CO2气体保护焊短路过渡熔滴尺寸的研究
2016-12-23 06:11:50太原科技大学材料科学与工程学院030024
焊接 2016年11期
太原科技大学 材料科学与工程学院(030024)
齐志龙 李 科 孙佳男 吴志生
CO2气体保护焊短路过渡熔滴尺寸的研究
太原科技大学 材料科学与工程学院(030024)
齐志龙 李 科 孙佳男 吴志生
利用高速摄影系统拍摄了CO2气体保护焊熔滴过渡过程,借助高速摄影图像,通过椭球-球转换法精确测量了短路时的熔滴尺寸,分析了焊接电流、电弧电压、焊丝伸出长度和焊接速度对熔滴尺寸的影响。结果表明,熔滴尺寸与焊接电流成反比,与电弧电压成正比,随着焊丝伸出长度的增加,熔滴尺寸先减小后增大,在可焊的范围内,焊接速度几乎不影响熔滴尺寸。研究结果可为精确控制熔滴尺寸、提高焊接质量提供参考。
CO2气体保护焊 短路过渡 熔滴尺寸 高速摄影
0 序 言
CO2气体保护焊的短路过渡具有低成本、低热输入、高效率的特点,在低碳钢和低合金钢结构件的薄板和中厚板焊接中得到了广泛的应用[1]。但短路过渡时的飞溅率大,焊缝成形质量较差,导致焊接材料及能量利用率降低。如何在较高的熔敷速度下解决短路过渡焊接时的飞溅问题一直是困扰工业界的难题和焊接学术领域的研究热点[2],而分析短路过渡熔滴尺寸的影响因素及其变化规律对有效控制熔滴尺寸及改善焊接工艺性能具有重要意义。
早期对于熔滴尺寸的测量主要采用熔滴收集法,包括水冷收集法和干法收集[3],由于收集到的熔滴并不是沿着电弧区域落入熔池,而是脱离电弧区和气体保护区后滴落在水中或其它保温材料中,冷却时会发生体积膨胀,与实际焊接时的熔滴尺寸有较大差异。近年来出现了借助高速摄影技术测量熔滴尺寸的研究[4],在采集到的熔滴阴影图像中,以焊丝直径为参考源,测量熔滴横向最大值作为熔滴尺寸[5]。这种测量方法对形状接近球状的熔滴比较准确,但对形状拉长的熔滴,测量结果显然会有较大偏差。
文中搭建了高速摄影系统,拍摄了不同工艺参数下CO2气体保护焊的熔滴过渡过程,获取了清晰的短路过渡熔滴图像,经椭球-球转换后测算出了短路时的熔滴尺寸,经分析得到了熔滴尺寸与焊接工艺参数之间的关系。
