
钠硫电池金属陶瓷焊接关键技术的研究*
2016-12-28 03:34韩金铎温兆银杨建华周日生
上海电气技术 2016年3期
韩金铎, 刘 宇,, 温兆银, 杨建华, 周日生
1. 中国科学院 上海硅酸盐研究所 上海 200050 2. 上海电气钠硫储能技术有限公司 上海 201815
钠硫电池金属陶瓷焊接关键技术的研究*
韩金铎1, 刘 宇1,2, 温兆银1, 杨建华1, 周日生2
1. 中国科学院 上海硅酸盐研究所 上海 200050 2. 上海电气钠硫储能技术有限公司 上海 201815
金属陶瓷焊接是钠硫电池最重要的工艺环节之一。为了提高钠硫电池的安全性,通过真空热压技术研究了温度、真空度、压力等对金属陶瓷焊接件氦漏率与强度的影响。研究结果表明,在真空度为10-2Pa、温度为530℃、压力为15MPa的条件下,可以得到氦漏率为10-8Pa·m3·s-1,强度在1MPa以上的金属陶瓷焊接件。
钠硫电池; 金属陶瓷焊接; 氦漏率; 温度; 压力
1 研究背景
钠硫电池具有比能量高、可大电流高功率放电、充放电效率高、容量大、结构紧凑、寿命长、安全性高、无污染物排放、无振动及噪声等特点,可解决昼夜电力需求峰谷差问题,并可实现风能、太阳能等低碳能源技术并网,是当前重要的化学储能研究方向[1-4]。日、中、美、韩等国家已开展了钠硫电池及其低温化的研究[5-9],但只有日本特殊陶业株式会社实现了商业化,目前年产能为150MW。
在钠硫电池研究中,金属与陶瓷的密封接合技术由于两者膨胀系数相差大、难以匹配而成为最困难和最关键的工艺环节之一[10]。如果金属与陶瓷密封接合不良,钠硫电池在使用过程中会发生内部短路,严重的会直接导致正负极快速反应,放出大量能量,导致电池泄漏甚至爆炸等安全事故。由于金属与陶瓷两种材料在物理性能和组织结构上有较大差异,两者的密封连接存在较大难度,目前常用的密封接合方式有机械密封、粘结剂密封、金属喷镀、冷压紧配密封、固相或熔化态接合等,但密封效果均欠佳。
热压密封技术将特殊合金材料(焊料)作为嵌入件插入到金属与陶瓷之间的接合面上,然后用真空热压法在真空中加热,使合金材料受压产生微量塑性变形,进而发生与金属和陶瓷原子间的扩散,实现金属与陶瓷的密封接合。应用这一技术可以获得接合力极强的部件。我国目前成熟的真空热压设备都是间歇性设备,即每一个工件都要经过装炉、抽真空、热压、冷却、释放真空、开炉、取出工件、再装工件、再抽真空…的循环过程,工艺复杂、成本高、生产效率低,不可能实现金属与陶瓷的批量密封接合。这样不仅限制了真空热压烧结工艺设备的发展与应用,也使金属与陶瓷密封接合技术及装备成为制约我国钠硫电池生产与应用的重要瓶颈。国际上,只有日本研发出可以进行连续热压焊接的系统装备,并对我国进行技术封锁,因此我国迫切需要开展这类系统装备及工艺的自主研发。
通过对全自动方阵式多轴真空连续热压系统装备进行金属陶瓷焊接工艺的温度、真空度、压力等参数研究,得到了制备金属陶瓷焊接件的较佳工艺条件,笔者对此进行介绍。
2 金属陶瓷焊接装备工艺
金属陶瓷焊接装备操作界面如图1所示,设备主要涉及的工艺参数有温度、压力、真空度等。以金属铝作为焊料,研究了温度、压力和真空度对 316L 不锈钢与Al2O3陶瓷部件的影响,并通过氦质谱检漏仪(VARIAN 979型)、拉拔强度试验机及内水压测试仪对金属陶瓷焊接件的氦漏率、拉拔强度和抗内水压强度等进行了测试,最终制备得到了满足使用要求的金属陶瓷焊接件。

图1 金属陶瓷焊接装备操作界面图
3 真空度的影响
