A709 Gr345W钢的焊接力学性能分析
2017-03-08 03:45:38杨秀芝华文林杨春杰董春法王向杰
湖北理工学院学报 2017年1期
杨秀芝,华文林,杨春杰,董春法,王向杰
(湖北理工学院 机电工程学院,湖北 黄石 435003)
A709 Gr345W钢的焊接力学性能分析
杨秀芝,华文林,杨春杰,董春法,王向杰
(湖北理工学院 机电工程学院,湖北 黄石 435003)
针对A709 Gr345W耐候桥梁钢,通过拉伸、冲击、弯曲等试验方法对其焊接接头的力学性能进行了研究。结果表明:采用JW-55W 焊丝对A709 Gr345W耐候桥梁钢进行焊接时,接头具有良好的抗拉强度、弯曲性能和优异的低温冲击韧性;所选焊接工艺适用于板厚19~33 mm的A709 Gr345W钢板对接焊缝的平位焊接。
耐候钢;桥梁钢;焊接工艺
耐候桥梁钢在提高结构安全性的同时减少了钢材因腐蚀造成的重大经济损失[1-2],成为桥梁钢的发展方向。我国的桥梁建设正向高速、重载、大跨度、全焊节点、免涂装、安全性高的方向发展,对耐候桥梁钢的需求也不断加大,国内各大钢厂都在积极开发相应的耐候钢品种[3-4]。在强度、耐蚀性等提高的同时,选择合适的焊材及焊接工艺提高焊接质量对耐候钢的应用有重要的意义[5-6]。本文针对工业试制生产的A709 Gr345W耐候钢的焊接接头进行了基本力学性能研究,为该耐候钢的应用提供了支持。
1 试验材料及方法
试验材料选择A709 Gr345W耐候桥梁钢,供货状态为热轧态,其化学成分及力学性能分别见表1和表2。
A709 Gr345W耐候桥梁钢的焊接严格执行AWS D1.5和TB1021标准的要求,对于厚度为25.4 mm的耐候桥梁钢板,选用的焊接方法为单面埋弧自动焊。焊接材料选用直径4.8 mm的JW-55 W焊丝匹配JF-B焊剂,接头形式为平位对接,坡口采用单面V型(带钢衬垫),坡口角度为20°,焊缝间隙为16 mm。钢板焊前不预热,主要焊接工艺参数见表3。
钢板焊接后首先进行外观检查,焊接24 h后按AWS D1.5进行超声波探伤和X射线探伤。探伤检验合格后,对所得接头的各项力学性能进行检验。
表1 A709 Gr345W试验钢的化学成分 wt%

成分含量C0.12Si0.18Mn1.41P0.024Cu+Ni+Cr≤0.90Ti0.011V0.028Al0.028Ceq0.38
注:其中碳当量按照AWS D1.5-2010公式Ceq=C+(Mn+Si)/6+(Cr+Mo+V)/5+(Cu+Ni)/15计算。

表2 A709 Gr345W钢板力学性能

表3 焊接工艺参数
2 试验结果与分析
2.1 焊接接头拉伸性能
焊接接头的室温拉伸试验结果见表4。由表4可看出,焊缝拉伸和接头拉伸的抗拉强度均高于标准要求485 MPa,且高于母材A709 Gr345W的抗拉强度(见表2);焊缝金属拉伸试验中屈服强度也高于标准值345 MPa;焊接接头试样拉伸均断于母材处,焊接接头强度符合标准要求。

表4 焊接接头拉伸性能
2.2 焊接接头弯曲性能
焊接接头的室温弯曲试验结果见表5。冷弯试样经过180°侧弯后,均未发现裂纹,说明所得焊接接头强度和塑性指标合格,具有良好的弯曲性能。

表5 焊接接头弯曲性能测试结果
注:a为板厚。
2.3 焊接接头冲击性能
焊接接头的低温冲击试验结果见表6。由表6可看出,在试验温度为-20℃时,焊缝区和热影响区平均冲击功分别为114 J和151 J,均显著高于标准值47 J。在试验温度为-30 ℃时,焊缝区和热影响区平均冲击功分别为108 J和172 J,均显著高于标准值34 J。说明焊接接头具有优异的冲击性能。
表6 焊接接头冲击功 J

