窄坡口MAG焊摆动参数对焊缝成形的影响
2017-03-06 02:41张中亮周灿丰杨成功
河北科技大学学报 2017年1期
罗 雨,张中亮,2,周灿丰,2,杨成功,周 卫
(1.北京石油化工学院能源工程先进连接技术研究中心,北京 102617;2.北京化工大学机电工程学院,北京 100029)
窄坡口MAG焊摆动参数对焊缝成形的影响
罗 雨1,张中亮1,2,周灿丰1,2,杨成功1,周 卫1
(1.北京石油化工学院能源工程先进连接技术研究中心,北京 102617;2.北京化工大学机电工程学院,北京 100029)
为了解决窄坡口侧壁熔合问题,改善焊缝成形,采用窄坡口高速摆动MAG焊枪,进行了不同摆动宽度和摆动频率的焊接试验。通过测量焊缝宏观金相获得焊缝截面尺寸,对焊缝截面尺寸随摆动宽度、摆动频率的变化趋势进行曲线拟合,研究了高速摆动电弧窄坡口MAG焊摆动参数对焊缝成形的影响规律。结果表明,增加摆动宽度和频率都能减小焊缝熔深,增加侧壁熔深,当焊枪摆动宽度使侧间距大于-0.5 mm、小于1 mm时会获得好的焊缝成形,摆动频率增加到5 Hz以上时,能消除焊缝指状熔深,但是当摆动频率高于9 Hz时,增加摆动频率,焊缝截面尺寸的变化不明显。获得的这些摆动参数对焊缝成形的影响规律能够为焊接工艺参数的选择提供指导。
焊接工艺与设备;窄坡口;MAG焊枪;摆动宽度;摆动频率;焊缝成形
随着核电和油气管道焊接尺寸和管壁厚度的增加,缩短焊接时间和减少焊材消耗的迫切需求使得管道坡口尺寸变得更窄、更深[1]。窄坡口GMAW由于其焊缝截面积大幅度减小、具有极高的焊接生产率,更优良的焊接力学性能,更小的焊接残余应力和残余变形,特别适合大厚板的焊接,因此广泛应用于油气管道铺设等领域[2]。但是窄坡口管道焊接中,由于MAG 焊电弧的张角较小,电弧集中作用在坡口底部,对于管道坡口侧壁和每层焊道的根部加热较弱,由此容易产生坡口侧壁和根部未熔合,这也是窄间隙管道MAG 焊技术面临的最关键问题[3]。
为了增大电弧的作用范围,改善坡口侧壁熔合,焊枪摆动电弧[4-7]、旋转电弧[8-9]、磁控电弧[10-12]等各种增大电弧作用范围的焊接方法被开发出来。但是,相比磁控摆动电弧焊接需要外加磁场,旋转摆动电弧焊接机械机构磨损严重,焊枪摆动电弧焊接更有利于油气管道的现场铺设。
