焊接速度对激光拼板焊缝显微组织与力学性能的影响
2017-04-08 06:20:45冯菁菁
船舶职业教育 2017年1期
冯菁菁
(渤海船舶职业学院,辽宁 兴城 125105)
焊接速度对激光拼板焊缝显微组织与力学性能的影响
冯菁菁
(渤海船舶职业学院,辽宁 兴城 125105)
通过采用二次回归正交组合优化设计的方法对深冲用DC04钢板激光拼焊工艺进行优化,研究焊接速度对焊接接头显微组织及力学性能影响的规律。研究结果表明,焊缝束腰程度及热影响区范围随着焊接速度的减小明显增大;板材经激光拼焊后,焊缝的强度高于薄板侧母材的强度,且焊缝处的杯突值低于母材;焊接速度越小工件破坏位置越接近于焊缝,且杯突值降低得越多。
激光拼焊;焊接速度;显微组织;力学性能
近年来,随着汽车工业以及大功率激光器的迅速发展,激光加工的方法在汽车制造业得以推广,尤其是激光拼焊技术在冲压车身生产中应用尤为广泛。激光拼焊是采用激光能源,将若干不同材质、不同厚度、不同涂层的钢材、不锈钢材、铝合金材等进行自动拼合和焊接而形成整体板材的一种新型焊接技术,与普通板材相比,拼焊板材有其独特的力学特性,能够满足结构不同部位对材料性能的特殊要求,用最轻的重量、最优结构和最佳性能实现装备轻量化。因此,激光拼焊技术是现代汽车制造工业发展及高附加值钢铁产品生产的新方向。
激光拼焊的主要工艺参数包括激光功率、离焦量、焊接速度和保护气体流量等。这些参数均对拼焊板的成形有直接的影响。本文通过采用二次回归正交组合优化设计的方法对深冲用DC04钢板激光拼焊工艺参数中的焊接速度进行优化,研究其对焊接接头成形质量、显微组织和力学性能影响的规律,获得理想的工艺参数范围,以建立便于生产应用的工艺参数库。
1 实验材料及方法
1.1 实验材料
本实验采用牌号为DC04的深冲用钢板,化学成分如表1所示。

表1 实验合金的化学成分
1.2 实验方法
激光功率不变时,焊接线能量的值由焊接速度决定(焊接线能量λ=P/V,P为激光功率,V为焊接速度)。焊接线能量的值与焊接速度成反比,随着焊接速度的增大,焊接线能量呈现下降的趋势。在其他焊接参数不变的情况下,采用不同的焊接速度进行焊接,焊后利用电子显微镜进行观察,分析不同焊接速度下的焊缝断面形貌特征,研究焊接速度对焊缝成形产生的影响。并通过对焊缝进行拉伸试验、杯突试验及硬度试验,对焊缝力学性能进行评定。
2 实验结果分析
2.1 焊接速度对焊缝断面形貌的影响
根据实验板材尺寸不同,确定了7组焊接工艺参数,如表2所示。分别按照表中的工艺参数实施焊接,焊后的焊缝微观形貌分别如图1所示。

表2 焊接工艺参数

图1 不同焊接速度下焊缝显微形貌
试验结果表明,焊接热输入对焊缝束腰现象有着一定程度的影响。焊缝束腰程度及热影响区范围随着热输入的增加而增大。这是因为焊缝及其热影响区的晶粒在焊接热循环的作用下不断长大,与此同时,在激光拼焊的过程中会产生“匙孔”,使得激光能量通过“逆韧致”反射现象传递至板材底部,在进行单面焊双面成形时,过高的激光能量将使板材底部熔化量增加,从而形成焊缝束腰现象。从图1(a)、(b)、(c)可以看出,随着焊接速度的增大,焊缝束腰程度减小;另外,在不改变焊接热输入的情况下,只改变偏离量或离焦量的数值,观察焊缝束腰的变化情况发现,离焦量和偏移量对焊缝束腰程度影响不大,这说明焊缝束腰的大小主要取决于焊接速度。因此在保证单面焊双面成形的情况下,适当提高焊接速度有助于减小焊缝束腰程度,保证焊缝成形。
2.2 焊缝的抗拉强度
图2所示为不同焊接速度下焊缝的拉伸试验结果。本试验按国家标准GB/T228-2002进行,所有试验焊缝取于试件的中间位置,拉伸试验载荷作用方向为焊缝垂直方向。

