
响应面分析法优化玫瑰香葡萄醋发酵工艺的研究
2017-03-16 02:30陈炳冷云伟权武庄奎成万吉志刘伟祥
中国酿造 2017年2期
陈炳,冷云伟*,权武,庄奎成,万吉志,刘伟祥
(1.中国矿业大学化工学院,江苏徐州221116;2.徐州恒顺万通食品酿造公司,江苏徐州221000;3.天津滨海茶淀葡萄科技发展有限公司,天津300480)
响应面分析法优化玫瑰香葡萄醋发酵工艺的研究
陈炳1,冷云伟1*,权武2,庄奎成3,万吉志1,刘伟祥3
(1.中国矿业大学化工学院,江苏徐州221116;2.徐州恒顺万通食品酿造公司,江苏徐州221000;3.天津滨海茶淀葡萄科技发展有限公司,天津300480)
以玫瑰香葡萄为原料,采用分割补料发酵工艺酿制玫瑰香葡萄醋。通过单因素试验探究补料酒精度、补料时间、补料体积对玫瑰香葡萄醋发酵工艺的影响,在单因素试验的基础上,采用响应面分析法优化其发酵工艺。结果表明,玫瑰香葡萄醋的最佳发酵工艺条件为补料酒精度7%vol,补料时间12 h,补料体积分数33%,在此条件下,平均产酸速率为0.32 g/(100 mL·h)。
玫瑰香葡萄醋;响应面分析;分割补料发酵;优化
食醋的由来源远流长,历史久远,相传是由杜康之子黑塔发明的,其出现和酒有千丝万缕的联系,是千百年来劳动人民智慧的结晶[1-3]。在今天,食醋不仅仅是一种简单的调味品,更是一种保健食品。因为食醋富含氨基酸、维生素和矿物质等,具有缓解疲劳、促进食欲、增强人体免疫力等功能[4]。果醋顾名思义就是水果经过微生物发酵而来的酸味调味品[5-7],其不仅仅有食醋的酸味,还带有水果的果香味和甜味,尤以苹果醋和葡萄醋居多,深受广大人民群众喜爱。
从20世纪80年代开始,在传统食醋的基础上,结合国外生产技术经验,国内开始了对果醋的研究[8]。目前主要果醋的果品资源有:苹果、葡萄、水蜜桃、菠萝、香蕉等等。但是绝大多数果醋加工技术处于实验室试验阶段,规模比较小,尤以葡萄醋和苹果醋居多。按照葡萄醋的发酵状态可以分为三种发酵工艺:全固态发酵法、全液态发酵法、前液后固发酵法。截至目前,国内葡萄醋生产规模不大,产品宣传力度不够,生产工艺不完善,产品质量一般,这些种种原因制约着葡萄醋的发展。
本研究采用液态发酵技术对玫瑰香葡萄醋进行分割补料发酵[9],在单因素试验基础上,利用响应面法对玫瑰香葡萄醋的发酵工艺条件进行优化,以期得到玫瑰香葡萄醋的最佳发酵工艺和质量合格的玫瑰香葡萄醋产品。
1 材料与方法
1.1 材料与试剂
玫瑰香葡萄:天津市茶淀葡萄科技园;安琪红葡萄酒发酵酵母:湖北安琪酵母有限公司;沪酿1.01醋酸菌:上海酿造一厂。
偏重亚硫酸钾、氢氧化钠、无水乙醇、酚酞(均为分析纯):上海苏懿化学试剂有限公司。酵母菌培养基[10]:1%酵母膏,2%蛋白胨,2%葡萄糖。醋酸菌试管斜面培养基[11]:1%葡萄糖,1%酵母膏,1.5%碳酸钙,2%琼脂粉。
醋酸菌液体种子培养基:1%葡萄糖,1%酵母膏,1.5%碳酸钙。
1.2 仪器与设备
XFS-280E立式压力蒸汽灭菌器:上海华线医用核子仪器有限公司;GNP-9050BS隔水式电热恒温培养箱:上海跃进医疗器械厂;HYG-A回转式恒温摇瓶柜:上海欣蕊自动化设备公司;100 L自吸式发酵罐:徐州恒顺万通食品酿造公司。