焊枪摆动宽度和摆动频率影响焊缝成形,在摆动焊枪的窄坡口管道MAG焊接中,焊缝跟踪的实时性要求焊枪在较高的摆动频率下进行。但是当前焊枪摆动对焊缝成形的研究大都是在4 Hz以下[13-15]。本文通过开发的新型高速摆动焊枪研究摆动对焊缝成形的影响。
1 新型高速摆动焊枪及摆动原理
传统的焊枪摆动通过滚珠丝杆、齿轮齿条、曲柄摇杆等机构可以把电机的旋转运动转换成焊枪的摆动。针对管道焊接需要在窄坡口内进行高速、精确的摆动特点,开发出了一种新型高速摆动焊枪,此焊枪使用音圈电机驱动焊枪运动,不需要换向转置,理论上可以实现30 Hz的摆动频率[16-17]。在实际试验中因受试验条件限制可以获得15 Hz的稳定摆动。图1为新型高速摆动焊枪图。
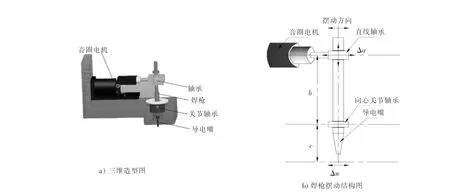
图1 高速摆动焊枪图
Fig.1 High-speed swing welding torch diagram
如图1 b)所示,导电嘴以向心关节轴承为中点摆动,音圈电机推动导电杆作往复摆动,高频摆动焊炬的摆动幅度表达式为
(1)
式中:Δa为音圈电机的移动幅度;c为向心关节轴承到焊丝端部的距离;b为直线轴承中心到向心关节轴承中心的距离。
2 焊接试验方法
母材选用X65管线钢,开梯形坡口,坡口深10 mm,底部宽度为7 mm,侧壁倾角为12°。焊丝为1.0 mm的林肯JM-56,保护气体为80%Ar与20%CO2的混合气,流量为20 L/min。试验采用的焊接电源为福尼斯TPS4000全数字化焊机。选定送丝速度,自动匹配电压、电流。焊接结束后,使用锯床截取焊件,使用200#,400#和800#的砂纸对试样截面进行打磨,用5%(体积分数)的硝酸酒精溶液对打磨后的焊缝横截面进行腐蚀后,在金相显微镜下对焊缝进行拍摄,使用imagine-ProPlus软件对获得的焊缝宏观金相图片的焊缝截面尺寸进行测量。
如图2所示,在坡口底部和侧壁交点处做一直线,当焊炬摆动到左右极限位置时,此直线到焊丝外侧边缘的距离定义为侧间距ΔP,若焊枪摆动时,焊丝外侧未超过直线,侧间距为正,否则为负值。图3为焊缝截面底部熔深D,侧壁熔深S的定义。