图2 拉伸试验结果
不同焊接速度下对焊缝进行拉伸试验的结果表明,所有试验件的断裂位置均为薄板母材一侧,而非焊缝区,这说明激光拼焊后的焊缝强度高于薄板侧母材的强度。这是因为激光拼焊焊接速度快,所得到的焊缝为大量板条状马氏体及贝氏体组织,其强度和硬度跟母材相比均有所提高。不等厚度板材进行激光拼焊拉伸试验结果表明,断裂位置均处于薄板侧,这说明不等厚板拼焊时,拼板性能主要取决于薄板母材的力学性能。
2.3 焊缝的冲击性能
杯突试验主要是用来判断焊缝的深冲性能。对不同焊接速度下的拼焊焊缝进行杯突试验,其结果如图3所示。图4为杯突试验力与变形关系曲线。

图3 杯突试验结果
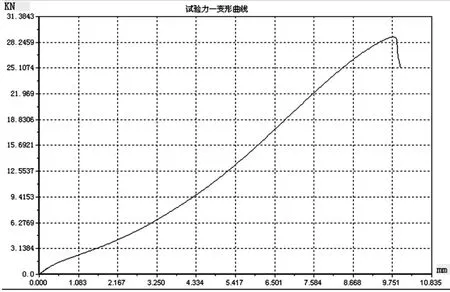
图4 杯突试验力与变形曲线
杯突试验的结果显示表明,焊缝处的杯突值与母材相比有一定程度的降低,杯突试验过程中工件的破坏位置与焊接速度有关,焊接速度越小破坏位置越接近于焊缝,而且杯突值降低得越多。焊接速度不变的情况下,改变离焦量或偏移量,焊缝的杯突值变化不大,说明杯突值受焊接速度的影响较大。这主要是因为焊接速度的减小会导致焊接热输入的增加,进而使焊缝晶粒粗化,造成该位置塑性和韧性下降。因此在保证焊缝成形良好的情况下,适当提高焊接速度,降低热输入程度,能够防止焊缝金属的塑性和韧性变差从而有利于提高焊缝深冲性能。
3 结论
通过对不同焊接速度的工艺条件下激光拼板焊缝的微观形貌及力学性能进行分析,得到如下结论:
第一,焊接速度对焊缝束腰现象有一定程度的影响,焊缝束腰程度及热影响区范围随焊接速度的减小而明显增大。
第二,焊接速度不变的情况下,仅改变偏离量或离焦量的值,焊缝束腰现象不明显。
第三,板材经激光拼焊后,焊缝的强度高于薄板侧母材的强度。工作岗位。因此,在人才培养过程中,不仅要求高职院校大力推进教学建设与教学改革,主动适应新时期产业结构升级,而且要求以政府为主导,真正把职业教育纳入经济社会发展和产业发展规划的关键,改善高技能人才培养模式,改革人才培养机制,使其更好地发挥职业教育服务经济社会的能力。而适应于新时代产业需求的高职院校人才培养机制改革应从两个方面入手:一方面是高职院校扎实打牢教书育人的核心基础,明确教书育人是高职院校办学的核心宗旨,深入研究学生培养过程,使教学内容与教学手段相适应,使职业教育更好地服务于人才培养,提升人才培养质量;另一方面加强校企合作的紧密联系,构建校企间双向流动培养模式,建立企业参与高职人才培养的长效机制,充分发挥产学合作对人才培
The Effect of Welding Speed on the Microstructure and Mechanical Properties of Laser Welding Seam
FENG Jingjing
(Bohai Shipbuilding Vocational College,Xingcheng 125105,China)
By using the method of two regression orthogonal optimization design,the researcher optimizes the DC04 steel laser welding process for deep drawing,and researches the effect of welding speed on the microstructure and mechanical properties of welding seam.The results show that the waist seam degree and the heat affected area increase apparently with the decrease of welding speed;after the sheet is welded by laser,the strength of welding seam is higher than that of the side base plate,and the cupping value of the welding seam is lower than that of the base metal;the smaller the welding speed is,the closer the workpiece is to the welding seam,and the lower the cupping value is.
laser welding;welding speed;microstructure;mechanical properties
TG456.7
A
2095-5928(2017)01-50-04
10.16850/j.cnki.21-1590/g4.2017.01.013
2016-12-10
冯菁菁(1980-),女,辽宁锦州人,副教授,硕士,研究方向:材料加工工程。
猜你喜欢
数学物理学报(2021年3期)2021-07-19 06:02:36
重型机械(2020年2期)2020-07-24 08:16:12
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
国际木业(2016年4期)2017-01-15 13:54:26
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
国际木业(2016年6期)2016-02-28 10:26:55
焊接(2016年5期)2016-02-27 13:04:42
印制电路信息(2015年6期)2015-12-30 12:57:48
山东冶金(2015年5期)2015-12-10 03:27:40