变速箱拨叉片和销轴零件激光焊设备的设计
2016-12-23 06:09吉林化工学院航空工程学院132102
焊接 2016年11期
吉林化工学院 航空工程学院(132102)
孙婉婷 户风荣 唐秀丽
变速箱拨叉片和销轴零件激光焊设备的设计
吉林化工学院 航空工程学院(132102)
孙婉婷 户风荣 唐秀丽
针对变速箱内的圆片与圆柱焊接,设计专用激光焊接设备,主要由上料组件、转盘夹具组件、铆压组件、焊接组件、检测组件和下料组件组成。其中CCD检测组件自动检测圆片的正、反面,由翻转机构对反向的产品进行校正,焊接完成后采用涡流探伤检测机构对焊缝进行检测并且自动分拣,整个上料、装配、焊接及检测无需人工操作,提高了设备的自动化程度。通过实际生产测试,整套系统生产的成品合格率99%以上,节约了人工成本。
变速箱 激光焊 翻转机构 自动化
0 序 言
激光焊与氩弧焊、电阻焊、超声波焊接等方式相比,具有热量集中、深宽比大、热影响范围小、易于实现自动化生产等特点,已经在汽车、电子产品等行业中得到广泛使用[1-5]。
变速箱的焊接生产目前大多采用人工上料、装配及检测的模式,人工的熟练程度及疲劳状态严重影响产品的品质。自动化生产线生产是目前生产发展的趋势,但是如何将自动化生产与激光焊有机结合起来,是目前的难点及研究重点,因为必须要综合考虑生产的稳定性、生产效率以及投入成本等因素[6-7]。
文中充分利用激光焊的特点,为变速箱零部件焊接设计一整套自动化焊接设备,减少人工操作,提高生产效率及保证产品品质。
1 焊接产品介绍及技术要求
待焊零件为变速箱内的零件,分别为拨叉片和销轴,二者材料均为不锈钢(牌号为SUS304)。其中,拨叉片为精密冲压薄板零件,尺寸为26.5 mm×17 mm×2.5 mm,该零件冲压成两个φ8 mm的内孔;销轴为一轴类机械加工零件,尺寸为φ12 mm,零件与拨叉片内孔结合部分外径为φ8 mm,产品如图1所示。二者均为精密加工零件,先通过铆压完成装配,然后通过激光焊进行固定。
