现场切削在大型设备检修中的应用与思考
2016-12-20 02:09朱建新郑贺伍罗海贵
纯碱工业 2016年5期
朱建新,郑贺伍,李 茹,罗海贵
(唐山三友化工股份有限公司,河北唐山 063305)
现场切削在大型设备检修中的应用与思考
朱建新,郑贺伍,李 茹,罗海贵
(唐山三友化工股份有限公司,河北唐山 063305)
详细介绍了使用便携式机床或自制切削装置,创新性地开展大型设备现场切削技术的应用,并对现场设备切削进行了总结和展望。
大型设备;切削装置;现场切削;检修
我公司是大型纯碱生产企业,大量装备了蒸汽煅烧炉、化灰机、化渣机等大型的旋转设备,用于纯碱的生产。在长周期连续运行中,这些设备经常出现磨损或损坏,需要停车检修。在多次的检修过程中,我们通过不断摸索,使用便携式机床或自制切削装置,对以上的大型设备创新性地开展了现场切削修复,收到了良好的效果,并为不停车切削技术的应用积累了经验。
1 现场切削概述
在现代机械制造中,切削加工是将金属毛坯加工成具有一定尺寸、形状和精度的主要加工方法。而精密零件的加工,主要利用机床进行切削加工,来达到所需的加工精度和表面粗糙度。切削加工通过切削运动来完成,常见的切削方法有车、铣、刨、磨、钻、镗、插等。在一般的检修工艺中,设备磨损或损坏后的切削加工修复,需要将修复部件拆下送机加工车间,在机床上进行加工修复。但是,为降低设备停车带来的经济损失,在设备检修过程中,将便携式机床或自制切削装置安装到检修现场,对待修复部件进行切削加工作业,通常称之为现场切削。
2 现场切削的应用
2.1 现场钻削应用
2.1.1 煅烧炉汽轴取断丝
更换1#轻灰煅烧炉旋转接头时,发现旋转接头与汽轴连接用的四条螺栓疲劳断裂,断丝留在汽轴里无法取出,致使旋转接头无法及时更换,这种情形按惯例只有更换汽轴。但更换汽轴至少需五天时间,严重影响生产,而且更换汽轴的费用高昂。为此,决定采用现场钻削。借用旋转接头钢结构架铺设槽钢制成底座,将Z32K万向摇臂钻床找正并以压板固定其上,以进汽轴螺孔端面为基准,用弯尺找正调整万向摇臂钻摇臂与主轴,使其达到最佳位置。实测螺孔尺寸后制作了一块临时钻模,借用汽轴完好螺孔将其找正固定,使其为钻头导向。采用特殊角度麻花钻钻削,将断丝钻掉,再用M30丝锥进行攻丝,仅用3 h就将进汽轴断丝取出,大幅提高了设备检修效率,并避免了更换汽轴带来的巨大经济损失。