1 试验材料与方法
1.1 试验材料
试验选用直径为φ1.2 mm的气体保护焊焊丝H08Mn2SiA,在厚度为6 mm的Q235钢板上进行堆焊,焊丝及试板的化学成分见表1。焊接电源为YD-350GR,直流反接,气体采用100%CO2,气体流量设为15 L/min。考虑到焊接时焊接电流、电弧电压、焊丝伸出长度和焊接速度均有可能对短路过程产生影响,因此在试验中对4个参数分别控制以得到各参数对熔滴尺寸的影响规律。具体焊接工艺参数见表2。

表1 试板与焊丝的化学成分(质量分数,%)
1.2 图像采集系统
高速摄影光路系统如图1所示。采用波长为650 nm的激光器作为背景光源,光束直径为5 mm,光束经两片凸透镜后扩束为直径15 mm的平行光束,经焊丝和熔滴遮挡后的剩余光线再经衰减片和滤光片后进入高速摄影机镜头,电弧两侧放置防溅玻璃以保护光学镜片。由此,焊丝和熔滴的阴影图像被拍摄下来,高速摄影机的拍摄速率设为5 000 帧/秒。
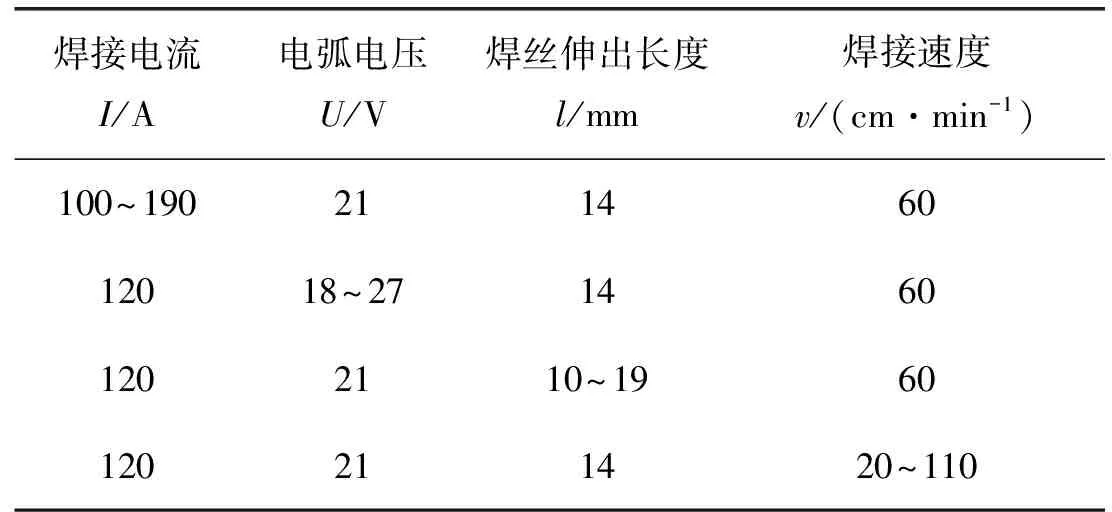
表2 焊接工艺参数

图1 熔滴过渡高速摄影光路系统
1.3 熔滴尺寸的测量
1.3.1 熔滴的选取
图2为一个完整的短路过渡周期图像。随着电阻热和电弧热的不断输入,焊丝端部金属逐渐熔化成为液态,熔滴在表面张力和重力等力的共同作用下不断长大(图2a~2d),大到一定程度后就会与熔池接触发生短路(图2e),此时电弧熄灭,液态熔滴随着短路液桥逐渐过渡到熔池中(图2f~2i),过渡末期液桥爆断,电弧重新燃烧(图2j)。在整个过渡周期中,与熔池接触发生短路时的熔滴尺寸和形状无疑是最为重要的,它承上反映了燃弧阶段焊丝熔化及形成熔滴的大小,启下又是实现正常短路过渡至关重要的条件,因此,选定与熔池刚刚接触时的熔滴作为待测熔滴(图2e)。
1.3.2 熔滴直径的测量