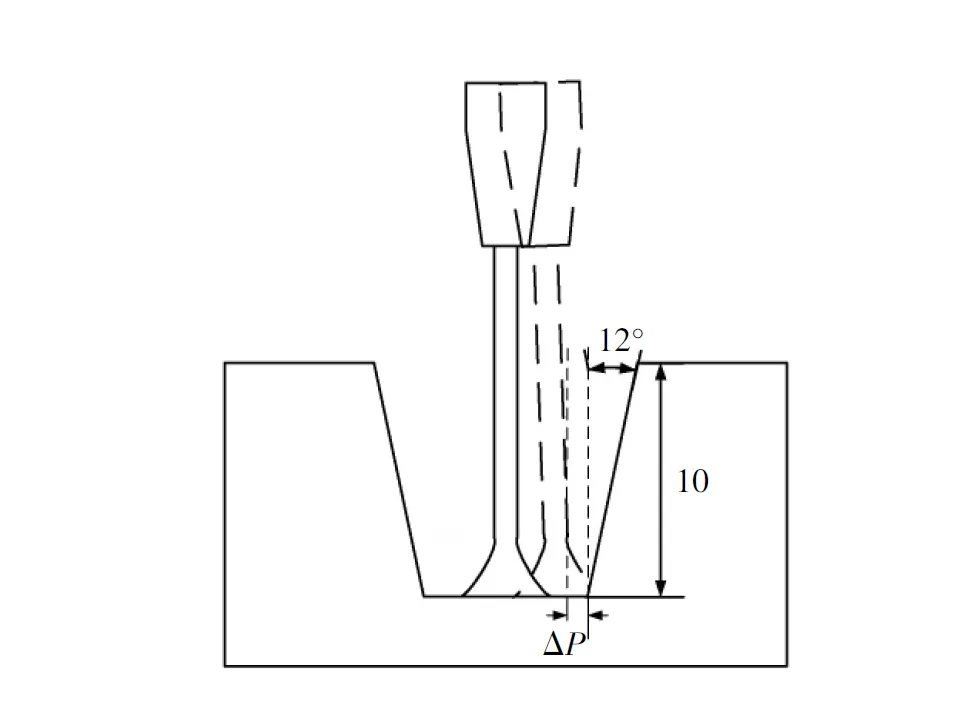
图2 焊枪在窄坡口内的摆动图
Fig.2 Welding torch swing figure in the narrow groove
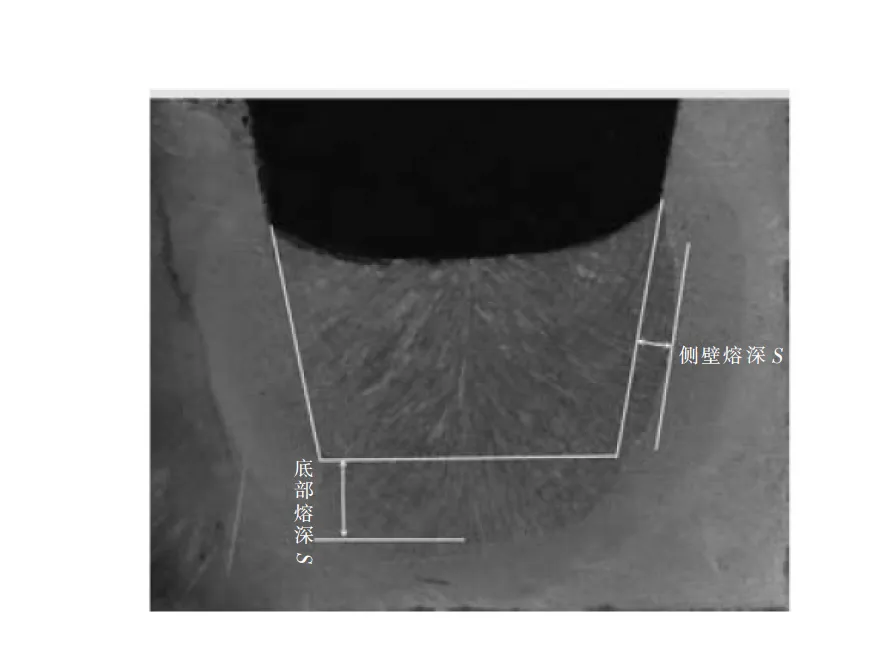
图3 窄坡口焊缝截面
Fig.3 Narrow groove weld cross section
3 试验结果和讨论
在摆动电弧窄坡口焊接中,焊接电流I、电弧电压U等常规焊接参数会对焊缝成形产生影响外,摆动参数也会对焊缝成形产生影响,尤其对于焊缝底部熔深和焊缝侧壁熔深会产生重要作用[18]。为了高速摆动的需要,将驻留时间设置为0s,这里主要对焊枪的摆动宽度和频率进行研究。
3.1 摆动宽度对焊缝成形的影响
摆动宽度是焊枪摆动到极限位置处,焊丝中心到摆动中心平面的最大垂直距离。表1所示为其他焊接参数相同时,焊枪摆动宽度从0mm(侧间距3mm)增大到7mm(侧间距-0.5mm)时的试验参数。

表1 摆动宽度焊接参数设定
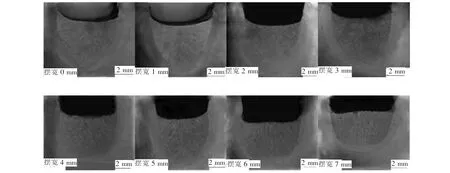
图4 不同摆动宽度下的焊缝横截面宏观金相图
Fig.4 Macroscopic weld cross section figure under different oscillation width
图4为不同摆动宽度下的焊缝宏观金相图,当摆动宽度小于4mm(侧间距1mm)时,电弧离侧壁较远,熔池在坡口中间稳定成形。电弧对坡口两侧的加热作用很小,电弧热主要集中在坡口底部,焊缝熔深很大,焊缝截面比较细长,底部较窄呈指状。当摆动宽度大于4mm时,受电弧摆动的影响,焊丝距离侧壁很近,发生电弧回烧现象。电弧在焊丝和侧壁之间燃烧,焊缝熔深减小,侧壁熔深增加。图5显示了焊缝熔深和侧壁熔深随摆宽的变化趋势。
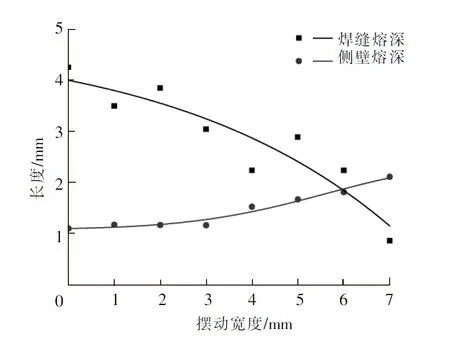
图5 摆动宽度对焊缝尺寸的影响
Fig.5 Effect of swing width on weld size
3.2 摆动频率对焊缝成形的影响