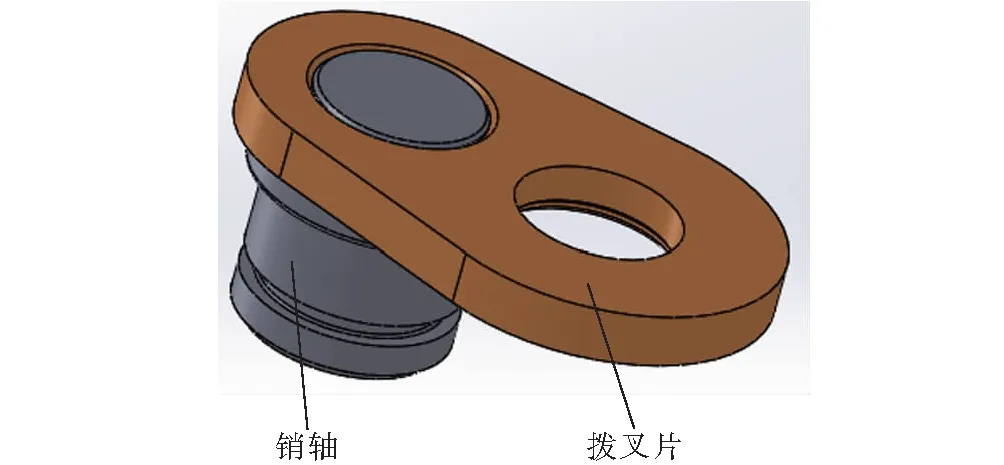
图1 焊接产品示意图
2 焊接总体设计
采用平均功率为150 W的YAG激光作为热源,并用振镜对其焊缝进行扫描焊接,提高焊接效率。如图2所示,设备主要由下机柜、防护罩和夹具组件三大部分组成。防护罩和夹具组件集成在一起。防护罩由型材搭接而成,外形美观且价格低廉,中间配上茶色有机玻璃,既可起到物理防护作用(将振镜和外部隔离),又可以防止焊接时产生的光污染。下机柜内安装激光器和工控机等;夹具组件为设备功能性组件,可实现拨叉片和销轴的自动上料、拨叉片和销轴的铆压、激光焊、焊接成品检测和下料等功能。设备工作时,实现拨叉片和销轴自动上料,上料完成后通过气液增压缸对二者进行铆压,铆压完成后对其进行振镜扫描焊接,焊接完成后进行涡流探伤检测,分拣出合格品与不合格品。
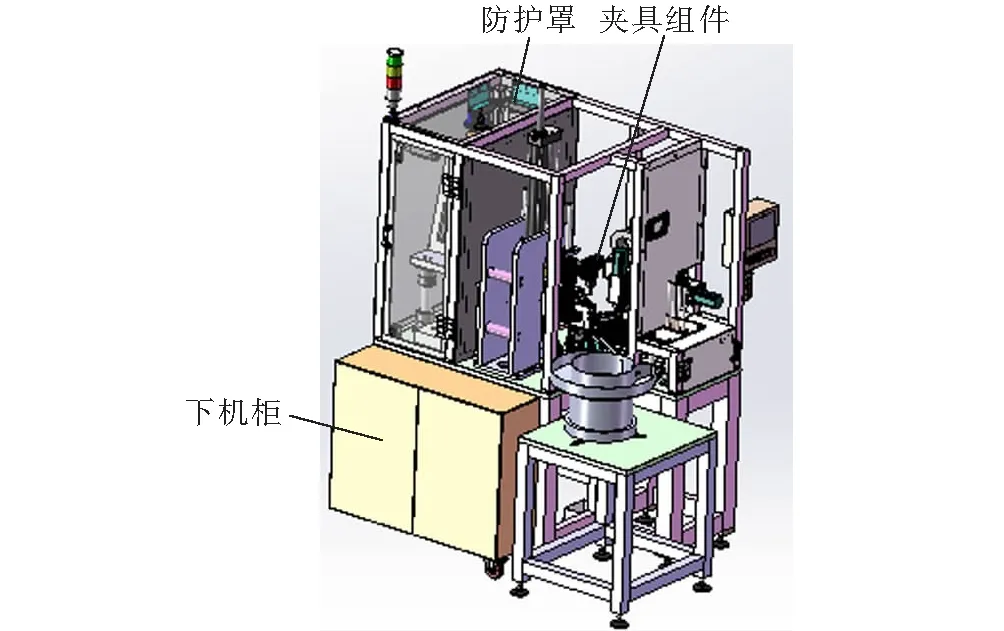
图2 设备总体机构图
2.1 夹具组件设计
夹具组件主要由拨叉片上料组件、销轴上料组件、转盘夹具组件、铆压组件、焊接组件、检测组件和下料组件等几部分组成,如图3所示。
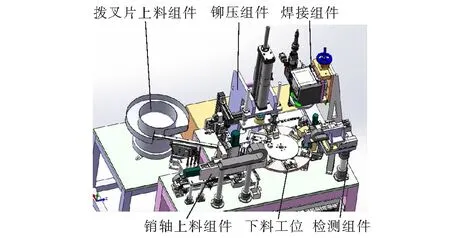
图3 夹具组件机构图
设备开始运行时,销轴上料机构首先将销轴自动送入到转盘夹具内;此后转盘夹具带着销轴旋转一个工位将其带到拨叉片上料组件下方,此时拨叉片上料组件将拨叉片自动送入到装有销轴的随行夹具内;此后装有拨叉片和销轴的随行夹具在转盘夹具作用下运动到铆压组件下方,此时铆压组件对二者进行铆压,使其完成前期的装配,为后期激光焊焊接做准备;铆压完成后的半成品运动到焊接组件下方后,焊接组件对其压紧后进行视觉定位(视觉定位为通过CCD检测组件所拍摄到产品所处位置的图像自动计算振镜扫描的轨迹),然后开始激光扫描焊接;焊接完成后,涡流探伤仪开始对成品进行探伤,涡流探伤可分辨出合格品和不合格品。若焊接后的产品为不合格品,则设备会声光报警,人工将其单独存放。