真空度主要影响金属材料的氧化程度,真空度越低,氧含量越高,金属及焊料越容易被氧化,金属陶瓷焊接件的密封性就越差。研究表明,当金属陶瓷焊接装备的真空度在10-1Pa及以上时,无论在多大的压力和温度下,所制备的金属陶瓷部件氦漏率均在10-5Pa·m3·s-1以上,拉拔强度均在(0.5±0.24) MPa以下,内水压强度均在(0.4±0.2) MPa以下,电池正负极之间易发生短路,电池温度易升高至550℃以上,电池循环性能与安全性能差。
4 压力的影响
压力是影响金属陶瓷焊接件的关键因素之一,压力过大,陶瓷会碎裂;压力过小,焊料因受压过小无法产生微量塑性变形,导致焊接件的强度低,密封性差。研究表明,当真空度为10-2Pa、压力小于8MPa时,无论在多高的温度下,所制备的金属陶瓷部件氦漏率均在10-6Pa·m3·s-1以上,拉拔强度均在(0.8±0.2) MPa以下,内水压强度均在(0.55±0.2) MPa 以下,电池正负极之间易发生短路,电池温度易升高至450℃以上,电池循环性能较差,安全性较低。当压力大于30MPa时,陶瓷碎裂。为了研究陶瓷微裂纹对金属陶瓷焊接件寿命的影响,选取压力在8~16MPa之间进行试验。
5 温度的影响
温度是影响金属陶瓷焊接件质量的另一个重要参数,温度过高,焊料熔化,流动性好,但挤出严重,有效封接面积小,焊接件氦漏率高,接合强度低;温度过低,焊料未软化,不能实现在金属和陶瓷之间的充分扩散,焊接件氦漏率高,接合强度低。试验过程中,为了充分预热金属陶瓷焊接件及焊料,焊接件及焊料经过真空(或大气)过渡的进料室预热后再进入真空加热炉膛。在具有自定位、自保护功能的特殊托盘支架的推动下,金属陶瓷焊接件充分预热,在加压区焊接密封,然后通过梯度降温区,经真空(或大气)过渡的出料室进入大气缓冷区,完成降温。研究发现,当温度范围在(545±15) ℃时,热压得到的金属陶瓷焊接件氦漏率可达10-8~10-7Pa·m3·s-1,拉拔强度可达(1.26±0.2) MPa以上,内水压强度可达(1.0±0.2) MPa以上。
6 金属陶瓷焊接件氦漏率与强度的关系
笔者研究了金属陶瓷焊接件氦漏率与拉拔和抗内水压强度的关系,通过表1和图2可以看出,氦漏率越低,金属陶瓷焊接件的拉拔强度及抗内水压强度越高,即焊接件密封性越好,强度越高。
表1 金属陶瓷焊接件氦漏率与拉拔和抗内水压强度的关系

氦漏率ω/(Pa·m3·s-1)-lgω拉拔强度/MPa抗内水压强度/MPa10-110010-550.5±0.240.4±0.210-660.8±0.20.55±0.210-771.26±0.21±0.2510-881.31±0.21.5±0.5
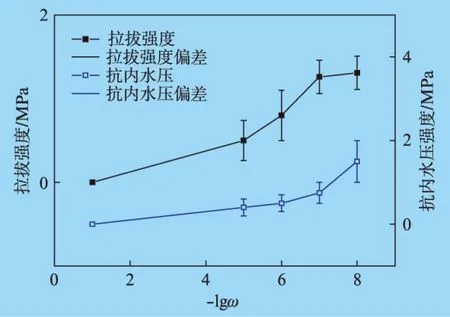
图2 金属陶瓷焊接件氦漏率与拉拔 强度及抗内水压强度关系
在相同的真空条件下(10-2Pa),研究了温度及压力对金属陶瓷焊接件接合强度的影响。测试结果如图3所示,可以看出,金属陶瓷焊接件的拉拔强度与温度及压力有关——在真空度10-2Pa下,最佳试验条件为温度530℃、压力15MPa。

图3 真空度10-2 Pa下金属陶瓷焊接件 拉拔强度与温度和压力的关系
7 结束语
金属陶瓷焊接工艺是钠硫电池最关键的技术之一,通过对连续焊接装备真空度、温度和压力等参数的研究,对金属陶瓷焊接部件的性能进行了表征。结果表明,当真空度为10-2Pa、温度为530℃、压力为15MPa 时,可以制备得到氦漏率为10-8Pa·m3·s-1、强度在1MPa以上的金属陶瓷焊接件。
[1] WEN Z Y, HU Y Y, WU X W,et al. Main Challenges for High Performance NAS Battery: Materials and Interfaces[J]. Advanced Functional Materials, 2013, 23(8): 1005-1018.