试验温度焊缝区热影响区-20℃KV8108,94,140/114182,175,96/151-30℃KV898,120,105/10888,250,178/172
2.4 钢板对接接头的温度冲击韧脆转变曲线
对A709 Gr345W耐候桥梁钢25.4+25.4 mm对接接头的焊缝金属和热影响区(熔合线外1 mm处)进行了系列温度冲击试验,主要目的是确定A709 Gr345WBT3试验钢板对接接头的低温韧脆转变温度ETT50。试验钢板25.4+25.4 mm组合对接接头系列温度冲击韧脆转变曲线如图1所示。由图1可以看出,钢板对接接头焊A709 Gr345WBT3试验钢板对接接头焊缝金属和热影响区的-30 ℃冲击功均大于34 J。焊缝金属的低温韧脆转变温度ETT50约为-35 ℃,热影响区的ETT50约为-30 ℃。
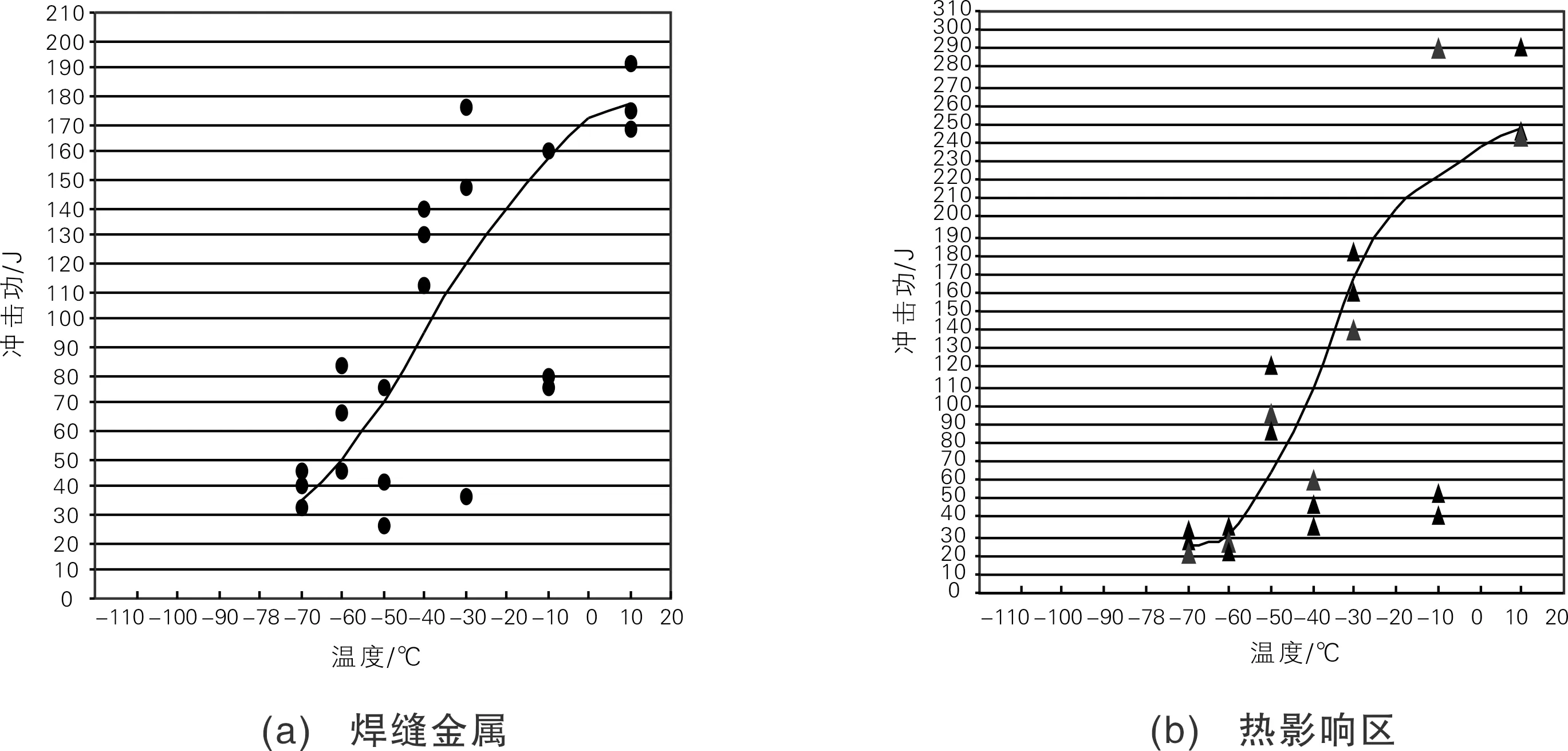
图1 试验钢板25.4+25.4 mm组合对接接头系列温度冲击韧脆转变曲线
2.5 焊接接头最高硬度
焊接接头的硬度试验结果见表7。由表7可看出,焊缝的硬度在232~238 HV,热影响区的硬度在235~259 HV,母材硬度在185~219 HV,接头区域最高硬度为259 HV,最高硬度259 HV低于ISO15614-1 的标准值380 HV,接头各特征区的硬度分布较均匀。研究表明:硬度与抗拉强度和弯曲强度有一定的换算关系,一般来说硬度越大,其综合力学性能越好,这与“试验钢焊缝和热影响区的硬度均高于母材,在弯曲试验和抗拉试样中,焊缝表现优于母材良好的力学性能”相互印证,且较小的热输入使焊接过程中没有产生淬硬组织,使得整个焊缝最高硬度值不会太高,符合ISO15614-1对焊缝硬度的规定。
表7 焊接接头硬度 HV