由于此时的熔滴在各种力的作用下形状并不是标准的球体,而是近似椭球体,以焊丝直径d=1.2 mm作为标定,测量出椭球体熔滴的长轴h和短轴w,再将其换算成体积相同的球体,用球体的直径D作为此时熔滴的直径,如图3所示。
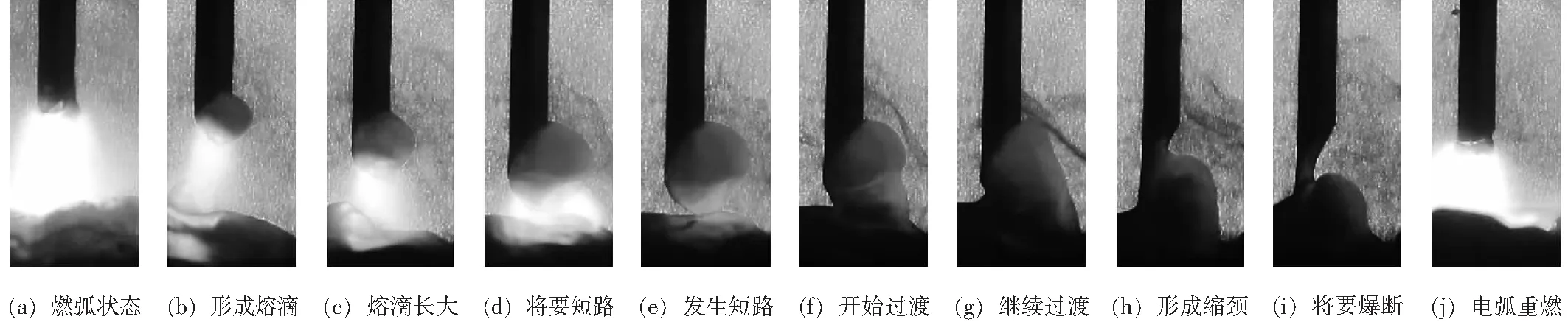
图2 完整的短路过渡周期图像
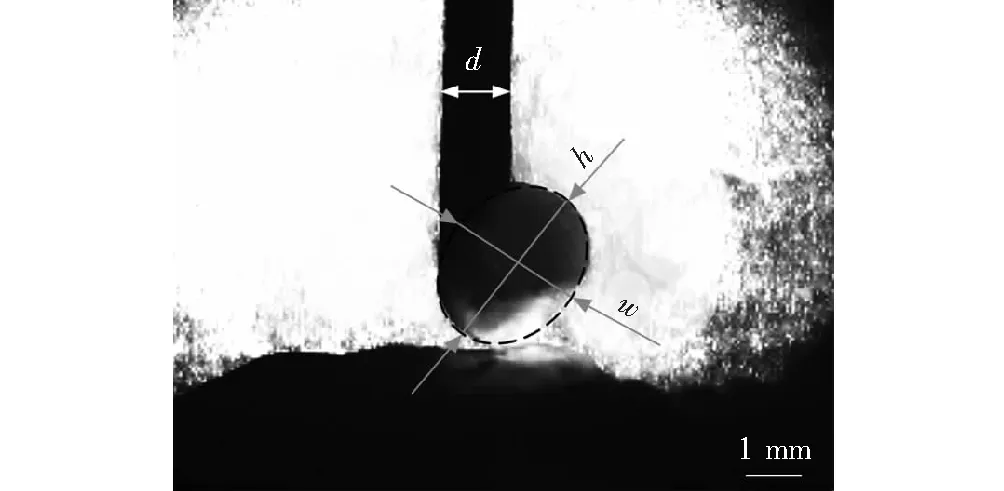
图3 熔滴尺寸测量
将熔滴视为绕长轴旋转得到的旋转椭球体,其长半轴为a,短半轴为b,则旋转椭球体体积为:
(1)
半径为R的球体体积为:
(2)
将椭球体转换为相同体积的球体,球体半径为:
(3)
球体直径为:
(4)
2 试验结果及分析
2.1 熔滴尺寸与焊接电流的关系
当预设电弧电压为21 V、焊接速度为60 cm/min、焊丝伸出长度为14 mm时,改变焊接电流所对应的熔滴尺寸如图4所示。从图4可以看出,熔滴尺寸随焊接电流的增大而逐渐减小。首先,随着焊接电流的增大,焊丝由导电嘴伸出部分的电阻热随之而增大,焊丝的熔化速度也相应提高。其次,根据静力平衡理论,熔滴所受的电磁力与电流成正比[6],在熔滴与固体焊丝相连部分收缩时,电磁力表现为促使熔滴尽快脱离焊丝的分离力,所以,随着焊接电流的增大,电磁收缩力增强。在弧长一定的情况下,大电流会促使熔滴及早拉长并与熔池接触发生短路,故熔滴尺寸减小。
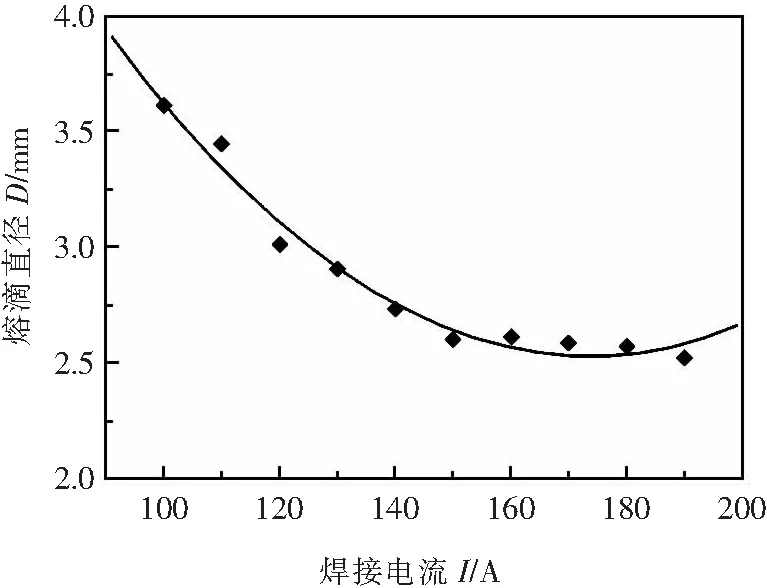
图4 熔滴尺寸随焊接电流的变化
2.2 熔滴尺寸与电弧电压的关系
图5为熔滴尺寸随电弧电压的变化曲线。此时,焊接电流预设为120 A,焊接速度为60 cm/min,焊丝伸出长度为14 mm。曲线显示,熔滴尺寸随着电弧电压的增大而增大。当焊丝伸出长度及焊接电流一定时,焊丝及工件上的压降不变(由于线缆压降所占比重较小,忽略不计),电弧电压与弧长成正比。首先,电弧电压增大会导致弧长拉长,允许熔滴长大的空间更大。其次,熔滴所受的电弧力中主要包括电子对阳极斑点的冲击力,随着电弧电压的增加,电弧中的电场强度增强,电子被加速获得的动能增大,撞击在阳极斑点上的力越大;过大时还会导致熔滴上翘并绕焊丝端部旋转,这种向上的电弧力阻碍熔滴尽快与熔池接触,延长了熔滴长大时间。故电弧电压越大,熔滴尺寸越大。
