稳定土搅拌机叶片失效分析及改进
2017-04-08 06:46王慧强董玉刚郭健郭晨光薛锦
山东交通学院学报 2017年1期
王慧强,董玉刚,郭健,郭晨光,薛锦
(长安大学道路施工技术与装备教育部重点实验室,陕西西安 710064)
稳定土搅拌机叶片失效分析及改进
王慧强,董玉刚,郭健,郭晨光,薛锦
(长安大学道路施工技术与装备教育部重点实验室,陕西西安 710064)
为提高搅拌机叶片的耐磨性,进一步提高搅拌质量和搅拌效率,对某型号稳定土搅拌机叶片的磨损工况进行分析,通过测量搅拌叶片磨损前后长度、宽度以及厚度,发现稳定土搅拌机叶片沿轴向不同部位磨损形式不同。针对磨损工况提出提高稳定土搅拌机叶片耐磨性的改进方案:将搅拌叶片的断面加工成倒梯形、顶部加工成扇形,叶片的两边缘有一定的楔角、叶片中部铸有沉台;搅拌叶片在搅拌轴上的最佳安装角度确定为45°;搅拌叶片选择Cr系耐磨材料。
搅拌机;叶片;磨损分析;改进
稳定土搅拌机是一种重要的搅拌机械,种类繁多。目前常见的稳定土厂拌设备的主机普遍采用无衬板双卧轴强制连续式搅拌机。双卧轴强制式搅拌机因搅拌质量好、生产效率高而广泛应用于工程中[1-2]。搅拌叶片作为搅拌装置最核心的部件,其失效直接影响整机的搅拌质量与搅拌效率。研究表明,磨损是引起搅拌机叶片失效的主要方式,且叶片磨损后需要更换,增加了生产的成本。因而搅拌机叶片的磨损分析及改进对稳定土搅拌机的寿命及提高搅拌质量和效率都有重要意义[3]。本文针对某型号稳定土搅拌机工作一段时间后叶片的磨损情况进行分析,并提出相应的改进方案。
1 叶片失效对搅拌机性能的影响
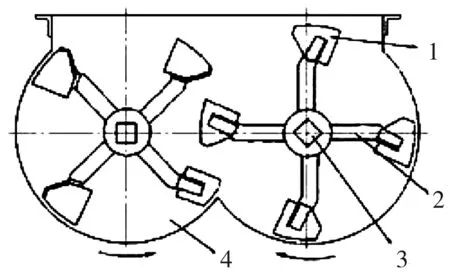
1—搅拌叶片;2—搅拌臂;3—搅拌轴;4—搅拌筒图1 双卧轴搅拌机结构
搅拌装置作为搅拌机的核心部分,直接影响着整机的搅拌质量和搅拌效率。双卧轴搅拌机结构如图1所示,搅拌叶片的作用半径相互交叉,叶片与轴中心线成一定角度,并且前后上下都错开一定空间[4]。当搅拌轴转动时,叶片一方面带动混合料在两个拌筒内轮番作圆周运动,上下翻滚,同时在搅拌叶片相遇或重叠的部位,混合料在两轴之间的共同区域相互交换体位;另一方面推动混合料沿着搅拌轴方向,连续地从一个旋转平面向另一个旋转平面运动[5]。搅拌叶片径向磨损后,叶片的长度减小,导致搅拌叶片的回转半径减小,叶片的最大线速度随之减小,混合料被搅拌装置抛掷、剪切作用强度减弱,同时搅拌叶片的长度变短,使两轴交互重叠区域的面积减小,两轴的交互作用减弱,导致搅拌质量下降。搅拌叶片磨损后,叶片表面积减小,推料量随之减小,当搅拌叶片磨损较多时,导致推料速度减慢,搅拌效率下降。另外,随着叶片的磨损,残留在缸体内壁上的物料增多,增加了清理难度,浪费了材料。因此搅拌叶片的磨损失效会降低搅拌机的搅拌质量和搅拌效率,对施工建设带来影响。
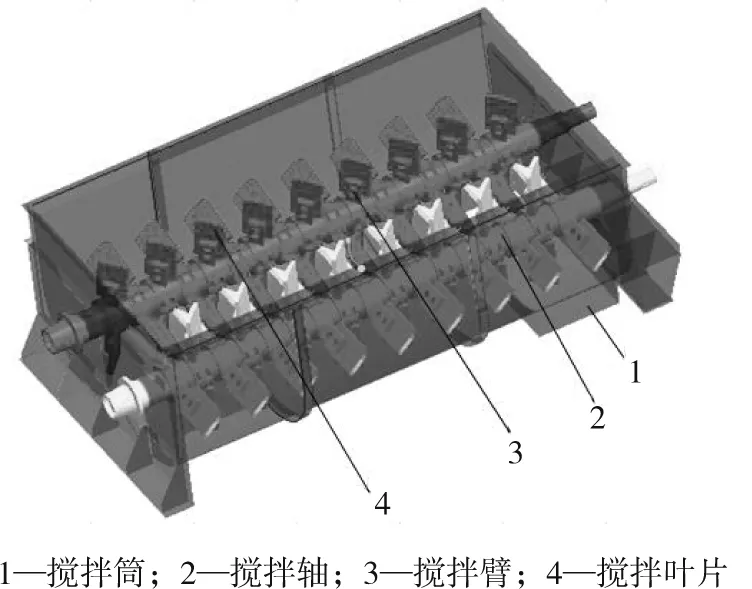
图2 稳定土搅拌机搅拌装置示意图
2 叶片磨损工况分析
某型号稳定土搅拌机搅拌装置如图2所示,该搅拌装置由水平安置的双圆槽形搅拌筒、两根转向相反的搅拌轴以及安装在搅拌轴上的搅拌叶片和搅拌臂组成。搅拌臂按一定的排列方式紧固在搅拌轴上,搅拌叶片按一定的安装角度紧固在搅拌臂上。搅拌装置采用相同尺寸叶片的对置式结构,即搅拌轴上同一拌臂序号轴截面处有两个相对布置在搅拌轴两侧的搅拌臂。该搅拌装置具有连续进料、连续搅拌和连续出料的特点,为了保证从搅拌机出来的物料有较好的搅拌质量,物料在搅拌筒内应有足够的搅拌时间以使物料受到充分的搅拌作用,因此搅拌轴一般比较长,布置在搅拌臂上的叶片数目也较多。
