测量值存在较大偏差的不足,更接近真实表面。
[1]胡兆稳,刘小君,王静,等.多尺度表面形貌的功能评定与控制[J].中国机械工程,2010(7):773-777.
[2]范明强(译).气缸珩磨纹理组织的全面三维表面评价[J].国外内燃机,2010(5):49-51.
[3]李伯奎.基于三维表面气缸套内孔平台珩磨网纹的技术要求与检测[J].润滑与密封,2008,33(9):51-54.
[4]Muralikrishnan B,Raja J.Functional Filtering and Performance Correlation of Plateau Honed Surface Profiles[J]. Freiburger Bodenkundliche Abhandlungen,1988,127(1):193-197.
[5]李伯奎,李年莲,刘远伟,等.表面粗糙度功能参数及其三维量值的实验研究[J].机械设计与制造,2011(9):179-181.
[6]Institution BS.Geometric Product Specifications(gps)-Surface Texture:Profile Method-Surfaces Having Stratified Functional Properties-Height Characterization Using The Linear Material Ratio Curve[J].Neuropsychopharmacology,2016,41(S1):S1-S115.
[7]Feng C X,Wang X,Yu Z.Neural Networks Modeling of Honing Surface Roughness Parameters Defined by ISO 13565[J].Journal of Manufacturing Systems,2002,21(5):395-408.
Study on Functional Parametersof Cylinder Liner Surface Structure
Liu Shanshan,Wang Shenghuai,ZengWenhan
(SchoolofMechanical Engineering,HubeiUniversity ofAutomotive Technology,Shiyan 442002,China)
The honing cylinder liner surface wasmeasured by the white light interferometer and this type of linerwith the surface of the compositemachining featureswas characterized by the probability support rate curve,the processwas tested and identified by using the texture component.Finally,based on 2D Rq seriesofparameters,the correlation between 3D functionalparametersand 2D Rq seriesofparameterswas established,and the surface structure of the cylinder linerwas characterized by using S seriesof3D functionalparameters.
honing surface;white light interferometer;texture component;3D functionalparameter
TG84
:A
:1008-5483(2017)01-0059-05
2016-08-19
国家自然科学基金项目(51475150,51275159);湖北省自然科学基金项目(2013CFB045);
湖北省教育厅科学技术研究重点项目(D20141802)
刘闪闪(1990-),男,河南商丘人,硕士生,从事精密仪器测量方面的研究。E-mail:1105841409@qq.com
10.3969/j.issn.1008-5483.2017.01.014
猜你喜欢
课堂内外·小学版(低年级)(2023年6期)2023-04-29 00:44:03
软件(2020年3期)2020-04-20 01:45:18
制造技术与机床(2019年11期)2019-12-04 05:50:54
摄影之友(影像视觉)(2018年12期)2019-01-28 09:01:00
Coco薇(2017年8期)2017-08-03 15:23:38
材料科学与工程学报(2016年4期)2017-01-15 13:35:34
Coco薇(2015年5期)2016-03-29 23:22:15
计算机工程(2015年4期)2015-07-05 08:27:39
中国光学(2015年1期)2015-06-06 18:30:20
郑州大学学报(工学版)(2014年6期)2014-03-01 04:21:27