2.1.2 煅烧炉炉尾底座修复
2#轻灰煅烧炉炉尾底座内固定调整块用的M30内螺纹磨损,使用Z32K万向摇臂钻床进行修复,将钻床立柱从工作台上拆下,制作适合钻床装配空间的底座后现场安装。利用自制加长钻头钻底孔,然后攻M36内螺纹后恢复使用。3#轻灰煅烧炉炉尾底座因轴承座改型,需要重新加工M30螺孔,因现场空间狭小,我们使用结构紧凑的J1C-SZ01-49型磁座钻进行现场钻孔,然后手动攻丝,使经改造的驮轮组很快投入运行,取得了很好的效果。
2.2 现场车削应用
在车床上车削工件,主轴通过夹具将动力传递给工件使之做旋转运动,称为主运动,刀具相对工件做走刀运动,称为进给运动。因此,利用旋转设备自身的转动做主运动,利用自制的车削装置做进给运动,就可能对其回转表面进行车削。
2.2.1 发电机集电环修复
三友热电公司的25MW发电机组发电机转子集电环外壁由于与电刷接触而磨损,使与电刷接触处产生大量非正常火花,严重威胁机组运行。钢制集电环外圆分布螺旋槽,套装在发电机转子上。对其进行修复,若在车床上加工,需连同发电机转子一同抽出送机加工车间。而其拆装、找正难度是很大的,必将造成长时间停车。面对作业空间狭窄、材质钢号不明、断续切削等不利因素,通过自制底座,将CM6140车床小拖板斜向下方安装,调整汽轮机到合适转速,使用硬质合金车刀,手动进给进行车削,历时约4 h的连续作业,使集电环回转表面的圆度、圆柱度及表面粗糙度等精度得以恢复。车削装置如图1所示。
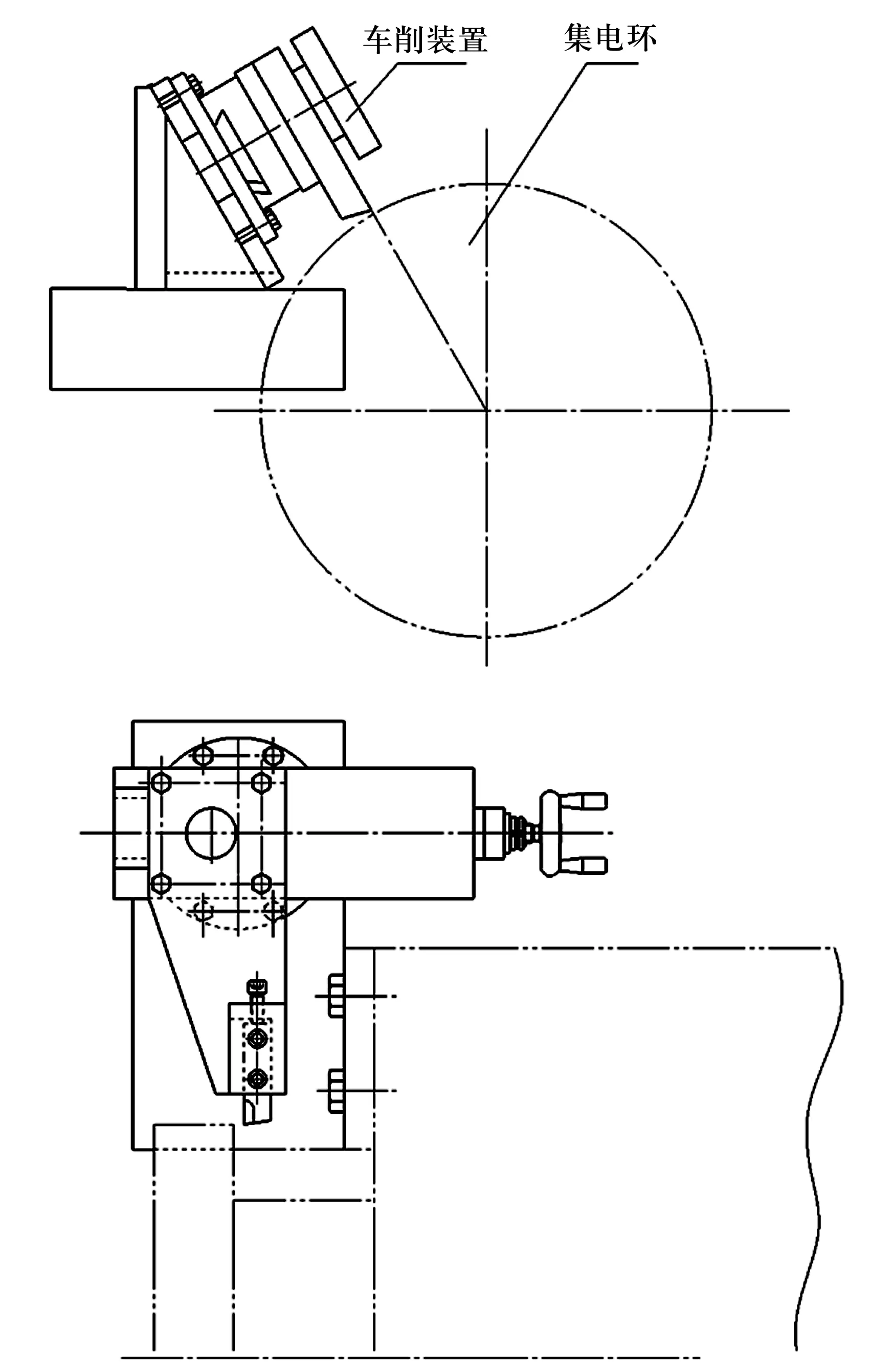
图1 集电环车削示意图
2.2.2 煅烧炉滚圈修复
我公司现有11台蒸汽加热煅烧炉,是制碱行业中最大型的旋转设备。煅烧炉炉体的重量通过两个滚圈传递给四个驮轮,使滚圈承受很大的接触应力,长时间运行后出现较大面积的点蚀,且同时伴随着较大的磨损,因此,滚圈损坏主要是外圆的精度被破坏。所以,煅烧炉在长期运行中,滚圈的外圆面不同程度出现大量凹坑及平行于炉体轴线的横向沟痕,使炉体产生严重的震动,不但使托轮组使用寿命大为缩短,而且降低生产负荷,严重时将造成停车。按传统的检修工艺,若恢复滚圈表面质量,只能采取将滚圈拆下外协加工或更换新滚圈。但是,这将导致设备停车检修工期漫长,给企业造成很大的经济损失。为此,公司决定采取现场车削的方法修复滚圈损坏的外圆面。结合设备结构特点及生产特性,通过多次测绘,设计制作了无级调速自动进给车削装置。并利用该装置对炉尾滚圈外圆严重磨损而影响生产的3#炉进行了现场车削。图2为现场车削示意图。