1.3 方法
1.3.1 玫瑰香葡萄醋的分割补料发酵工艺
(1)玫瑰香葡萄破碎除梗:选取颗粒饱满质量上乘的玫瑰香葡萄,破碎除梗后备用。
(2)酵母菌的活化:将酵母菌于酵母菌培养基28℃活化培养48 h。
(3)酒精发酵:将0.000 2%酵母菌接种于处理后的葡萄中,添加0.0001%偏重亚硫酸钾,然后在30℃条件下经过酒精发酵制成玫瑰香葡萄酒,其中主酵期6d,后酵期15d。
(4)调整初始酒精度:按一定比例加入无菌水得到不同酒精度的玫瑰香葡萄酒。
(5)醋酸菌的培养:①种子活化:将醋酸菌于无菌条件下接种到醋酸菌试管斜面培养基上,在30℃条件下培养48 h,备用。②液体种子培养:将试管斜面上生长良好的菌种接种到液体培养基中,于30℃,100 r/min条件下振荡培养24 h。
(6)醋酸发酵:将玫瑰香葡萄酒的初始酒精度调整为7%vol,然后投料到发酵罐中,接入10%醋酸菌,保持温度30℃,通风量为1.2 L/min[12]。当发酵进行到一定阶段后,每隔一定时间放出一定体积的发酵液,然后补入等体积的玫瑰香葡萄酒,如此反复发酵。
1.3.2 玫瑰香葡萄醋发酵工艺的单因素试验
选取补料酒精度(5%vol、6%vol、7%vol、8%vol、9%vol)、补料时间(8 h、10 h、12 h、14 h、16 h)和补料体积分数(24%、27%、30%、33%、36%)3个因素,测定发酵过程中发酵液平均产酸速率的变化。
1.3.3 玫瑰香葡萄醋发酵工艺的响应面试验设计
在单因素试验的基础上,采用响应面分析法对玫瑰香葡萄醋的发酵工艺进行优化。根据Box-Behnken中心组合设计的方法,以补料酒精度(A)、补料时间(B)、补料体积分数(C)为影响因子,玫瑰香葡萄醋发酵液的平均产酸速率(Y)为响应值,设计3因素3水平的响应面试验,Box-Behnken中心组合设计因素与水平如表1所示。
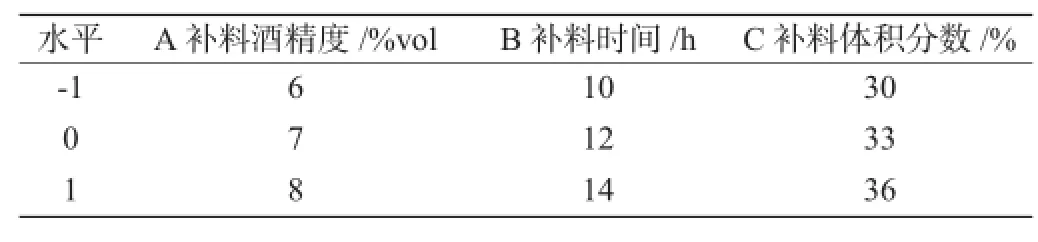
表1 Box-Behnken中心组合设计因素与水平Table 1 Factors and levels of Box-Behnken central composite design
1.3.4 测定方法
酸度测定:采用酸碱滴定法[13];酒精度测定:采用蒸馏法[14];感官指标和微生物指标的测定:根据国标GB 18187—2000《酿造食醋》和GB 2719—2003《食醋卫生标准》中的方法进行评定[15-16];平均产酸速率的测定:取一定玫瑰香葡萄醋发酵时间内发酵液酸度的变化值与时间的比值。
2 结果与分析
2.1 补料酒精度对玫瑰香葡萄醋发酵工艺的影响

图1 补料酒精度对发酵液平均产酸速率的影响Fig.1 Effect of feeding alcohol content on the average acid production rate of fermented liquid
