1700吨级架桥机起重系统制造工艺
2016-12-28 14:38杜银星杜宝凤陈志斌孟宪鑫
中国科技纵横 2016年20期
杜银星++杜宝凤++陈志斌++孟宪鑫

【摘 要】1700吨级架桥机起重系统包括主梁结构、纵移台车、横移台车、吊具系统和滑轮系统。主梁系统架设在纵移台车上,在架桥机主梁上走形,吊运桥梁作业。横移台车在起重主梁上走行调整桥梁横向位置。滑轮和吊具系统直接和桥梁连接起吊,全部各件都是主要受力构件,制作工艺复杂,产品质量要求高。本文从制造工艺角度分析各主体结构的制作工艺要点,为同类产品制作提供参考。
【关键词】架桥机 主梁 纵移台车 横移台车 吊具 工艺
1 概述
1700吨级架桥机在施工作业过程中,起重系统联系架桥机结构主梁和桥梁。单台架桥的每组起重系统需要额定起吊850吨重物。起重系统的各主要结构件都属于关键、重要构件,直接影响着架桥机的整机性能。本文根据制造1700吨级架桥机起重系统的实际工艺经验,分别就各主体结构件制造的关键工艺方案加以分析探讨。
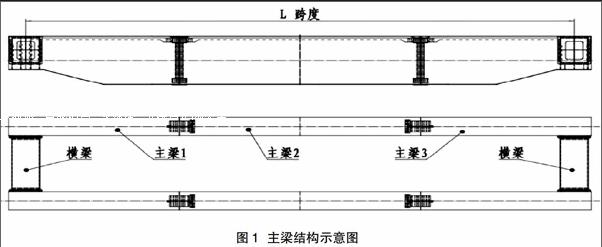
2 起重主梁
如图1所示。
大吨位架桥机起重主梁多为跨度在20米以上的双梁箱型结构。结构制的关键工艺是主梁上拱问题。跨中上拱度应为(0.9/1000~ 1.4/100)L,且最大上拱度应控制在跨中L/10范围之内。为便于横移小车在梁上走行,优先考虑按二次抛物线型起拱,主梁腹板用数控切割机下料成抛物线拱型,但要考虑好在横梁支撑部位,主梁结构应制作成平直段,不宜有弧新拱度,以免支撑部位受力不良。因天车主梁整体结构尺寸较大,内部刚性支撑较多,在严格控制焊接工艺情况下,可以不考虑整体因焊接的收缩因素,整体长度按定尺下料成型。
主梁整体制作前可以在坚固平台上设置500mm左右高度的胎型牙板支撑,用水平仪测量控制各牙板高度点,形成与主梁拱度相同的弧形。单节主梁在整体胎具上组对成型、整体拼装。各主梁拼接板优先考虑数控钻孔以确保精准孔距。便于整体互换使用,避免编号使用的缺点。主梁上的拼接板连接孔宜采用拼接板配钻的工艺方案。即单件主梁制作时拼接板仅和主梁2临时焊接固定,并配钻主梁2上下盖板和腹部的螺栓连接孔,主梁1、主梁2、主梁3整体拼装时,在确保整体拱度的情况下在根据拼接板配钻主梁1、主梁3的螺栓孔群。
两端横梁的制作工艺方案为,将主梁临时摆放成符合要求的整体结构,此时的两列主梁整体尺寸控制要求除中心宽度尺寸符合要求外外还应确保对角线偏差≤5mm。以两列主梁为基准,横梁的连接法兰板和主梁的连接法兰板先背对把合组焊在主梁一侧,横梁根据法兰板的整体内档距情况适当调整外形尺寸后一次组焊成型。考虑到该处为主要受力区,且限于结构形式仅能单侧焊接,故焊接要求应按GB/T1246标准之I级标准制造。为确保焊接质量,可以在横梁和法兰板组焊区域预留3mm缝隙,并在内侧衬6mm厚钢衬垫,以达到全熔透焊接要求。
3 纵移台车系统
结构形式如图2。
纵移台车系统由均衡梁和纵移台车构成。均衡梁支撑起重系统横梁,纵移台车在架桥机主梁轨道上走行。
均衡梁工艺要点分析:根据均横梁中间段的封闭箱型结构和受力形式,可以将上盖板最后组对成型,但要保证各隔板和上盖板磨光顶紧组对。腹部应和上盖板间采用单侧坡口焊接补强。中间梁部分和铰座间焊缝属于工作受拉焊缝,故可以采用熔透焊接,焊后24小时UT探伤的工艺方案确保整体强度。纵移台车结构件应整体机加镗孔,确保两侧铰座结构孔同轴度偏差≤0.5mm,以达到整体纵移结构行走车轮同位差小于1mm的精度要求。均衡梁上表面的耐磨滑板安装时要注意滑板四周用刚性档边固定,防止在重压下滑板变形失效,滑板和均横梁上表面的螺纹连接孔可以采用滑板配钻攻丝的工艺方案,以节省整体加工成本。