摆动频率对窄坡口焊缝成形的影响的研究目前主要集中在旋转电弧[19-20],本文主要研究为管道焊接开发的高频摆动焊枪的摆动频率对焊缝成形的影响规律。表2是其他焊接参数相同时,摆动频率从0Hz增加到10Hz时的焊接参数表。
如图6所示,摆动宽度为5mm、摆动频率小于5Hz时,电弧力对熔池的搅拌作用较弱,电弧热主要集中在坡口中心焊缝底部,形成细长的指状熔深焊缝。当焊枪摆动宽度不变时,摆动频率的增加使焊枪的摆动速度增大,电弧对熔池的搅拌作用增强,焊缝成形明显改善。

表2 摆动频率焊接参数设定
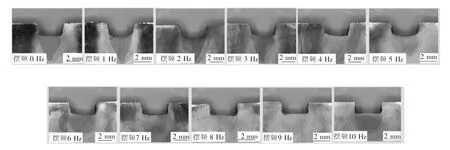
图6 不同摆动频率对焊缝横截面的宏观金相图
Fig.6 Macroscopic weld cross section figure under different oscillation frequencies
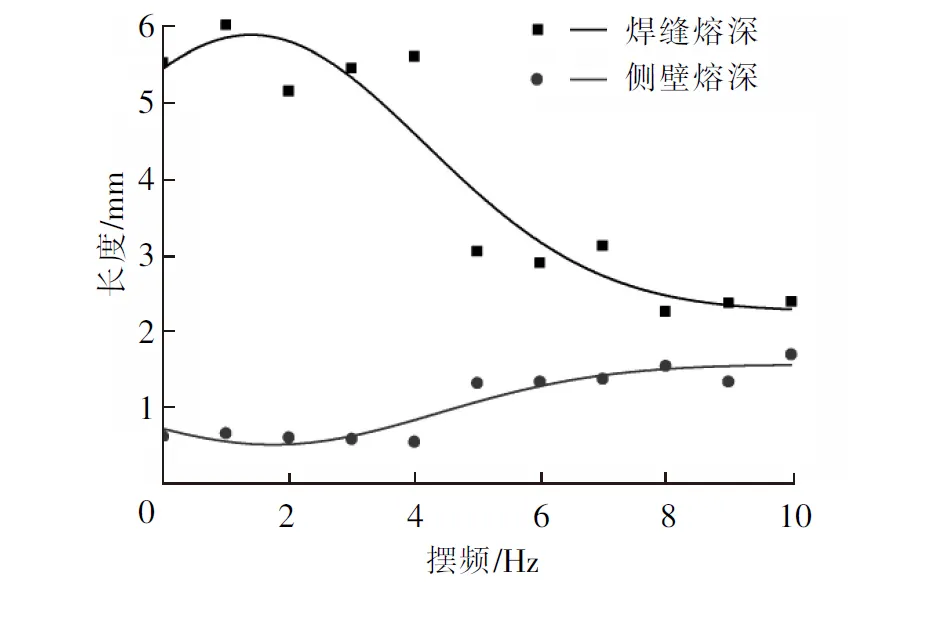
图7 摆动频率对焊缝尺寸的影响
Fig.7 Effect of swing frequency on weld size
摆动频率对焊缝截面尺寸的影响如图7所示,随着摆动频率的增加,焊缝熔深减小,侧壁熔深增加。当摆动频率增加到5Hz以上时,能消除焊缝指状熔深;但是当摆动频率增加到9Hz以上时,增大摆动频率对焊缝截面尺寸的影响减弱。
4 结 论
1)在窄坡口焊接中,摆动宽度太小会出现指状的焊缝,为了改善焊缝成形,需要增加摆动宽度,当焊枪摆动宽度增加到使侧间距大于-0.5mm、小于1mm时,坡口侧壁熔合好,焊缝美观。
2)摆动频率太小,电弧对熔池的搅拌作用会很小,不利于获得良好的焊缝成形。所以在焊接过程中,摆动频率应该大于5Hz,当摆动频率增加到9Hz以上时,增大摆动频率,焊缝截面尺寸的变化很小。
/
:
[1]SCHWEMMERD,BEATTIEB,WAHLENNP.AdvancedtechnologiesfortandemSAWnarrowgrooveapplications[J].WeldJ, 2011, 90(11): 32-37.
[2] 张富巨, 罗传红. 窄间隙焊及其新进展[J]. 焊接技术, 2000, 29(6): 33-36.