[2] 邱广玮,曾乐才,刘平.钠硫电池硫电极容器防腐蚀性能发展现状[J].上海电气技术,2011,4(1): 54-57,62.
[3] 曾乐才,邱广玮,倪蕾蕾.钠硫电池的结构、工艺与应用[J].装备机械,2010(3): 58-63.
[4] 廖文俊,黄建民,曾乐才,等.NAS电池储能装置及其应用[J].装备机械,2010(2): 13-19.
[5] SANGSTER J, PELTON A D. The Na-S(Sodium-sulfur) System[J]. Journal of Phase Equilibria, 1997, 18(1): 89-96.
[6] KIM T B, CHOI J W, RYU H S, et al. Electrochemical Properties of Sodium/Pyrite Battery at Room Temperature[J]. Journal of Power Sources, 2007,174(2): 1275-1278.
[7] LU X C, KIRBY B W, XU W,et al. Advanced Intermediate-temperature Na-S Battery[J]. Energy & Environmental Science, 2012, 6(1): 299-306.
[8] WANG J L, YANG J, NULI Y N,et al. Room Temperature Na/S Batteries with Sulfur Composite Cathode Materials[J]. Electrochemistry Communications. 2007, 9(1): 31-34.
[9] 侯肖瑞,祝铭,顾中华,等.ZrO2增韧β″-Al2O3陶瓷烧结制度研究[J].上海电气技术,2013,6(4): 14-19.
[10] JUNG K Y, LEE S K, PARK Y C, et al. Finite Element Analysis Study on the Thermomechanical Stability of Thermal Compression Bonding(TCB) Joints in Tubular Sodium Sulfur Cells[J]. Journal of Power Sources, 2014,250: 1-14.
Cement-welding is one of the most important aspects for processing of sodium-sulfur battery. In order to improve the safety of the sodium-sulfur battery, vacuum thermocompression technology was adopted to explore the impact of temperature, vacuum and pressure to the helium leak rate and intensity of cement-welding pieces. The results show that when vacuum is of 10-2Pa, temperature is of 530℃ and the pressure is of 15MPa, it is available to obtain cement-welding pieces with a helium leak rate of 10-8Pa·m3·s-1and more than 1MPa strength.
Sodium-sulfur Battery; Cement-welding; Helium Leak Rate; Temperature; Pressure
*国家自然科学基金项目(编号: 51372262)
2016年1月
韩金铎(1980— ),男,博士,副研究员,主要从事钠硫储能电池、电解质晶界设计等的研发工作, E-mail: hanjinduo@mail.sic.ac.cn
TM911.14
A
1674-540X(2016)03-001-03
上海市科学技术委员会启明星计划(编号: 14QB1401500)
上海硅酸盐所科技创新项目(编号: Y49ZC2120G)
猜你喜欢
真空与低温(2022年6期)2023-01-06
包装工程(2022年15期)2022-08-23
上海计量测试(2022年1期)2022-03-24
世界有色金属(2021年13期)2021-11-03
中国新技术新产品(2020年4期)2020-05-05
西部广播电视(2015年7期)2016-01-16
西部广播电视(2015年6期)2016-01-16
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
焊接(2015年4期)2015-07-18
航天器环境工程(2013年6期)2013-11-28