由图1可知,随着补料酒精度的增加,发酵液的平均产酸速率升高。但是当补料酒精度>7%vol时,发酵液的平均产酸速率降低。这是由于随着补料酒精度的增加,醋酸菌的营养物质也增加,醋酸菌生长繁殖迅速,因而醋酸菌产酸速率加快;但是当补料酒精度过高时,反而抑制醋酸菌的生长繁殖,产酸能力受到抑制,因而醋酸醋酸菌产酸速率降低。当补料酒精度为7%vol时,醋酸菌平均产酸速率最高,达到0.300g/(100mL·h)。因此,选取6%vol、7%vol、8%vol作为响应面取值范围。
2.2 补料时间玫瑰香葡萄醋发酵工艺的影响
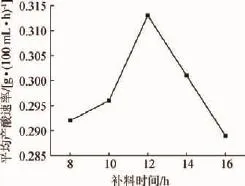
图2 补料时间对发酵液平均产酸速率的影响Fig.2 Effect of feeding time on the average acid production rate of fermented liquid
由图2可知,随着补料时间的延长,发酵液的平均产酸速率先升高后降低。当补料时间为12 h时,醋酸菌平均产酸速率最高,达到0.313 g/(100 mL·h)。这是因为补料时间过短,发酵液中的酒精利用不充分,因而醋酸菌没有得到充分的生长繁殖,产酸能力弱;补料时间过长,发酵液中的酒精被消耗殆尽,有害代谢物开始积累,醋酸菌出现死亡现象。因此,选取10 h、12 h、14 h为响应面的取值范围。2.3补料体积分数对玫瑰香葡萄醋发酵工艺的影响

图3 补料体积分数对发酵液平均产酸速率的影响Fig.3 Effect of feeding volume fraction on the average acid production rate of fermented liquid
由图3可知,随着补料体积分数的增加,发酵液的平均产酸速率也增加。当补料体积分数为33%时,其平均产酸速率最快,为0.317 g/(100 mL·h)。当补料体积分数再增加时,发酵液的平均产酸速率反而下降。这是由于随着补料体积分数的增加,醋酸菌可以利用的营养物质更加丰富,因而醋酸菌的产酸能力加强;但是补料体积分数过高,放料放出的醋酸菌也变多,前后物料的差异也变大,因而醋酸菌的生长繁殖受到抑制。从实际生产考虑,当补料体积分数增加时,也变相提高了设备利用率,提高生产速度。因此,选取30%、33%、36%为响应面的取值范围。
2.4 响应面结果分析
2.4.1 响应面模型的建立及显著性分析
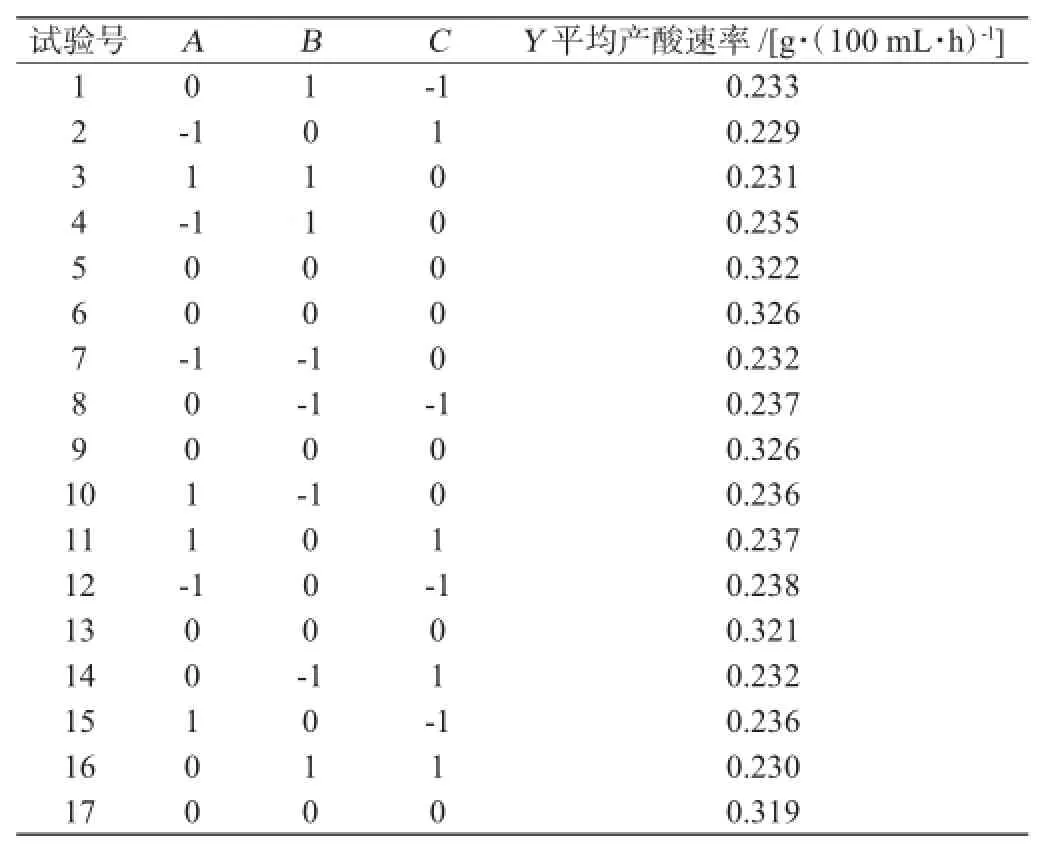
表2 响应面试验设计及结果Table 2 Design and results of response surface experiments
利用Design Expert 8.05b软件设计3因素3水平的响应面试验,响应面试验设计及结果如表2所示。
利用Design Expert 8.05b软件对表2的数据进行多元回归拟合,对响应值进行回归分析后建立玫瑰香葡萄醋发酵工艺的参数回归模型,回归方程为:


表3 回归模型方差分析Table 3 Variance analysis of regression model