[3] 郑森木, 高洪明, 周淋. 带状电极窄间隙MAG焊[J]. 机械工程学报, 2012, 48(8): 74-78.ZHENGSenmu,GAOHongming,ZHOULin.NarrowgapMAGweldingusingstripelectrode[J].JournalofMechanicalEngineering, 2012, 48(8): 74-78.
[4]WANGJ,ZHUJ,FUP,etal.AswingarcsystemfornarrowgapGMAwelding[J].TransactionsoftheIron&SteelInstitueofJapan, 2012, 52(1): 110-114.
[5] 罗雨, 韩素新, 焦向东, 等. 基于电弧传感的管道焊接高低跟踪技术[J].上海交通大学学报, 2015, 49(3): 357-360.LUOYu,HANSuxin,JIAOXiangdong,etal.Trackingtechnologyinpipeweledingbasedonarcsensor[J].JournalofShanghaiJiaotongUniversity, 2015, 49(3): 357-360.
[6] 罗雨. 海底管道铺设焊接机器人系统研究[D]. 北京: 北京化工大学, 2012.LUOYu.StudyonOffshorePipelineLayingWeldingRobotSystem[D].Beijing:BeijingUniversityofChemicalTechnology, 2012.
[7] 胡胜, 罗雨, 焦向东, 等. 轨道式管道焊接机器人焊缝跟踪方法研究现状[J]. 河北科技大学学报, 2015, 36(2):126-133.HUSheng,LUOYu,JXiangdong,etal.Researchstatusofseamtrackingmethodsfororbitalpipeweldingrobots[J].JournalofHebeiUniversityofScienceandTechnology, 2015, 36(2):126-133.
[8] 王加友, 国宏斌, 杨峰. 新型高速旋转电弧窄间隙MAG焊接[J]. 焊接学报, 2005, 26(10): 65-67.WANGJiayou,GUOHongbing,YANGFeng.NewhighspeedrotatingarcnarrowgapMAGwelding[J].TransactionsofChinaWeldingInstitution, 2005, 26(10): 65-67.
[9]GUONi,LINSanbao,ZHAGNYaqi,etal.MetaltransfercharacteristicsofrotatingarcnarrowgaphorizontalGMAW[J].ScienceandTechnologyofWelding&Joining, 2013,14(8):760-764.
[10]XUWanghui,FANChenglei,LINSanbao,etal.ResearchondroplettransferinoscillatingarcnarrowgapGMAwelding[J].ChinaWelding, 2014, 23(2):12-16.
[11]KANGYH,NASJ.Characteristicsofweldingandarcsignalinnarrowgroovegasmetalarcweldingusingelectromagneticarcoscillation[J].WeldingJournal, 2003, 82(5): 93-99.
[12]刘明旭. 磁场作用下短路电弧熔滴过渡的数值模拟[D]. 沈阳: 沈阳工业大学, 2015.LIUMingxu.NumericalSimulationofDropletTransferinShortCircuitArcUndertheActionofMagneticField[D].Shenyang:ShenyangUniversityofTechnology,2015.
[13]蒋朝东. 摆动电弧窄间隙GMAW横向焊接焊缝成形及其影响因素研究[D]. 上海: 上海交通大学, 2014.JIANGChaodong.ReserchonWeldbeadFormationofNarrow-gapGMAWwithSwingArcSysteminHorizontalPosition[D].Shanghai:ShanghaiJiaotongUniversity, 2014.
[14]任志鹏, 蒋朝东, 唐新华. 新型摆动电弧窄间隙GMAW焊缝成形研究[J]. 焊接, 2013(4): 26-29.RENZhipeng,JIANGChaodong,TANGXinhua.ResearchonthenewswingarcnarrowgapGMAW[J].Welding&Joining, 2013(4): 26-29.
[15]LANH,ZHANGHJ,ZHAODL,etal.EffectsofArc-SidewallDistanceonArcAppearanceinNarrowGapMAGWelding[M].RoboticWelding,IntelligenceandAutomation:SpringerInternationalPublishing, 2015.
[16]周灿丰, 吴金锋, 罗雨, 等. 基于高速摆动电弧传感器的GMAW焊缝跟踪技术研究[J]. 焊接, 2013 (9): 14-17.ZHOUCanfeng,WUJingfeng,LUOYu,et.alResearchofGMAWseamtrackingtechnologybasedonthehigh-speedswingarcsensor[J].Welding&Joining,2013(9):14-17.
