小直径焊管管端修磨头设计
2016-12-16 05:56:42吴来友张继建熊兆军
焊管 2016年4期
吴来友,张继建,黄 勇,熊兆军
(山东胜利钢管有限公司,山东 淄博255082)
小直径焊管管端修磨头设计
吴来友,张继建,黄 勇,熊兆军
(山东胜利钢管有限公司,山东 淄博255082)
针对目前行业内采用的传统修磨机无法满足小直径焊管管端自动内修磨的问题,设计了一种适用于小直径螺旋焊管管端内修磨磨头。该设计对修磨机的磨头机构进行了重新布局,使用单轮结构代替原来的双轮结构,并去除原先的偏摆机构等,对传统磨头进行简化。同时制作了样机,进行了相关试验,试验结果证明了该设计方案可以较好地解决小直径钢管的管端修磨问题,同时与原来的磨头机构不冲突,对修磨大直径钢管也是一种很好的补充方法,可以在制管生产线上广泛应用。
焊管;小直径;管端修磨;单轮;砂带
管端内修磨是螺旋埋弧焊管生产过程中的一道重要工序。目前,国内生产企业所使用的砂带修磨机只能修磨规格Φ508mm及其以上的钢管,而国外管端修磨机也仅能对规格Φ406mm及其以上规格钢管进行修磨。
为了解决现有修磨设备无法对较小直径的钢管进行管端修磨的问题,本研究设计了一种磨头,能够较好的完成小直径钢管管端修磨。
1 传统磨头机结构及工作原理
1.1 传统磨头机结构
现阶段生产企业在管端修磨环节主要采用BSW设计方案,即使用两轮/三轮砂带修磨机进行管端磨削。传统修磨机磨头的典型结构如图1所示。
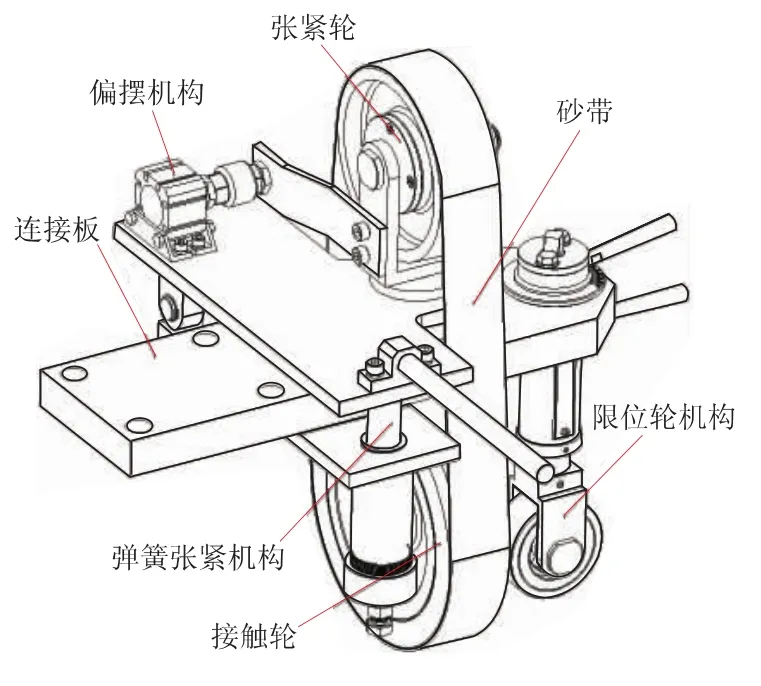
图1 传统修磨机磨头结构示意图
1.2 传统磨头机工作原理
修磨机作业时,调节限位轮的高度,使其与接触轮同时接触钢管内壁,并调整限位轮的旋向,使限位轮端面与钢管焊缝螺旋线平行。通过张紧轮调节张紧机构,以此张紧砂带。调节偏摆机构能使砂带在高速运转过程中沿接触轮宽度方向来回摆动,保证磨粒均匀参与磨削,从而达到延长砂带使用寿命的作用。磨头机构进入待修磨钢管内部后,由主轴驱动电机带动主轴和接触轮一起旋转,实现修磨管端内焊缝的功能。
2 小直径钢管修磨的难点
在对钢管进行修磨时,修磨头必须进入钢管内部并与焊缝接触才能进行修磨。现有修磨机无法进行小直径管端的内修磨主要是由于修磨机尺寸较大。理论上来说,只要将传统修磨头尺寸进行“缩小”就可以进入小管径钢管内部进行修磨。但实际上,传统的两轮修磨头基本无法再进行尺寸上的缩小,主要原因有:①砂带由于粒度、效率等原因,弯曲半径不能缩到太小;②缩到太小会增加制造成本,并影响强度及修磨效率。
3 小直径钢管磨头设计
当前使用的传统管端修磨机磨头由于采用两轮/三轮结构,并带有偏摆机构和张紧装置,因此整体框架较大,张紧轮顶部与接触轮底部高度较高,不能进入小直径的螺旋焊管中进行管端内修磨。因此,为适应小直径钢管的管端修磨,本研究准备使用单轮修磨代替双轮修磨。具体设计思路:①整体采用单轮结构,从而节省出较大空间;②不再采用偏摆机构(偏摆机构的主要作用是延长砂带寿命,可不使用,其修磨质量可通过后期试验验证得以证实);③使用具有自张紧的修磨轮代替原先的张紧机构。
整机设计方案如图2所示,基本操作方法与传统修磨机相同。使用前调整限位轮的高度和角度,启动电机,通过传动系统带动修磨轮旋转,实现修磨功能。
Φ219mm钢管修磨模拟如图3所示。本设计的磨头机构能够顺利进入到Φ219mm钢管内部,各部分尺寸均不发生干涉,能实现对Φ219mm及以上管径的管端内修磨,达到设计要求。
本设计不改变原来结构,可拆装使用,如果修磨大管径钢管时,可将原先的张紧轮模块加装,可实现所有管径的修磨。