为了能够更真实地反映出稳定土搅拌机搅拌叶片的实际磨损情况,对磨损前后搅拌机叶片的结构尺寸进行测量。该型号的稳定土搅拌机在工作3个月后磨损情况如图3所示,将单根搅拌轴沿轴向从出料端到进料端的一组叶片进行编号(1~8号),并按照图4所示的搅拌叶片的长度、宽度、厚度方向进行测量,结果记录如表1所示。

图3 搅拌叶片轴向编号图 图4 磨损前搅拌叶片

叶片编号长度/mm宽度/mm厚度/mm磨损前磨损后差值磨损前磨损后差值磨损前磨损后差值1340270702002000302912340230110200200030282334024010020020003025543402509020020003026453402301102002000302826340270702002000302197340290502002000302010834029050200200030282
由表1可知:沿单根搅拌轴方向,叶片的长度、厚度均有不同程度的减小,宽度几乎无变化。进一步分析可以看出,搅拌叶片的磨损大致可以分为3类:第1、8组搅拌叶片为第一类,该类叶片在长度和厚度方向磨损最小;第6、7组搅拌叶片为第二类,该类叶片整体长度方向的磨损量相对较小,而在厚度方向的磨损量比较大;第2、3、4、5搅拌叶片为第三类,叶片整体长度方向的磨损量比较大,厚度方向的磨损量比较小。
造成上述结果的原因:
1)第1、8组搅拌叶片位于搅拌筒进料口和出料口的最后位置,参与搅拌的物料量最少。2)第6、7组搅拌叶片位于进料口位置处,由于进料口处被搅拌的混合料主要以骨料为主,未与水泥等粘结料、水进行充分的混合,搅拌叶片表面及骨料表面未被细料粘附,骨料表面棱角分明,在搅拌推移的过程中与叶片表面形成滑动摩擦,叶片主要表现为迎料面的磨损,叶片变薄。3)第2、3、4、5搅拌叶片位于搅拌筒中后部。随着混合料向前推移,缸体中后部内壁粘附一层混合料,搅拌叶片与搅拌筒间隙减小,易形成挤料、卡料,集料表面、搅拌叶片表面已粘附有细料,减缓了迎料面磨损的同时加剧了叶片径向磨损。随着叶片的径向磨损,搅拌筒内壁粘附层随之增加,叶片与粘附层之间形成稳定的动态间隙,径向磨损会一直延续下去,叶片端面磨损严重,叶片变短。
另外,由于入料口和出料口处搅拌筒内壁不具备形成粘附层的条件,所以第1、6、7、8组搅拌片端面磨损比较小。而第2、3、4、5组搅拌叶片位于拌筒中后部,此区域为混和搅拌的主要区域,搅拌叶片表面及骨料表面被细料水泥等混合料粘附,因此迎料面的磨损比较小。
通过以上分析可知,在稳定土搅拌机中搅拌叶片的磨损大致分为3部分,入料口处的叶片主要变现为迎料面磨损,拌筒中后部叶片主要表现为端面磨损,其他位置叶片的磨损比较小。
3 叶片改进方案
稳定土搅拌机叶片的耐磨性与诸多因素有关,针对上述分析结果,本文从叶片的结构形状[6]、叶片在搅拌轴上的安装位置以及叶片的材质等方面提出提高稳定土搅拌机叶片耐磨性的改进建议。
3.1 结构形状
