电化学蚀除YT15硬质合金刀具表面的SEM分析
2016-12-16 11:19蔡晓,庞桂兵,辛开开,季田,王帅,徐文骥
大连工业大学学报 2016年6期
蔡 晓, 庞 桂 兵, 辛 开 开, 季 田, 王 帅, 徐 文 骥
( 1.大连工业大学 机械工程与自动化学院, 辽宁 大连 116034;2.大连理工大学 机械工程学院, 辽宁 大连 116024 )
电化学蚀除YT15硬质合金刀具表面的SEM分析
蔡 晓1, 庞 桂 兵1, 辛 开 开1, 季 田1, 王 帅1, 徐 文 骥2
( 1.大连工业大学 机械工程与自动化学院, 辽宁 大连 116034;2.大连理工大学 机械工程学院, 辽宁 大连 116024 )
以YT15为实验对象,对原始表面进行统一加工条件下的研磨处理,使之具有一致的表面粗糙度,进行电化学蚀除实验,获得SEM图像进行分析对比。实验发现,不同电解液获得的表面微观腐蚀形貌差异显著,NaNO3钝化成膜性能良好,表面膜厚而致密,不同电极电位的合金项组分蚀除效果差异明显;NaOH没有明显的钝化成膜现象,不同合金项组分的蚀除效果差异不显著;H2SO4+H3PO4则有较薄而均匀的成膜能力,能有效抑制合金项的不均匀蚀除作用。
硬质合金;电化学加工;电解液;微观形貌
0 引 言
硬质合金具有高强度、高硬度、高耐磨性和耐腐蚀性等特性[1-2],硬质合金刀具已成为目前工业生产中最广泛应用的刀具材料之一[3]。由于硬质合金的物理力学特点,加工一直是个难点,目前广泛应用的硬质合金加工方法主要是金刚石磨削加工和电火花加工等[4]。金刚石磨削加工效率较低,成本高,电火花加工难以获得良好的表面质量且效率较低。加工手段的缺失一定程度上限制了硬质合金的推广应用。电化学加工[5]具有电极无损耗、加工效率受材料物理性质影响小、可以一次成型零件等特点,成为难加工材料重要的加工方法。但是由于硬质合金的多组分特性和电化学蚀除机理,硬质合金电化学蚀除特性较碳钢等金属更为复杂。针对硬质合金的难加工特性,研究者将电化学加工应用于硬质合金加工,进行了相关实验研究和理论探讨。Kelluer等[6]结合了交流阻抗分析法(EIS)与极化曲线分析法研究了WC晶粒尺寸对WC-Co合金在碱性溶液中腐蚀行为的影响;马鋆等[7]通过实验测量得到Tafel曲线和Nyquist图谱,研究了无金属黏结相硬质合金的电化学腐蚀行为;周红等[8]针对钨钻镍硬质合金,研究了电解液配方对腐蚀行为的影响;陈淑芬等[10]研究了交流电化学加工钨钻硬质合金时,负半周电流对腐蚀行为的影响。现有对电化学加工硬质合金的研究工作,多数是研究从粗糙到光滑的过程,导致定量分析时缺乏统一的标准,对微观蚀除规律难以分析准确。本文以工业生产中常用的YT15为实验对象,对试件原始表面进行统一的研磨处理,使其达到接近镜面级的粗糙度(0.04~0.05 μm),采用3种具有代表性的电解液NaNO3(中性非线性)、NaOH (碱性)、H2SO4+H3PO4(酸性),通过扫描电镜获取表面微观形貌,掌握和对比不同电解液条件下的表面成膜特性及形貌变化规律,为硬质合金电化学加工提供依据。
1 实验方案
对试件进行统一加工条件下的研磨处理,使实验结果更具有统一性和可比性。试件实物和研磨后的SEM如图1所示。YT15的组分和电化学当量值,如表1所示。主要实验条件如表2所示。实验原理如图2所示。图2(a)为采用NaNO3、NaOH的实验原理,试件置于夹具中并与电源正极相连,电解液从进口流入,通过试件与阴极之间的间隙流出,通电后试件发生电化学蚀除。图2(b)为采用H2SO4+H3PO4加工的实验原理,阴阳极以一定间隙置于电解液中,通过水浴加热达到特定温度。

a) 试件实物照片

(b) 原始表面SEM照片 (×5 000)