但是本设计也存在一定的不足,例如砂带的周长与原来相比变短了,会增加砂带单位面积的磨削次数,从而降低砂带的使用寿命。
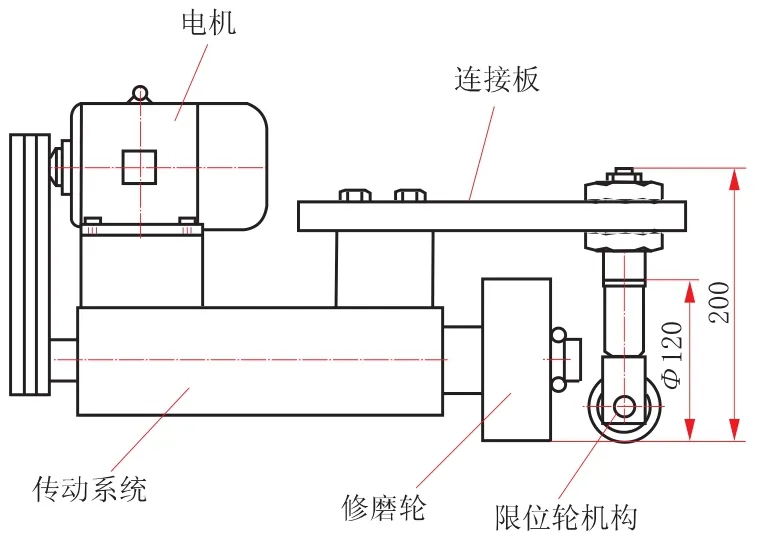
图2 新磨头机构设计示意图
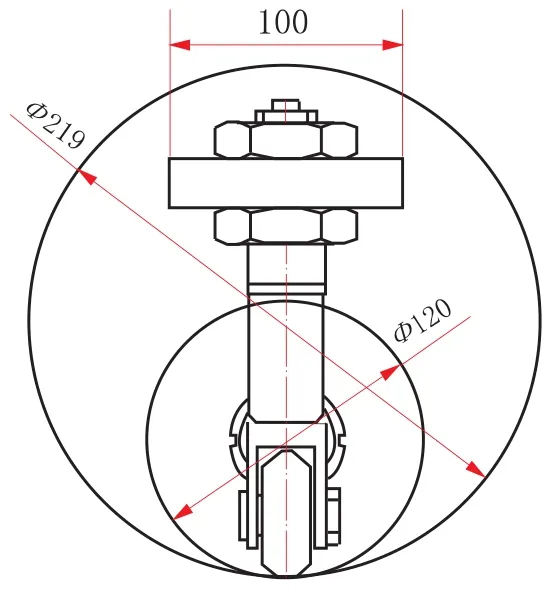
图3 Φ219mm钢管修磨模拟图
4 小直径钢管修磨轮设计
在小直径钢管管端修磨系统中,修磨头的关键是修磨轮,其设计难点:①必须使用柔性材料以保证摩削过程是软接触;②必须保证砂带能自由安装;③具有张紧功能;④具有散热功能。修磨轮选用柔性材料,有利于安装砂带,必然会减弱张紧功能,如果选用“硬”材料,会减弱磨头弹性和缓冲性能,加快砂带的磨损,虽然在一定程度上增强张紧功能,但加大了砂带安装难度。
为此设计了新的修磨轮,其结构如图4所示。修磨轮直径120mm,宽度50mm,比现修磨轮的直径(140mm)略小。新设计修磨轮由砂带、橡胶层和内毂3部分组成,橡胶层的材质是做橡胶轮的常用材料,具有良好的弹性和缓冲性能,设计成带长条孔的结构有利于散热,能提高磨头的使用寿命。内彀是45#钢经机械加工而成。橡胶层和内彀是通过压力机压造而成,两者配合非常紧密,不会出现错位、打滑现象。
安装砂带时,只需将橡胶层按顺时针方向挤压即可装上。将接触轮安装在主轴上时,一定要按顺时针方向装配,因为主轴的旋转方向是顺时针,这样主轴带动新接触轮沿顺时针方向转动,橡胶层会受到逆时针方向的反作用力,使橡胶层整体有张紧的效果,从而达到防止砂带脱落的效果。因此,橡胶层这种带长条孔状的设计,一方面有利于砂带的安装,另一方面有防止砂带打滑的效果,同时还有散热的作用。从而解决了修磨轮的设计难点。

图4 小直径钢管修磨轮结构图
5 生产应用
为了验证该小直径钢管管端修磨方案的可行性,本研究依据图2所示制作了修磨头样机,并对其修磨效果进行了验证。以Φ325mm×7mm钢管管端内修磨为例,结果如下:
(1)修磨10根钢管,并测量焊缝余高,平均值为0.3mm,符合标准要求。修磨效果良好,修磨效果如图5所示。

图5 Φ325mm管端修磨效果图
(2)每根钢管沿管端向里修磨110mm,每根砂带能修磨25根钢管,比原先砂带单位长度修磨根数仅降低8%,可以满足实际使用要求。
(3)每根钢管的修磨时间比使用原先的磨头机构增加5%,满足使用要求。
6 结 语
单轮修磨头的设计可以较好地解决小管径钢管的管端修磨问题,同时与原来的磨头机构不冲突,对修磨大直径钢管也是一种很好的补充方法。本研究设计的磨头机构,拆装方便,成本低,可以在制管生产线上广泛应用。
[1]张继建.螺旋焊管双面修磨技术研究[D].济南:山东大学,2015.
[2]黄梦真,张晓梅.浅谈砂带磨削技术的优势及发展现状[J].科技信息,2009(11):552.
[3]苗天,李黎,刘红光,等.砂带磨削效率的实验研究[J].林业机械与林工设备,2012,40(4):29-32.
[4]黄云,黄智.砂带磨削的发展及关键技术[J].中国机械工程,2007,18(18):2263-2267.
[5]罗钢,朱成华.大型焊接钢管管端螺旋焊缝砂带抛磨机床的研制[J].机床与液压,2010,38(16):36-37.
[6]陈其卫,张世平,陆新英.螺旋焊管管端焊缝自动磨削机[J].焊管,2005,28(5):72-74.
[7]杨可桢.机械设计基础[M].北京:高等教育出版社,2014.
[8]成大先.机械设计手册[M].北京:机械工业出版社,2009.
[9]李良军.机械设计[M].北京:高等教育出版社,2010.
[10]范钦珊,陈建平.理论力学[M].北京:高等教育出版社,2009.