测试位置硬度 焊缝 232~238热影响区235~259 母材 185~219
3 结束语
1)采用给定工艺和焊材焊接A709 Gr345W耐候钢时,焊接接头具有良好的拉伸和弯曲性能,接头各个特征区的硬度均匀分布,最高硬度≤标准值380 HV。
2)采用给定工艺和焊材焊接A709 Gr345W耐候钢时,在-20 ℃和-30 ℃条件下,焊接接头冲击功都显著高于标准值,所得焊接接头均具有优异的冲击性能。试验钢板焊缝金属的低温韧脆转变温度ETT50约为-35 ℃,热影响区的ETT50约为-30 ℃。
3)所选焊接工艺适用于板厚19~33 mm的A709 345W钢板对接焊缝的平位焊接。
[1] 姚昌荣,李亚杀,强士中.美国桥梁高性能钢的发展与应用[J].世界桥梁,2005(1):57-61.
[2] 田越.Q500qE高性能桥梁钢防断性能试验研究[J].桥梁建设,2016,46(1):65-69.
[3] 郭爱民,邹德辉.我国桥梁用钢现状及耐候桥梁钢发展[J].中国钢铁业, 2008(9):18-23.
[4] 单亚廷,徐向军.高性能桥梁钢Q370qE-HPS应用性试验研究[J].金属加工(热加工),2016(4):76-78.
[5] 卢峰华,许鸿吉,郭伟,等.S355J2W+N耐候钢焊接接头的组织和力学性能[J].热加工工艺,2012,41(5):137-139.
[6] 梁国俐.EH36船板钢埋弧焊接头的组织和力学性能[J].机械工程材料,2016,40(1):28-31.
(责任编辑 吴鸿霞)
Analysis on Welding Mechanical Properties of A709 Gr345W Steel
YangXiuzhi,HuaWenlin,YangChunjie,DongChunfa,WangXiangjie
(School of Mechanical and Electronic Engineering,Hubei Polytechnic University,Huangshi Hubei 435003)
The mechanical properties of welding joints were investigated in A709 Gr345W weather-resistant bridge steels by means of tensile,impact,bending and hardness tests.The results indicated that the welding joints had excellent combination of tensile strength,bending property and low temperature toughness when JW-55W welding wire was applied for welding.Besides,the optimized welding technology was appropriate for the mean position butt welding of A709 Gr345W steel plates with thickness in the range of 19 to 33 mm.
weather-resistance steel;bridge steel;welding technology
2016-05-20
湖北省教育厅青年基金项目 (项目编号:20123001);湖北理工学院校级博士科研启动基金项目(项目编号:11yjz01R );湖北理工学院校级教研项目(项目编号:2015A05)。
杨秀芝,副教授,博士,研究方向:焊接新材料新工艺、金属丝材3D打印丝材和工艺。
10.3969/j.issn.2095-4565.2017.01.002
TG142.33
A
2095-4565(2017)01-0004-03
猜你喜欢
石油沥青(2023年5期)2023-05-11 18:40:58
云南化工(2021年11期)2022-01-12 06:06:14
山东冶金(2019年3期)2019-07-10 00:54:00
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
四川冶金(2019年5期)2019-02-18 01:38:20
山东冶金(2018年6期)2019-01-28 08:14:38
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
山东冶金(2015年5期)2015-12-10 03:27:40
焊接(2015年9期)2015-07-18 11:03:53