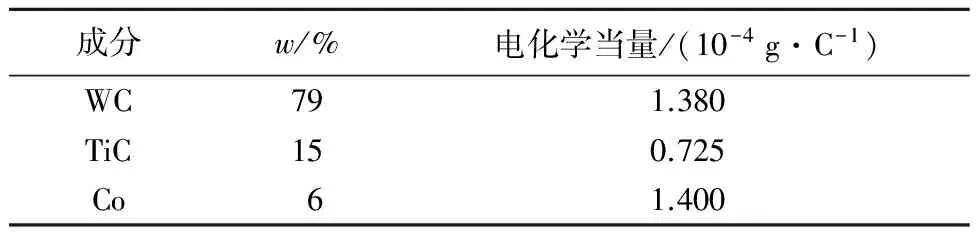
表1 YT15硬质合金的主要成分及电化学当量

表2 主要实验条件

图2 实验原理图
2 结果与分析
2.1 电解液及电流密度对表面形貌影响
2.1.1 NaNO3电解液的实验结果
采用NaNO3电解液在不同电压及电流密度条件下获得的表面SEM图如图3所示。随着电流密度增加,表面呈现局部严重腐蚀,形成凹洼的斑点状腐蚀坑,凸起部分以残渣形式脱落,当电流密度升高时点蚀和剥落逐渐减少或消失。当电流密度升高到2.19 A/cm2时,表面形成较致密的明显钝化膜,凹缝更加清晰,而后电流密度升高凹缝又逐渐减小。
2.1.2 NaOH电解液的实验结果
采用NaOH电解液在不同电压及电流密度条件下获得的试件表面SEM图如图4所示。同样的电压条件下,采用NaOH电解液得到了较NaNO3电解液更高的电流密度。当电流密度从1.94 A/cm2变化至15.8 A/cm2时,表面腐蚀基本呈现均匀腐蚀,未出现明显的凹洼和凹缝,电流密度变化对表面形貌影响的敏感性小。

图3 以NaNO3为电解液获得的SEM图

图4 以NaOH为电解液获得的SEM图
2.1.3 H2SO4+H3PO4电解液的实验结果
采用H2SO4+H3PO4电解液在不同电压及电流密度条件下获得的试件表面SEM图如图5所示。同样的电压条件下,H2SO4+H3PO4电解液获得的电流密度高于NaNO3电解液但低于NaOH电解液。电流密度较小时,表面成膜均匀,蚀除效果也较均匀,随着电流密度升高,产生了局部加速腐蚀,形成凹洼的斑点状点蚀坑,电流密度继续升高,凹缝加深, 微观局部产生了材料残渣脱落的现象。

图5 以H2SO4+H3PO4为电解液获得的
2.2 电解液对YT15加工效果的综合分析


图6 相同电压(4 V)不同电解液的腐蚀效果(×5 000)