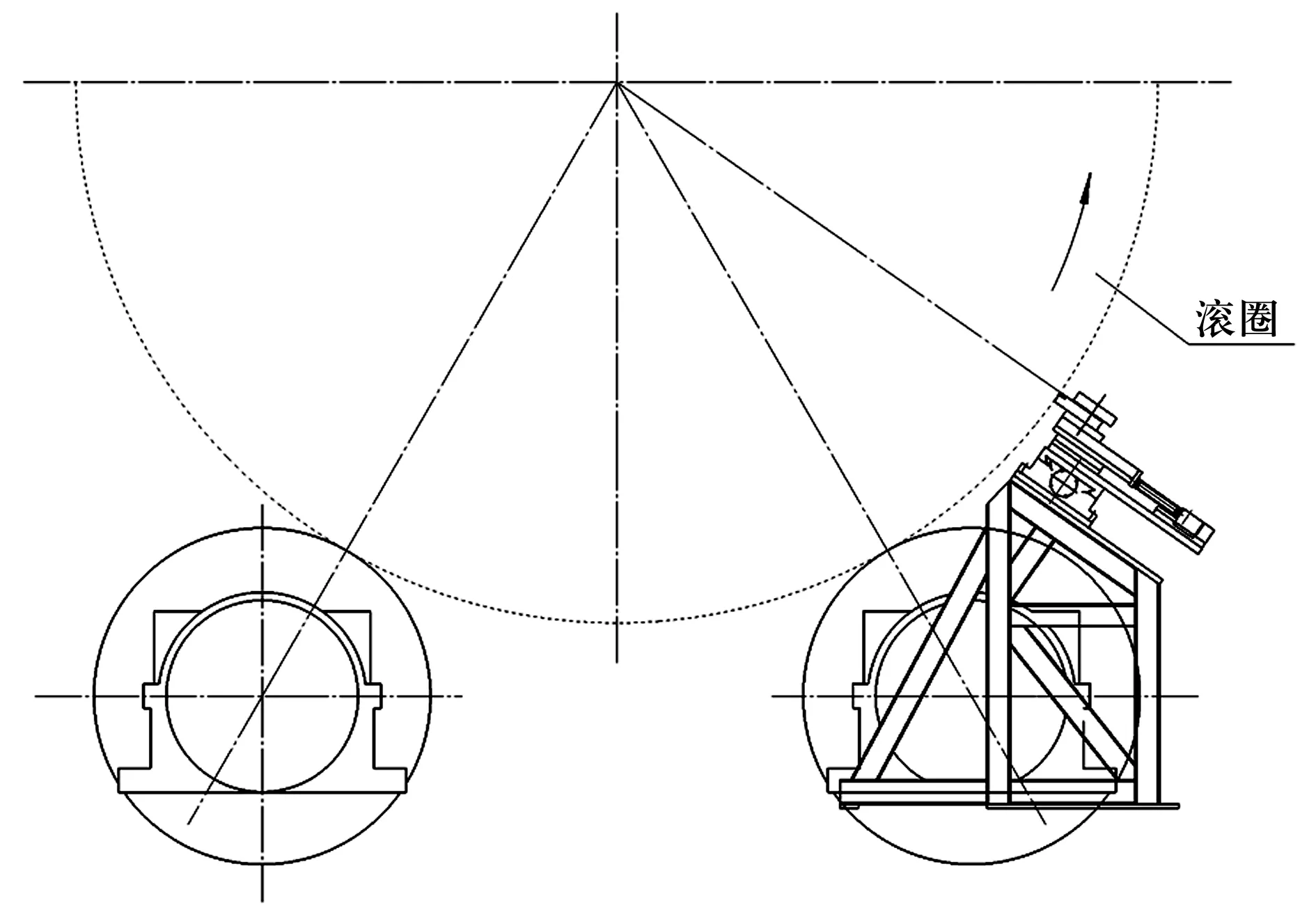
图2 滚圈现场车削示意图
该滚圈车削装置由我公司自行设计、制造、安装、调试,它由C630A小拖板、自制拖板、靠模、进给传动机构、床架组成。此装置结构简单,布局合理,操控容易,环境适应性强,在国内制碱行业尚属首创,并第一次应用在大型设备现场切削中。在成功地对3#炉滚圈进行现场车削后,认为方案可行,效果显著。此后,对多台轻灰和重灰炉滚圈进行了现场车削,收到了满意的效果。
我公司除了煅烧炉,其他如化渣机、化灰机、干燥机、水合机都安装滚圈驮轮传动装置,我们通过制作不同床架以适应不同规格驮轮,使用同一进给、传动、靠模装置先后对水合机、化渣机滚圈进行了现场车削,均取得了较好的效果。
3 效果评价
通过对现场切削在大型设备检修中的应用实例,总结出采用现场切削方法具有下列优点:
3.1 保证加工精度
被修复的回转表面以设备自身的旋转轴线为中心转动,相当于在车床上对主轴的自加工,因此,没有装夹和找正误差,使被加工面与设备的旋转中心同轴度与车削运动无关,避免了安装时找正不理想带来的同轴度超差的问题。
3.2 减少停车时间
采用现场切削,被加工件不需拆卸,省去了拆卸、安装等过程,减少了停车时间,并且有的现场车削是在生产状态下进行。如车削煅烧炉滚圈外圆时,只是在车削装置安装、拆除时停车,而在车削时,为了得到合适的切削速度,最多只需调整煅烧炉收量运行,而对炉体运行没有其他影响,这样有充分的车削时间,使车削质量易达到使用者要求。我们曾经对一台炉滚圈进行了长达一个月的车削。这一点是停车采取焊接或其他修复方法无法相比的。
3.3 节省检修费用
现场切削大都采取蚂蚁啃骨头方法,小机床切削大设备。采取现场切削法修复φ4176 煅烧炉滚圈外圆、25MW发电机转子等大型工件,可为公司节约大量的外委加工费用。
3.4 效益巨大
采取现场切削方法,经济效益是非常明显的。以煅烧炉滚圈现场车削为例,对轻灰炉滚圈车削所带来的效益是以百万元计的。尤其是在煅烧炉因炉体震动加剧被迫收量运行时,当采取其他办法无法降低炉体震动时,现场车削作为不停车检修工艺,其产生的社会效益也是积极和深远的。