为了对玫瑰香葡萄醋发酵工艺的参数回归模型的可靠性进行验证,对回归方程进行方差分析,结果如表3所示。由表3可知,模型极显著(P<0.001),失拟值不显著(P>0.05),说明该回归方程的拟合效果好,试验设计方案具有可操作性。二次项A2、B2、C2极显著,说明对响应值有极显著影响。A、B、C三个因素对响应值的影响效果大小为:C>B>A。R2=0.998 4>0.9,说明此模型具有可靠性,R2adj=0.996 3,说明此模型可以解释大约99.63%响应值的变化,因此回归方程的拟合程度较好。该回归方程变异系数(coefficient of variation,CV)为0.98%,在可以接受的范围之内。所以试验结果与预测值之间具有良好的拟合度,可以用此参数回归模型来对玫瑰香葡萄醋的发酵过程进行分析和预测。
2.4.2 响应面及等高线分析
由图4可知,随着补料时间的延长,补料酒精度呈现先增加后减少的趋势;随着补料酒精度的增加,补料体积分数呈现先增大后减小的趋势;随着补料体积分数的增大,补料时间呈现先增加后减小的趋势。为了进一步确定最佳响应值的因素水平组合,采用Design Expert 8.05b软件进行优化分析,得到3个单因素的最佳组合:补料酒精度为7.01%,补料时间为11.98 h,补料体积分数为32.93%,此时,最佳响应值平均产酸速率为0.322 g/(100 mL·h)。

图4 补料酒精度、补料时间和补料体积分数的交互作用对平均产酸速率影响的响应面和等高线Fig.4 Response surface plots and contour line of effects of interaction between feeding alcohol content,feeding time and volume fraction on the average acid production rate
鉴于在实际生产中操作的可行性,最终把玫瑰香葡萄醋发酵工艺的参数修正为:补料酒精度为7%vol,补料时间为12 h,补料体积分数为33%,在此条件下进行三次验证试验,最后得到的平均产酸速率为0.324 g/(100 mL·h),与理论预测值相差较小,因此,应用响应面分析法建立的玫瑰香葡萄醋发酵工艺模型的参数是可行的。
2.5 玫瑰香葡萄醋的感官指标和微生物指标
参照国标GB 18187—2000《酿造食醋》和国标GB 2719—2003《食醋卫生标准》的要求,对在最优工艺条件下酿造所得的玫瑰香葡萄醋进行感官评价和微生物指标测定,结果表明,玫瑰香葡萄醋澄清无杂质,粉红色,酸味柔和无异味,具有玫瑰香葡萄的果香味和醋香味,菌落总数、大肠杆菌和致病菌未检测出。所酿造的玫瑰香葡萄醋感官和微生物指标均符合国家标准。
3 结论
本研究以玫瑰香葡萄为原料酿造葡萄醋,采用单因素试验和响应面分析法优化玫瑰香葡萄醋的发酵工艺,得出最佳工艺参数为:补料酒精度7%vol,补料时间为12 h,补料体积分数为33%,此时平均产酸速率为0.324g/(100mL·h),其感官指标和微生物指标都符合国家标准。
通过对玫瑰香葡萄醋发酵工艺的研究,探索不同发酵条件对发酵进程的影响,为以后葡萄醋的研究奠定扎实的理论基础,同时变相延长了葡萄的储存方式和时间,深化了葡萄的利用价值,延长了葡萄的加工产业链。
[1]赵芳,李志民,陈斌.我国食醋生产的研究进展[J].邯郸职业技术学院学报,2009,22(4):94-96.