通过对稳定土搅拌机磨损工况的分析可知,不同位置处的搅拌叶片磨损状况不同,主要有迎面磨损和径向磨损两大类。对于迎面磨损的搅拌叶片,主要表现为叶片变薄;对于径向磨损的搅拌叶片,主要表现为叶片缩短。两者共同的特点是:宽度方向无明显磨损,叶片根部靠近搅拌轴处无明显磨损。
因此对于进料口处迎面磨损的搅拌叶片,应适当增加叶片厚度,尤其是叶片顶部厚度,可以将其断面做成倒梯形;对于搅拌筒中后部以径向磨损为主的搅拌叶片,断面亦可做成倒梯形,以增大磨损段的径向摩擦面积。另外可以在叶片中部铸造沉台,在搅拌过程中当细集料粘附后,还可以减少叶片迎料面的磨损,延长叶片使用寿命,如图5所示。
另外,现有的叶片结构大多是梯形或矩形,从叶片顶部至根部厚度不变。这种形状的叶片切入物料的阻力大,增加了叶片的摩擦力;另一方面叶片顶部各点回转线速度不相同,在搅拌机工作过程中会产生不均匀磨损。如图6所示,可以将叶片顶部设计成扇形,叶片的两边缘有一定的楔角,可以减小叶片切入物料的摩擦阻力,使叶片磨损均匀。

a)主视图 b)侧视图 图5 搅拌机叶片的结构改进 图6 改进后叶片结构示意图
结合上述2个方案,将搅拌机叶片的断面加工成倒梯形、顶部加工成扇形,并且叶片的两边缘有一定的楔角、叶片中部铸有沉台。在实际使用中发现,进料口以迎面磨损为主的叶片工作时,细集料会粘附在沉台里面使叶片表面形成保护层,在一定程度上减少了骨料对叶片表面的划伤,同时叶片顶部厚度增加使迎面磨损减小。在搅拌筒中后部,断面为倒梯形、顶部为扇形的叶片使得径向摩擦面积增大、顶部各点回转线速度相同,叶片磨损均匀且耐磨性提高。另外,在叶片表面铸造沉台节约了金属材料,降低了生产成本。

图7 叶片安装结构
3.2 安装角度
叶片在搅拌轴上的安装角度会影响与物料的摩擦阻力,进而影响叶片的磨损。如图7所示,设θ为叶片与轴线垂线之间的夹角,叶片工作面对物料的法向作用力FN可以分解为叶片沿轴向对物料的推进力
F1=FNcosθ,
沿周向对物料的搅拌力
F2=FNsinθ[7]。
θ的变化将会影响F1和F2的变化,搅拌机工作一段时间后,由于物料对叶片的反作用,θ逐渐变小,F1增大,加速叶片的磨损。因此应当合理的选择搅拌叶片在搅拌轴上的安装角度,一般为31°~45°。实际应用中当叶片安装角度为45°时,叶片对物料的推进力和搅拌力相等,从而使叶中的磨损量减小,叶片的耐磨性最好,因此45°为搅拌叶片的最佳安装角度[8-9]。
3.3 材质
磨料磨损是指磨粒或硬的微凸体与材料表面相互作用,造成材料表面损耗的现象或过程[10-11]。影响磨料磨损的因素很多,从大的方面可以分为内部因素和外部因素。内部因素是指被磨损材料的一些特性,包括材料的成分以及组织结构[12],外部因素是指磨料的特性。在稳定土搅拌机叶片的磨损中,搅拌的对象,如水泥、沙、石子,即为磨料磨损中的磨料,其属性是不能改变的,所以要减少磨料磨损就要改善被磨材料即叶片的成分以及组织结构。
稳定土搅拌机叶片的迎面磨损属于低应力磨损,并且骨料和细料对叶片有一定的冲击力,所以在选择叶片工作表面材料时,可以考虑选择具有一定冲击韧性且主要具有较高硬度的材料,这样有助于提高叶片的耐磨性。通常情况下,金属材料的硬度是磨粒硬度的1.25~1.3倍时,材料有较好的耐磨性。而低于这个范围的硬度比,将使金属材料处于过度磨损或高磨损区。由于搅拌机的工作条件要求耐磨材料应具有较高的硬度和较高的碳素,所以在选择叶片材质时,应尽量少用轧件和锻件,从经济角度应当选择铸件。常用的耐磨材料主要有W系耐磨材料、Cr系耐磨材料以及复合耐磨材料等。由于W系材料成本较高,所以应用较少。复合耐磨材料虽然具有很好的耐磨性,但是加工工艺复杂、制造困难、生产成本高。而Cr系材料既有较好的抗磨料磨损能力又有良好的抗腐蚀能力,且成本相对其它耐磨材料较低。高Cr耐磨铸铁经过热处理后,强度、韧性都较高,耐磨性好[13],所以搅拌叶片应尽量选择Cr系耐磨材料[14-15]。