4 总结与思考
通过对煅烧炉、发电机组等成功应用现场切削作业,积累了丰富的加工经验,为其他大型设备的检修提供了借鉴。但是,目前现场切削加工工艺只限于车削和钻削,镗削、铣削、磨削等现场切削加工工艺还未有具体实施案例;限于加工设备和待加工设备的精度较低原因,经现场切削加工的设备加工质量不高;靠模法现场车削滚圈尽管应用已经很普遍,但靠模的作用机理还没有可借鉴的研究成果,仍处在摸索阶段,很有必要在车床上进行模拟实验,取得影响加工精度的具体数据;应用靠模法车削滚圈,出现车削质量问题时,尤其是车出对炉体运行危害极大的多边形时,还不能准确判断原因并立即采取对应措施;应用靠模法能否车削驮轮值得进行可行性研究和实施。
5 应用前景展望
随着切削加工工艺与设备技术的不断进步,总结现有现场切削经验,研制和购置经济适用的新装备,学习和探索现场切削的新工艺、新方法,不断拓宽现场切削的应用范围,提高加工精度,将是我们今后工作的重点。特别是结合激光熔敷、冷焊、金属喷涂、刷镀等修复工艺,并积极利用CAM/CAD等智能制造技术,必将拓宽现场切削范围,提高修复效果。目前我公司拥有多种煅烧炉、滤碱机、压缩机等大型旋转设备和静止设备,随着我们对大型设备利用现场切削进行修复的工艺和方法的不断完善和推广,必然对公司生产的稳定运行做出更大的贡献。
[1] 潘鸿恩,孙锡吾. 纯碱生产设备检修与防腐[M].沈阳:辽宁科学技术出版社,1991
TQ114.15
B
1005-8370(2016)05-20-03
2016-07-08
朱建新(1969—),高级工程师,唐山三友化工股份有限公司制修车间四级专家。
猜你喜欢
水电站机电技术(2022年6期)2022-06-28
上海大中型电机(2021年4期)2021-12-17
防爆电机(2021年4期)2021-07-28
上海大中型电机(2021年2期)2021-07-21
玻璃(2020年2期)2020-12-11
当代工人(2019年24期)2019-01-17
山东工业技术(2016年15期)2016-12-01
电子制作(2016年19期)2016-08-24
工业炉(2016年1期)2016-02-27
纯碱工业(2015年3期)2015-12-03