2.2 销轴上料组件设计
销轴上料组件主要由储料机构、移载机构和抓取机构三大部分组成,总体结构如图4a所示。
销轴零件尺寸较小(φ12 mm ×11.7 mm ),来料时均已放在料管内,故销轴上料形式为半自动上料,上料时人工将料管套入到储料机构内,储料机构一次可储存4个料管,每个料管每次可储存20个销轴,储料机构内的销轴在被移载机构逐个分离后,抓取机构逐个抓取放入到转盘随行夹具内,即可完成销轴的上料。
如图4b所示,储料机构主要由料管、分离机构以及相应的机械加工件组成。人工将装有销轴的料管插入到分离机构之前,分离机构内4个气缸均处于夹紧状态。当设备自带运行时,移载机构运动到储料机构下方,此时其中对应的气缸松开,在重力作用下,销轴向下掉落,直至销轴掉入到移载机构的定位夹具内(图4c)。定位夹具固定在线性模组上,模组可带着定位夹具来回运动。当销轴掉落到定位夹具内的套筒内时,对射式传感器可检测到销轴是否到位。若到位则气缸会夹紧,防止销轴继续下落。此后模组带着定位夹具往外运动,完成将销轴移出分离机构的目的。
当移载机构将定位夹具内的销轴取出后,此时抓取机构内的气缸开始将销轴抓取放入到转盘夹具内。如图4d所示,在将销轴放入到转盘夹具内时,伺服电机会左右旋转,确保销轴能够顺利的被放入到随行夹具内。因为激光焊属于精密加工,随行夹具和销轴的间隙小于0.1 mm。
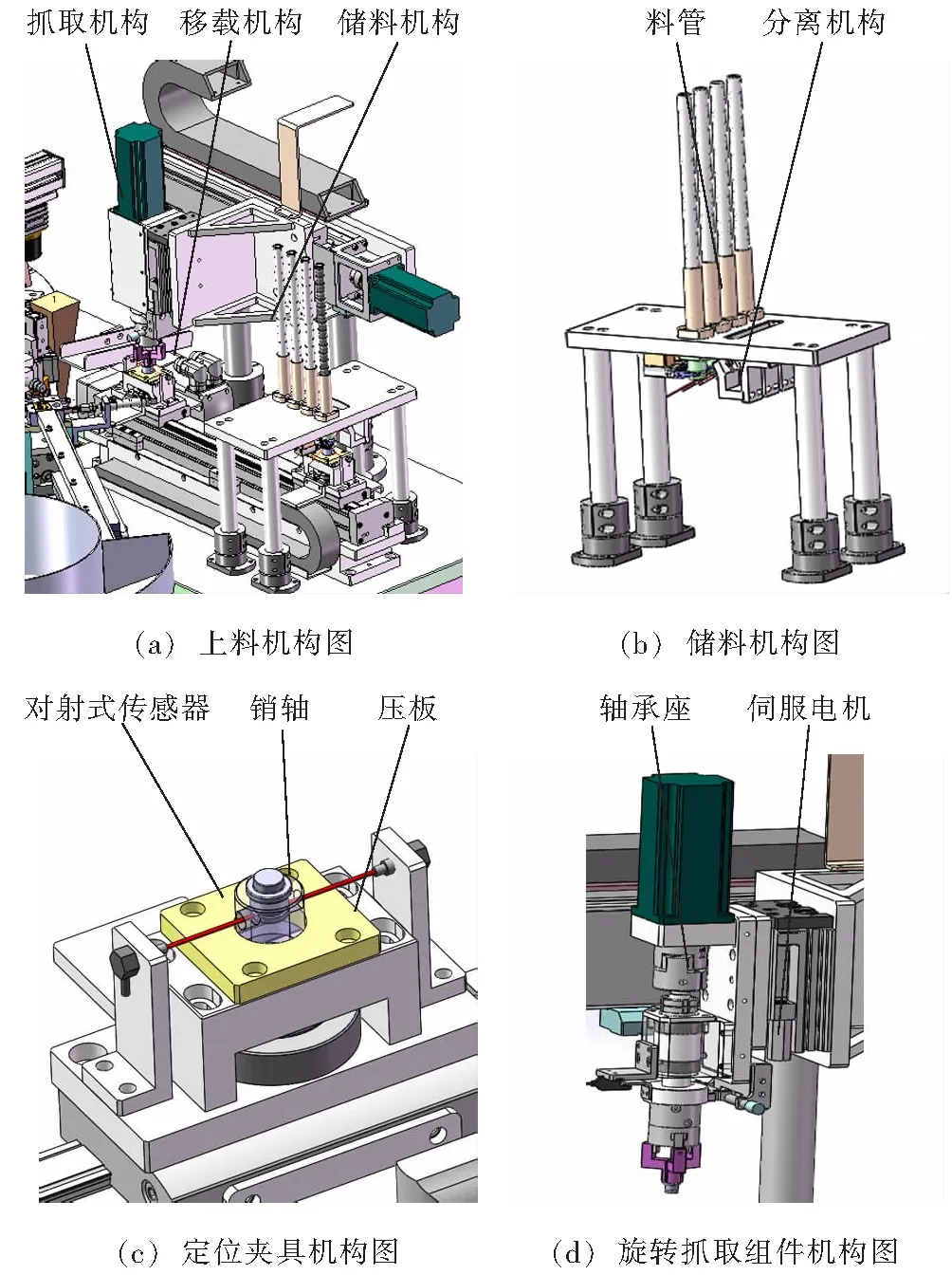
图4 销轴上料组件机构图
2.3 转盘夹具组件设计
转盘夹具起到将销轴和拨叉片定位、搬运的作用,因为销轴和拨叉片之间的焊接检测涉及到多个工序,故转盘夹具组件设计成多工位形式。