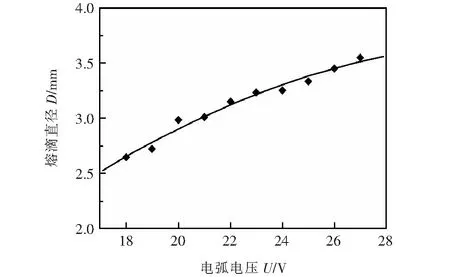
图5 熔滴尺寸随电弧电压的变化
2.3 熔滴尺寸与焊丝伸出长度的关系
预设焊接电流为120 A、电弧电压为21 V、焊接速度为60 cm/min时,改变焊丝伸出长度导致的熔滴尺寸变化如图6所示。图中显示,随着焊丝伸出长度的增加,熔滴尺寸先减小后增大。在焊接电流不变的情况下,随着焊丝伸出长度增大,焊丝伸出部分的电阻热增大,有利于提高焊丝熔化速度。同时,伸出焊丝上的压降增大,电弧电压减小,阻碍熔滴分离的电弧力减弱,熔滴尺寸变小。当伸出长度达到一定值后,过多的电阻热导致焊丝过热,降低了焊丝的熔化速度,使得熔滴尺寸增大[7]。
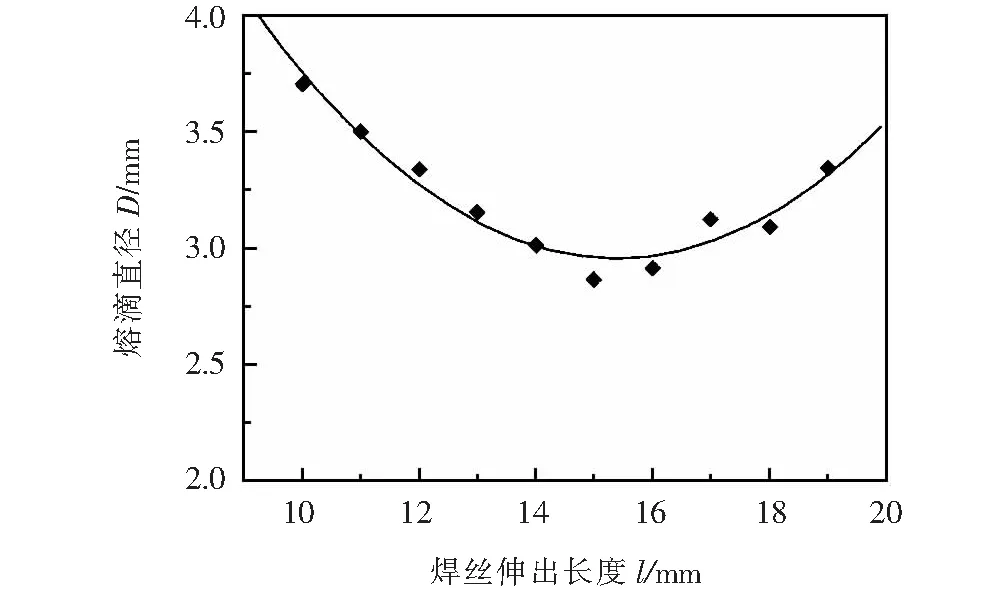
图6 熔滴尺寸随焊丝伸出长度的变化
2.4 熔滴尺寸与焊接速度的关系
图7为焊接速度对熔滴尺寸的影响,预设焊接电流为120 A,电弧电压为21 V,焊丝伸出长度为14 mm。在其它参数及焊丝伸出长度确定的情况下,焊接速度对于焊缝成形和焊缝质量有很大的影响,但从图7可以看到,熔滴尺寸基本不受焊接速度的影响。
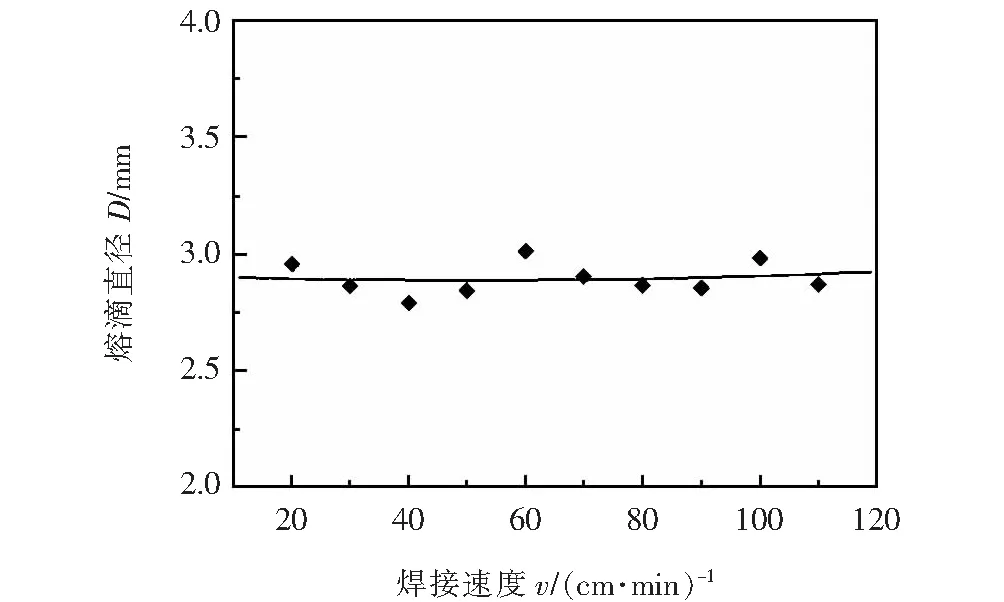
图7 熔滴尺寸随焊接速度的变化
这是因为在允许的焊接速度范围内,焊丝与工件在水平方向的相对移动速度并不会影响作用在熔滴竖直方向上的作用力大小,故焊接速度对熔滴尺寸影响不大。当然,如果焊接速度过快时,会影响熔滴与熔池的接触时间,使得熔滴受到表面张力的拖拽,导致熔滴不能正常完成过渡,这就可能会对过渡熔滴的形状及尺寸产生影响。
3 结 论
(1)搭建了高速摄影系统,拍摄了清晰的CO2气体保护焊短路过渡图像,提出椭球-球转换法并用该方法精确测量了短路时的熔滴尺寸。
(2)在CO2气体保护焊短路过渡中,熔滴尺寸与焊接电流成反比,与电弧电压成正比,随着焊丝伸出长度的增加,熔滴尺寸先减小后增大,在可焊的范围内,焊接速度基本不影响熔滴尺寸。