3.4 改进后搅拌叶片磨损工况
新的样机叶片材质采用高Cr耐磨铸铁,并且进行一定的热处理。在结构上,将搅拌机叶片的断面加工成倒梯形、顶部加工成扇形,并且叶片的两边缘有一定的楔角、叶片中部铸有沉台。叶片在搅拌轴上的安装角度为45°。当改进后的搅拌机使用3个月后,按照前述方法,对搅拌叶片进行分组,并对磨损前后叶片的长度、宽度以及厚度进行测量,测量结果如表2所示。
对比表1、2中搅拌叶片的磨损量发现:改进后的搅拌叶片在长度和厚度方向仍然有一定的磨损量,并且沿出料端到进料端的磨损量变化规律与改进前的一致,即进料端主要以迎面磨损为主,拌筒中后部以端面磨损为主。但是改进后叶片沿长度与厚度方向的磨损量均明显小于改进前的磨损量。

表2 改进后搅拌叶片磨损前后尺寸
4 结论
1)搅拌机在使用一段时间后,沿单根搅拌轴方向叶片的长度最大减小了110 mm、厚度最大减小了10 mm,而宽度方向尺寸几乎无变化。并且,在搅拌机的进料口处,叶片的磨损主要以迎面磨损为主,叶片变薄,而在搅拌筒的中后部,主要以径向磨损为主,叶片变短。
2)将搅拌叶片的断面加工成倒梯形、顶部加工成扇形,叶片的两边缘有一定的楔角、叶片中部铸有沉台;搅拌叶片在搅拌轴上的最佳安装角度确定为45°,搅拌叶片选择Cr系耐磨材料。改进后叶片沿长度与厚度方向的磨损量明显减小。
[1]王卫中,冯忠绪.双卧轴搅拌机搅拌臂布置形式的研究[J].中国工程机械学报,2004,2(4):437-440. WANG Weizhong,FENG Zhongxu.Study on the arrangement of mixing arm of double horizontal axis mixer[J].Chinese Journal of Construction Machinery,2004,2(4): 437-440.
[2]冯忠绪.工程机械理论[M].北京:人民交通出版社,2004.
[3]唐润秋,汪敏,戚晓利,等.双卧轴强制式混凝土搅拌机叶片的磨料磨损研究[J].冶金设备,2013(1):15-20. TANG Runqiu,WANG Min,QI Xiaoli,et al.Study on abrasive wear of forced concrete mixer blades in double horizontal shafts[J].Metallurgical Equipment,2013(1):15-20.
[4]姚运仕.双叶片搅拌机参数优化及其实验研究[D].西安:长安大学,2004. YAO Yunshi.Study on parameter optimization of double-blade mixer and its experimental study[D].Xi′an:Chang′an Univer-sity,2004.