Pipe End Grinding Head Design for Small Diameter Welded Pipe
WU Laiyou,ZHANG Jijian,HUANG Yong,XIONG Zhaojun
(Shandong Shengli Steel Pipe Co.,Ltd.,Zibo 255082,Shandong,China)
The traditional grinding machine,commonly used in industry at present,cannot solve automatic grinding for small diameter welded pipe end,so a kind of pipe end grinding head was designed for small diameter SAWH pipe end.The design relayout the grinding mechanism of grinding machine,using a single round structure to replace the original double round,removing the original yawing mechanism,simplifying the traditional grinding head.A sample was made,and the relevant tests were carried out,the experimental results verified this design scheme can better solve pipe end grinding for small diameter steel pipe,does not conflict with the original grinding head organization at the same time,which is a good supplementary method for large diameter steel pipe grinding,can be widely used in pipe-making production line.
welded pipe;small diameter;pipe end grinding;single round;abrasive band
TH133 文献标志码:B DOI:10.19291/j.cnki.1001-3938.2016.04.009
吴来友(1987—),男,汉族,助理工程师,目前主要从事螺旋焊管设备管理、设计和技术服务工作。
2016-1-13
张 歌
猜你喜欢
中国介入心脏病学杂志(2022年7期)2022-09-16 07:53:24
中国特种设备安全(2021年1期)2021-07-21 08:56:56
焊管(2020年10期)2021-01-29 08:01:00
制造技术与机床(2017年5期)2018-01-19 02:49:04
中国新技术新产品(2018年21期)2018-01-05 11:07:36
制造技术与机床(2017年11期)2017-12-18 06:46:28
小学生作文(低年级适用)(2016年9期)2016-11-11 06:31:53
河北工业大学学报(2016年6期)2016-04-16 02:54:20
重型机械(2016年1期)2016-03-01 03:42:03
组合机床与自动化加工技术(2014年12期)2014-03-01 02:23:00