图7 相同电流密度(4.13 A/cm2)不同电解液的腐蚀效果(×5 000)
3 结 论
对YT15硬质合金,电化学腐蚀的阳极行为主要取决于电解液成分,溶膜反应特征是影响硬质合金表面腐蚀形貌的主要因素。NaNO3电化学加工钨钴钛合金时,阳极不溶性产物主要是钨的氧化物覆盖于加工表面,形成选择性腐蚀,表面材料不均匀去除明显;NaOH中的OH-离子有较强的活化去膜能力,容易实现表面均匀蚀除;H2SO4+H3PO4成膜均匀,对合金的不均匀溶解具有良好抑制作用。
[1] 易丹青,陈丽勇,刘会群,等.硬质合金电化学腐蚀行为的研究进展[J].硬质合金,2012,29(4):238-253.
[2] KIM H, SHON I, YOON J. Comparison of sintering behavior and mechanical properties between WC-8Co and WC-8Ni hard materials produced by high requency induction heating sintering[J]. Metals and Materials International, 2006, 12(2): 141-146.
[3] 吴冲浒,聂洪波,肖满斗,等.纳米材料在硬质合金中的应用[J].中国材料进展,2014,33(1):40-43.
[4] 丁春生,赵延军,丁玉龙.不同晶粒度硬质合金的磨削性能研究[J].金刚石与磨料磨具工程,2009,10(2):67-70.[5] FUJISAWA T, INABA K, YAMAMOTO M, et al. Multi physics simulation of electrochemical machining process for three dimensional compressor blade[J]. Journal of Fluids Engineering, 2008, 130(2): 1-8.
[6] KELLNER F, HILDEBRAND H, VIRTANEN S. Effect of WC grain size on the corrosion behavior of WC-Co based hard metals in alkaline solutions [J]. Journal of Refractory Metals and Hard Materials, 2009, 27(2): 806-812.
[7] 马鋆,张立,单成,等.无金属粘结相硬质合金的电化学腐蚀行为[J].粉末冶金材料科学与工程,2011,16(6):821-825.
[8] 周红,胡映宁,廖小平.硬质合金表面的电解整平与抛光[J].化学世界,1999,10(2):42-45.
[9] 陈淑芬,万胜美,王天雾,等.交流电化学加工钨钻硬质合金的研究[J].电加工与模具,2000,11(1):72-75.[10] 罗军明,徐吉林,邓莉萍,等.TiC钢结硬质合金表面特性[J].材料热处理学报,2014,35(2):175-177.
赵艺红,彭彦平,靳永强,庞桂兵,卜繁岭.阀门屏蔽式驱动装置的设计与计算分析[J].大连工业大学学报,2016,35(6):486-489.
SEM analysis of electrochemical corrosion machining on the surface of cement carbide YT15
CAI Xiao1, PANG Guibing1, XIN Kaikai1, JI Tian1, WANG Shuai1, XU Wenji2
( 1.School of Mechanical Engineering and Automation, Dalian Polytechnic University, Dalian 116034, China; 2.School of Mechanical Engineering, Dalian University of Technology, Dalian 116024, China )
The original surface of specimen was lapped under the unified processing condition to obtain the uniformed surface roughness using YT15 as material. The electrochemical machining experiment was carried out and SEM pictures were obtained. The result showed that micro corrosion morphologies on surface of different electrolytes were significantly different. NaNO3had good performance of passivation film, with thick and dense surface. The effect of different electrode potential on the corrosion of the alloy was obvious. NaOH had no obvious passivation film and no significant difference in different alloy parts. H2SO4+H3PO4had thin and uniform film forming ability, which could suppress the non-uniform corrosion effect effectively.
cemented carbide; electrochemical machining; electrolyte; microstructure
2015-04-08.
国家自然科学基金资助项目(51275062);辽宁省优秀人才支持计划项目(LR2014014);大连市科技计划项目(2015A11GX025).
蔡 晓(1988-),男,硕士研究生;通信作者:庞桂兵(1975-),男,教授.
TG713.1
A
1674-1404(2016)06-0482-04
CAI Xiao, PANG Guibing, XIN Kaikai, JI Tian, WANG Shuai, XU Wenji. SEM analysis of electrochemical corrosion machining on the surface of cement carbide YT15[J]. Journal of Dalian Polytechnic University, 2016, 35(6): 482-485.
猜你喜欢
山东冶金(2022年4期)2022-09-14
现代农业科技(2022年1期)2022-01-17
核科学与工程(2021年4期)2022-01-12
四川冶金(2019年4期)2019-11-18
山东冶金(2019年5期)2019-11-16
钻井液与完井液(2018年5期)2018-02-13
凿岩机械气动工具(2016年1期)2016-11-11
凿岩机械气动工具(2016年3期)2016-03-01
中国资源综合利用(2016年7期)2016-02-03
食品工业科技(2014年23期)2014-03-11