[2]王琳,胡平,杨立萍.浅谈高浓度醋的应用及市场前景[J].江苏调味副食品,2004,21(5):5-8.
[3]张丽娟.恒顺香醋醋酸发酵过程中风味物质的变化分析[D].无锡:江南大学,2008.
[4]席青,张德纯.醋的保健功能及其制品的研究现状[J].中国微生态学杂志,2010,22(10):954-957.
[5]王毅,刘学文,伍学明.柠檬果醋醋酸发酵工艺的研究[J].食品研究与开发,2011,32(1):75-78.
[6]张锋,金杰,刘春芬,等.果醋抗氧化作用研究进展[J].中国酿造,2008,27(8):8-11.
[7]靳桂敏,贺银凤,钟震雄.柚子果醋及其饮料生产工艺研究[J].中国酿造,2007,26(2):64-66.
[8]鲍金勇,王娟,林碧霞,等.我国果醋的研究现状、存在的问题及解决措施[J].中国酿造,2006,25(10):1-4.
[9]冷云伟,徐根娣,赵梅,等.分批补料乙酸发酵条件的优化[J].徐州工程学院学报:自然科学版,2009,24(4):19-23.
[10]刘绍军,刘畅,张艳霞,等.特色玫瑰香葡萄酒发酵工艺优化[J].河北科技师范学院学报,2012,26(1):1-4
[11]孙文瑛,陈雄,石勇,等.响应面法优化醋酸菌的发酵产酸培养基[J].化学与生物工程,2011,28(1):37-41.
[12]王璐,闫晓菲,李艳云,等.响应面法优化葡萄醋发酵条件的研究[J].中国酿造,2014,33(7):55-58.
[13]中国食品发酵工业研究.GB/T 12456—2008食品中总酸的测定[S].北京:中国标准出版社,2008.
[14]中华人民共和国卫生部.GB/T 5009.49—2008发酵酒及其配制酒卫生标准的分析方[S].北京:中国标准出版社,2008.
[15]国家质量技术监督局.GB 18187—2000酿造食醋[S].北京:中国标准出版社,2000.
[16]中华人民共和国卫生部.GB 2719—2003食醋卫生标准[S].北京:中国标准出版社,2003.
Optimization of fermentation process of muscat grape vinegar by response surface methodology
CHEN Bing1,LENG Yunwei1*,QUAN Wu2,ZHUANG Kuicheng3,WAN Jizhi1,LIU Weixiang3
(1.School of Chemical Engineering&Technology,China University of Mining and Technology,Xuzhou 221116,China; 2.Xuzhou Hengshun Wantong Food Brewing Company,Xuzhou 221000,China;3.Tianjin Binhai Chadian Grape Technology Development Co.,Ltd.,Tianjin 300480,China)
Using muscat grape as raw material,muscat grape vinegar was produced by segmentation feeding fermentation.The effects of feeding alcohol content,feeding time and volume on fermentation process of the muscat grape vinegar were researched by single factor experiment.Response surface methodology was used to optimize the fermentation process based on single factor experiment.The results showed that the optimum conditions were as follows:feeding alcohol content 7%vol,feeding time 12 h and volume fraction 33%.Under the conditions,the average acid production rate was 0.32 g/(100 ml·h).
muscat grape vinegar;response surface analysis;segmentation feeding fermentation;optimization
TS264.22
0254-5071(2017)02-0111-04
10.11882/j.issn.0254-5071.2017.02.024
2016-11-24
苏北科技专项(BN2016038)
陈炳(1992-),男,硕士研究生,研究方向为微生物发酵。
*通讯作者:冷云伟(1965-),男,副教授,硕士,研究方向为微生物发酵。
猜你喜欢
山西交通科技(2022年3期)2022-08-02
河西学院学报(2022年2期)2022-07-13
公路与汽运(2022年1期)2022-03-05
食品研究与开发(2021年22期)2021-12-06
广西蚕业(2021年2期)2021-07-15
科技视界(2020年22期)2020-08-14
中国当代医药(2019年20期)2019-09-25
农业机械学报(2019年1期)2019-02-15
科技视界(2016年20期)2016-09-29
中国美容医学(2016年4期)2016-07-25