[5]赵利军.双卧轴搅拌机参数优化及其实验研究[D].西安:长安大学,2002. ZHAO Lijun.Optimization of parameters of double horizontal shaft mixer and its experimental research[D].Xi′an: Chang′an University,2002.
[6]王磊明,陈滔.混凝土搅拌机叶片结构及曲面形状研究探讨[J].江西建材,2007(1):22-25. WANG Leiming,CHEN Tao.Study on blade structure and curved surface shape of concrete mixer[J].Jiangxi Building Materials,2007(1):22-25.
[7]罗云霞,曲建俊.双轴搅拌机叶片的失效分析和改进[J].砖瓦,1994(5):12-14. LUO Yunxia,QU Jianjun.Failure analysis and improvement of blades in biaxial mixer[J].Brick Tile,1994(5):12-14.
[8]向再励.搅拌机设计和使用中主要参数的选取[D].西安:长安大学,2008. XIANG Zaili.The selection of main parameters in the design and use of the mixer[D].Xi′an: Chang′an University,2008.
[9]赵利军,冯忠绪,姚运仕,等.搅拌机叶片安装角的确定方法[J].长安大学学报(自然科学版),2006,26(5):99-102. ZHAO Lijun,FENG Zhongxu,YAO Yunshi,et al.Study on determining the mounting angle of mixer blades[J].Journal of Chang′an University(Natural Science Edition),2006,26(5): 99-102.
[10]黄志文.谈谈磨粒磨损[J].表面技术,2000,29(4):34-36. HUANG Zhiwen.Abrasive wear and wear[J].Surface Engineering,2000,29(4): 34-36.
[11]材料耐磨抗蚀及其表面技术丛书编委会.材料的磨料磨损[M].北京:机械工业出版社,1990.
[12]关成君,陈再良.机械产品的磨损—磨料磨损失效分析[J].理化检验,2006,42(1): 50-53. GUAN Chengjun,CHEN Zailiang.Analysis of wear and abrasion failure of mechanical products[J].Physics and Chemical Analysis,2006,42(1):50-53.
[13]何奖爱,王玉玮.材料磨损与耐磨材料[M].沈阳:东北大学出版社,2002.
[14]原思聪.混凝土搅拌机拌叶失效分析再探[J].西安建筑科技大学学报,1995, 27(1):44-48. YUAN Sicong.Concrete mixer mixing blade failure analysis revisited[J].Journal of Xi′an Building University of Science and Technology,1995,27(1): 44-48.
[15]周平安.磨损失效分析及耐磨材料的现状和展望[J].铸造,2000,49(1):23-25. ZHOU Ping′an.Analysis of wear failure and present situation and prospect of wear resistant materials[J].Foundry,2000,49(1):23-25.
(责任编辑:郭守真)
Failure Analysis and Improvement Scheme of Blade in Stabilized Soil Mixer
WANGHuiqiang,DONGYugang,GUOJian,GUOChenguang,XUEJin
(KeyLaboratoryforHighwayConstructionTechnologyandEquipmentofMinistryofEducation,Chang′anUniversity,Xi′an710064,China)
In order to improve the wear resistance of mixer blades and the mixing quality and efficiency, the wear condition of a certain type of stabilized soil mixer is analyzed by measuring the length, width and thickness difference of the stirring blade before and after wear, finding that the wear forms of the different parts of the stabilized soil mixer′s blade are different along the axial direction. Based on the analysis of the wear condition, the paper puts forward the improved plan of the abrasion resistance of the stabilized soil mixer′s blade from the aspects of structure, blade installation angle, material and so on.
mixer; blade; wear analysis; improvement
2016-11-26
王慧强(1991—),男,陕西渭南人,硕士研究生,主要研究方向为机械电子工程,E-mail:793919923@qq.com.
10.3969/j.issn.1672-0032.2017.01.001
U415.522
A
1672-0032(2017)01-0076-06
猜你喜欢
中国设备工程(2023年4期)2023-02-28
民间故事选刊(2021年9期)2021-11-12
读者(2020年15期)2020-07-31
制造技术与机床(2019年11期)2019-12-04
中国特种设备安全(2019年7期)2019-09-10
伴侣(2018年2期)2018-02-28
凿岩机械气动工具(2017年3期)2017-11-22
材料科学与工程学报(2016年2期)2017-01-15
光学精密工程(2016年4期)2016-11-07
焊接(2015年5期)2015-07-18