[17]韩素新. 基于电弧传感的窄坡口管道焊接高低跟踪技术研究[D]. 北京: 北京石油化工学院, 2015.HANSuxin,HighandLowTrackingTechnologyofPipelineWeldingBasedonArcSensor[D].Beijing:BeijingInstituteofPetrochemicalTechnology, 2015.
[18]徐望辉, 林三宝, 杨春利, 等. 摆动电弧窄间隙立向上GMAW焊缝成形[J]. 焊接学报, 2015,36(4): 56-60.XUWanghui,LINSanbao,YANGChunli,et.al.WeldbeadformationinoscillatingarcnarrowgapverticalupGMAWprocess[J].TransactionsofChinaWeldingInstitution, 2015,36(4): 56-60.
[19]郭宁,林三宝,张亚奇,等.旋转电弧横向GMAW接头组织及成形特点[J].焊接学报,2009,30(8): 101-104.GUONing,LINSanbao,ZHANGYaqi,etal.MicrostructureandformationcharacteristicsofrotatingarchorizontalGMAWjoint[J].TransactionsofChinaWeldingInstitution,2009,30(8): 101-104.
[20]赵博, 范成磊, 杨春利, 等. 高速旋转电弧窄间隙MAG焊焊缝成形的分析[J]. 焊接学报, 2008, 29(9): 109-112.ZHAOBo,FANChenglei,YANGChunli,etal.Researchprocessofnarrowgapgasmetalarcwelding[J].TransactionsofChinaWeldingInstitution, 2008, 29(9): 109-112.
Effect of narrow groove MAG welding oscillation parameters on weld formation
LUO Yu1, ZHANG Zhongliang1,2, ZHOU Canfeng1,2, YANG Chenggong1, ZHOU Wei1
(1.Institution Engineering Research Center of Energy Engineering Advanced Joining Technology, Beijing Institute of Petrochemical Technology, Beijing 102617, China; 2. College of Electrical and Mechanical Engineering,Beijing University of Chemical Technology, Beijing 100029, China)
In order to solve the problem of narrow groove wall fusion, improving the weld formation, the welding test of different oscillation width and frequency is carried out by adopting the narrow high-speed swing MAG welding torch. On the basis of measuring the macro metallographic to determine the weld cross section size, the curve fitting of the variation trend of the weld section size with the swing width and the swing frequency is carried out. The effect of the high speed swing arc narrow groove welding MAG parameters on weld formation is studied. The results show that increasing the swing width or frequency can reduce the weld penetration and increase lateral wall penetration; when the swinging width makes side spacing greater than -0.5 mm and less than 1 mm, good weld forming will be gained; when the oscillation frequency increases to more than 5 Hz, weld finger penetration can be eliminated, but when it is above 9 Hz, increasing the swing frequency cannot cause obvious change of the dimension of weld. The effects of these oscillating parameters on weld formation can provide guidance for the selection of welding parameters.
welding technology and equipment; narrow groove; MAG welding torch; swing width; swing frequency; weld forming
1008-1542(2017)01-0007-06
10.7535/hbkd.2017yx01002
2016-09-09;
2016-11-22;责任编辑:张 军
国家自然科学基金(51305037);北京市属高校创新团队建设提升计划项目(IDHT20130516);北京石油化工学院URT资助项目(2015J00083)
罗 雨(1981—),男,内蒙古乌兰察布人,副教授,博士,主要从事焊接自动化与焊接控制方面的研究。
E-mail:luoyu@bipt.edu.cn
TG444
A
罗 雨,张中亮,周灿丰,等.窄坡口MAG焊摆动参数对焊缝成形的影响[J].河北科技大学学报,2017,38(1):7-12. LUO Yu,ZHANG Zhongliang, ZHOU Canfeng,et al.Effect of narrow groove MAG welding oscillation parameters on weld formation[J].Journal of Hebei University of Science and Technology,2017,38(1):7-12.
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
现代农机(2022年3期)2022-07-11
工程技术与管理(2022年3期)2022-03-08
焊接(2020年9期)2020-12-28
组合机床与自动化加工技术(2019年11期)2019-11-27
四川冶金(2019年4期)2019-11-18
电子制作(2019年10期)2019-06-17
模具制造(2019年3期)2019-06-06
智能制造(2017年4期)2017-07-24
舰船科学技术(2016年1期)2016-02-27