如图5a所示,转盘夹具组件主要由转盘、固定盘、随行夹具、传感器组件和中空转台等组成。中空转台内部有一个圆孔,固定盘通过机加件固定在设备大台板上,这样可保证转盘旋转时固定盘不动,如图5b所示。随行夹具固定在转盘上,共有6个随行夹具,随行夹具剖面图如图5c所示。传感器组件固定在固定盘上,可检测销轴和拨叉片装配后是否偏离其指定位置。中空旋转台为螺旋锥齿轮传导形式,相比于市场上的涡轮蜗杆传导形式,拥有更高的传动效率、更长的寿命以及更高的转速,可适应高产能需求。
2.4 拨叉片上料组件设计
如图6a所示,拨叉片上料组件主要由振动上料组件、电荷耦合元件检测组件(简称CCD检测组件)、翻转组件、抓取组件以及相应其它机械加工件组成。
拨叉片上料为全自动上料,将批量的拨叉片投入到振动盘内,经过振动盘的分选后依次经过圆振(振动盘)和直振送出。因为销轴和拨叉片的组合时,拨叉片有方向(正、反)要求,图1中所示面为焊接面,振动盘无法对其进行分选,故需对其进行二次检测和翻转。翻转组件将销轴抓取出来移至CCD检测组件下方,经由CCD检测拨叉片的正、反,若与焊接所需面相反,则对其翻转180°,然后抓取组件再将其抓取并放入到转盘组件的随行夹具内,翻转机构如图6b所示。
当翻转组件抓取拨叉片时,下部气缸首先向前运动至拨叉片位置处(此时气缸处于张开状态),此后气缸开始将其夹紧,并且举升气缸和拨叉片向上运动,下部气缸退回,同时CCD检测组件开始对其进行拍照检测。若CCD检测到的面为所需的焊接面,则摆动气缸旋转180°,反之则不旋转。检测完成后,抓取组件开始下降,如图6c所示,气缸1和气缸2开始伸出,此后气缸3开始向下运动,当气缸3向下运动时,推杆气压胀套,从而将拨叉片夹紧,夹紧后线性模组运动到随行夹具上方,然后各气缸依次动作完成拨叉片的最终上料。
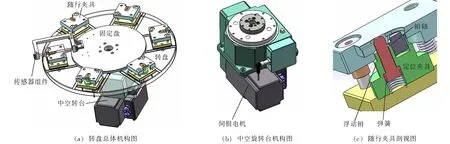
图5 转盘组件机构图
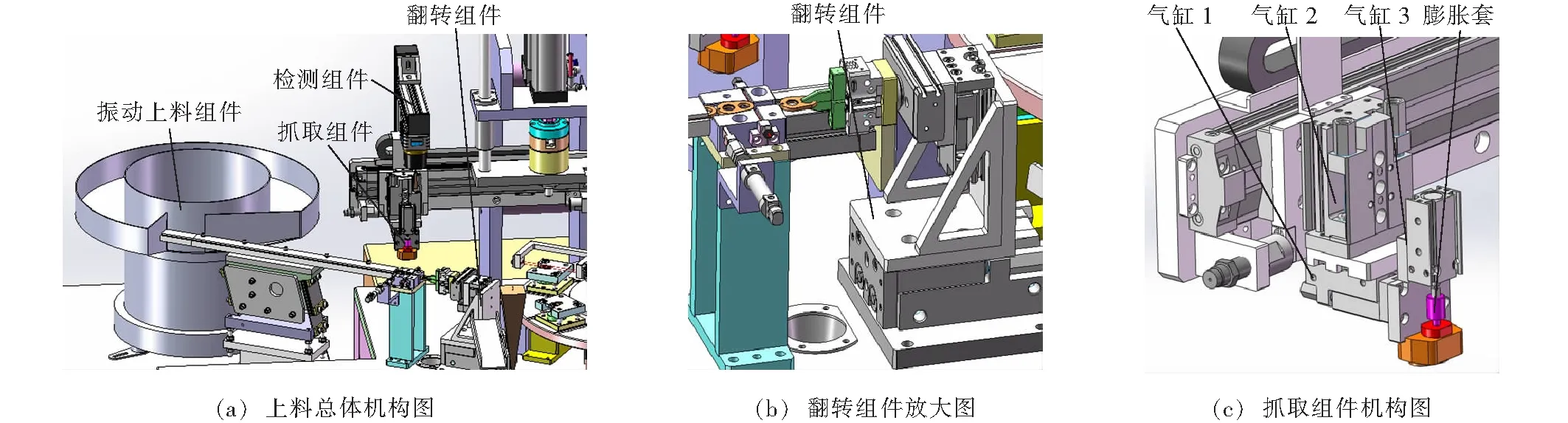
图6 拨叉片上料组件机构图
2.5 铆压组件设计