纵移台车框架结构件也应采用整体机加的工艺方案。考虑到车轮轴组装工艺为车轮放在车架中,把轴穿入车轮、车架一起组装,为便于拆卸,台车框架的轴安装孔可以采用基孔制的间隙配加工,公差配合选H7/h6配合公差带为宜。
台车行走车轮为改善综合性能可以考虑整体调质处理整体调质后,表面硬度可以达HB320~380,较仅车轮踏面表面淬火的热处理工艺相比更能确保产品质量。台车整体装配工艺要考虑轴承的装配。该处的轴承装配技术要求为:轴承要有一定游隙,以便轴承在复杂工况下工作时受热后轴向移动。考虑到架桥机的实际使用环境,轴承润滑脂可以选用2#锂基脂润滑,填充量以2/3为宜。
4 横移台车系统
横移台车系统放置在起重系统主梁上,用于横向移动调整梁的整体姿态。横移台车系统横移包括横移台车、横移车架和起升滑轮系统。横移台车工艺制造要点同纵移台车,重点控制车轮装配和四组台车整体位置关系。
横移车架为金属结构车架形式,各种连接梁都为封闭箱型梁结构。根据车架的受力结构形式,应采用上盖板和腹部先焊成槽型,确保上部结构焊接整体结构,下盖板最后组对成封闭箱型,隔板和下盖板磨光顶紧的工艺方案确保整体质量。为防止焊接变形,车架端梁和横梁间的法兰板可以背对背把合后再整体焊接,避免单件焊接成型再装配的工艺方案。横移车架的滑轮装配隔板限于不能整体机加,可以采用单板加工成型,用同轴器工装穿插定位的方式焊接。对于多组滑轮的装配结构,因滑轮组与长轴配合安装,安装长度较大,滑轮轴加工时可采用基孔制的间隙配合,优先选用H7/e6、H7/e7的配合公差带,便于滑轮组装、拆卸。
对于横移台车系统和纵移台车系统,所有销轴都属于重要受力杆件。为确保综合性能,全部轴类宜选用40Cr材质的锻件结构,并且根据GB/T6402-1991《锻钢件超声波检验方法》 进行100%UT探伤检查,防止轴芯内部存在气孔、夹渣等缺陷。
5 吊具系统
吊具系统直接和桥梁通过吊杆连接。吊具梁制作总体工艺方案为以上盖板为基础,确保隔板和上盖板的焊缝,下盖板和隔板磨光顶紧制作。吊具梁焊后24小时要对上下盖板板料对接区和吊耳焊接区做MT探伤检查,以确保焊接质量。盖板如果折弯成型,工艺控制重点是放样下料的折弯线应垂直于板的扎制方向,而且折弯圆角R不应过小,尽量采用折弯机折弯成型,除对接焊缝探伤外还要增加折弯区域的探伤。折弯后如有严重的开裂现象,应予以调换,如果表面轻微,可采用表面打磨的工艺方法消除。如另外还要从下料工序严格控制,调整梁吊装耳板、定滑轮吊装耳板要按轧制方向下料成型,并严格控制下料板边表面,不得有崩坑缺陷。可适量打磨板边缘,避免应力集中。焊后整体机加,确保整体孔距尺寸精度。
6 结语
通过以上工艺方案制作1700吨级架桥机起重系统,经实际检验工作良好,能确保现场吊梁的使用工况。1700吨级架桥属超大吨位架桥机,正确良好的工艺方案既能节省制造成本又可以确保产品质量,可以为同类产品制作提供参考依据。
参考文献:
[1]陈祝年主编.焊接设计简明手册.北京:机械工业出版社,1997.
[2]杜银星.提梁机吊具总成结构制造工艺探讨与分析.中国科技纵横,2016,(5).
[3]杜银星.轮胎式提梁机典型金属结构制造工艺探讨.中国科技纵横,2016,(9).
猜你喜欢
中国特种设备安全(2021年7期)2022-01-19
起重运输机械(2021年21期)2021-11-24
中国特种设备安全(2021年1期)2021-07-21
专用汽车(2018年10期)2018-11-02
小哥白尼(趣味科学)(2018年2期)2018-05-25
中国铸造装备与技术(2017年3期)2017-06-21
上海公路(2017年4期)2017-03-01
科学中国人(2016年18期)2016-12-23
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01
工业设计(2016年4期)2016-05-04