[1] 向远鹏,曹 彪. 熔滴短路过渡频率对CO2焊接过程稳定性的影响[J]. 焊接,2010(12):33-37.
[2] 胡连海,李 桓,郭 胜,等. CO2焊短路过渡过程的同步多信息分析及试验[J]. 焊接,2004(8):17-20.
[3] 王 宝. 焊接电弧物理与焊条工艺性设计[M].北京:机械工业出版社,1998.
[4] 李 科,齐志龙,吴志生,等. MIG焊熔滴过渡与电弧形态的观察与分析[J]. 焊接,2016(1):19-22.
[5] 朱志明,吴文楷,陈强. 基于高速CCD摄像的短路过渡焊接熔滴检测与分析[J].焊接学报,2006,27(3):29-33.
[6] Kim Y S,Eagar T W. Analysis of metal transfer in gas metal arc welding[J]. Welding Journal,1993,72(6):269-278.
[7] 安藤弘平,长谷川光雄.施雨湘,译.焊接电弧现象[M].北京:机械工业出版社,1985.
2016-03-02
大学生创新创业训练计划资助项目(G2015266)
TG403
齐志龙,1993年出生,大学本科。主要研究方向为焊接技术与工程。
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16 01:49:26
焊接(2016年10期)2016-02-27 13:05:32
焊接(2016年1期)2016-02-27 12:54:19
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:51
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
上海金属(2014年4期)2014-12-15 10:40:30
汽车零部件(2014年5期)2014-11-11 12:24:34