如图7a所示,铆压组件主要由气液增压缸、压头、直线运动副和对应机械加工件组成。当转盘夹具带着随行夹具旋转运动到铆压组件下方时,气缸开始向下运动,将拨叉片向下压,最终完成二者之间的铆接。图7b为铆接机构示意图,图7c为铆接机构放大图。
2.6 焊接组件设计
如图8a所示,焊接组件主要由振镜、吹气除尘组件、升降机构及对应机械加工件组成。振镜固定在升降机构上,升降机构为手动调节形式,人工调整好焦距后可将其锁紧。振镜配有相应的环形照明灯以及气帘,气帘可对振镜下方的聚焦透镜形成保护作用,防止焊接飞溅和烟尘对聚焦透镜的污染,如图8b所示。吹气除尘组件主要由下压吹气机构和除尘机构组成。除尘机构安装在下压吹气机构附近。下压吹气机构内有一气动滑台,焊接时气动滑台向下运动将工件压紧,然后开始吹气,吹气时开始除尘,如图8c所示。
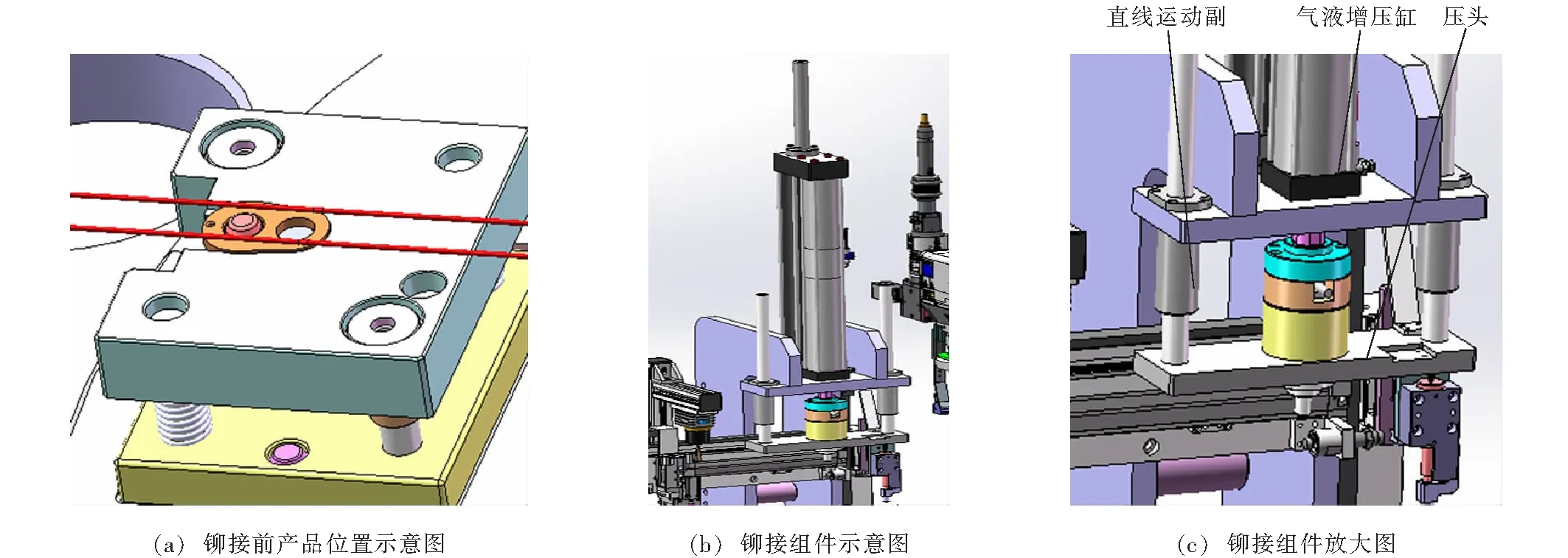
图7 铆接组件机构图
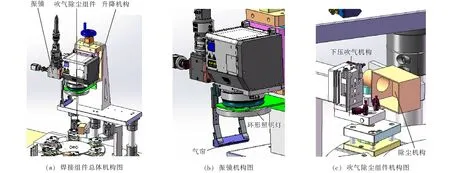
图8 焊接组件机构图
2.7 检测组件设计
该设计采用涡流探伤对焊接后的成品内部焊缝检测,机构主要由线性模组、探伤仪、探针及其相应机械加工件组成,机构如图9所示。焊接完成后,转盘组件带着焊接完成的成品运动到检测组件下方,此后线性模组向下运动一定距离后,探针开始接触到焊接位置。探针内有弹簧,与产品为弹性接触,可保证与产品的充分接触,此后涡流探伤仪开始工作,对产品进行检测,焊缝表面有裂纹为不合格产品。若检测到不合格产品,则设备声光报警,人工将其拣出。
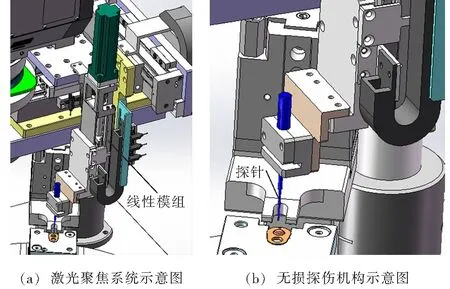
图9 检测组件机构图
3 结 论
(1)拨叉片上料机构带有CCD自动识别系统(检测上料后拨叉片的正、反),对振动盘自动上料的产品进行分类处理,避免误操作。
(2)由气缸、压头等组成的铆压机构对产品进行铆压预固定,然后激光自动进行焊接,吹气及抽层系统辅助激光焊焊接,对激光系统进行保护。
(3)焊接完成后,自动检测出合格产品或者不合格品,由人工对不合格产品分开取料,合格产品自动流入下一道工序,整个系统极大提高了自动化程度,提高了生产效率。
[1] 刘红伟,李京龙,马 冰.7A05铝合金激光-MIG复合焊接头组织分析[J].焊接,2013(2):46-49.
[2] 梁春雷,李晓延,巩水利,等.TC4钛合金薄板激光焊接头疲劳性能研究[J].材料工程,2006,28(4):48-51.
[3] 王少华,郭 亮,庞振华,等.不锈钢薄板光纤激光焊接的组织与性能[J].机电工程技术,2011,40(1):52-53.
[4] 王玉涛,庞 松,樊彦良,等.超声波焊接技术在锂离子电池行业中的应用[J].电池,2012,42(6):350-351.
[5] 衣思平,许宝忠,李 梅,等.锂离子蓄电池极耳的激光自动焊接[J].电源技术,2005,29(2):80-81.
[6] 何鸿鲲,唐瑞尹,李建伟.硬盘外壳平面度检测系统的研究与开发[J].机械工程与自动化,2012(4):118-119.
[7] 王宏伟,张文雯.激光干涉法近场扫描架平面度高精度测量及误差分析[J].计测技术,2013,33(2):51-54.
2016-03-24
TG454
孙婉婷,1980年出生,硕士,讲师。主要研究方向为机械工程、零件成形技术。
猜你喜欢
哈尔滨轴承(2021年4期)2021-03-08
设备管理与维修(2021年24期)2021-02-10
矿山机械(2020年12期)2020-12-19
煤矿机电(2020年5期)2020-11-02
建筑与装饰(2020年20期)2020-08-20
煤矿现代化(2020年3期)2020-05-13
河北省科学院学报(2020年4期)2020-03-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
电子工业专用设备(2016年4期)2016-05-18