螺旋焊管预精焊机组内焊臂振动的ANSYS分析
2016-12-16 05:56:43张继健罗天宝
焊管 2016年4期
付 超,张继健,罗天宝
(山东胜利钢管有限公司 工艺技术研究中心,山东 淄博255082)
螺旋焊管预精焊机组内焊臂振动的ANSYS分析
付 超,张继健,罗天宝
(山东胜利钢管有限公司 工艺技术研究中心,山东 淄博255082)
为了解决螺旋焊管预精焊机组精焊内焊臂振动导致的内焊缝质量问题,分析了预精焊机组精焊内焊臂在焊接过程中的振动原因,利用ANSYS 15.0 workbench有限元分析软件,模拟了内焊臂由于电弧不稳定引起的振动问题。结合模拟数据与实际生产情况,设计了一套精焊内焊臂自动稳定机构,同时配合控制预焊缝的飞溅物、氧化物、烧穿、断弧等缺陷的修磨以及引熄弧板的稳定过渡,减少了焊接过程中的振动问题,提高了精焊内焊缝的焊接质量。
ANSYS;预精焊;悬臂梁;内焊臂
随着我国油气管网建设的逐步深入,螺旋焊管预精焊工艺得到了推广。经过几年的发展,我国预精焊技术已达到国际领先水平,业内也有大量的关于预精焊技术的设备、工艺、焊缝质量控制等方面的研究[1-5],使预精焊工艺的自动化程度高、焊缝性能优异、残余应力小、成型焊接互不干扰等优势得以充分体现。但是,随着对该技术的深入研究以及实际生产经验,该工艺也存在一定的缺点,如预焊缝缺陷对精焊质量的影响、管端质量的影响因素较多等[6]。
山东胜利钢管有限公司的预精焊机组是引进德国的先进设备,自动化程度高,预焊可实现8~12 m/min的MAG焊接,精焊实现了内外焊5丝埋弧焊接,生产效率高[7],高质量完成了西气东输三线、中亚管线、中缅管线、委内瑞拉管线等多个国内外大型管线管的生产任务。然而在实际生产过程中,预精焊机组也存在一些影响质量的因素,较为明显的是焊接过程中内焊臂的振动问题。精焊机内焊臂长度达16.5 m,焊接过程中遇到预焊缝打点处、飞溅物堆积处或者焊缝不规则处,由于电弧的弧长急剧变化,电焊机反馈送丝驱动容易引起内焊头的振动,往往会导致内焊缝不规则,甚至引起焊丝粘拉焊头、断弧等缺陷,影响焊缝的一次合格率。
1 内焊臂振动原因分析
精焊内焊结构如图1所示。内焊臂长16.5 m,一端固定,另一端装配送丝系统调节、偏心距调节、高度调节以及焊枪等设备,钢管由底部螺旋驱动辊传送进入内焊臂,可焊接钢管最大长度为15 m,内焊三丝纵向排列,焊接高度设定范围26~30mm。
预焊缝为高速MAG焊缝,不可避免地存在一些飞溅或者弧坑缺陷,管端引熄弧板的过渡都有可能形成类似过渡台阶。精焊焊接电源为数字电源,采用恒流控制,变速送丝埋弧工艺,通过电压信号的变化,反馈给电焊机内部微处理器,做出指令给送丝驱动,调节送丝速度以稳定电压。
恒流控制原理如图2所示,预焊缝在B点处存在较大弧坑,焊丝由A点到B点时,电流不变,电压突然升高(有时变化可达3~5 V),为使电压保持稳定,电焊机做出反馈加快送丝速度,瞬间可达到2 m/min,甚至更高,形成电弧摆动,导致内臂振动。若送丝速度过快,电流来不及全部熔化焊丝,可能导致焊丝瞬间冲击钢管,形成瞬时熄弧起弧,大臂振动更为严重,还有可能形成短路、粘拉焊头、断弧等缺陷。

图1 精焊内焊结构简图

图2 恒流控制原理图
2 内焊臂振动的有限元模拟
ANSYS 15.0有限元软件是一个多用途的有限元计算机设计程序,可用来求解结构、流体、电力、电磁场及碰撞等问题,因此可应用于航空航天、汽车工业、生物医学、桥梁、建筑、电子产品、重型机械、微机电系统、运动器械制造等工业领域[7]。本研究采用ANSYS 15.0 workbench模拟内焊臂的振动位移和频率。
2.1 建模与网格划分
内焊臂的材料为铸钢,截面形状如图1所示。设定材料时选择材料基本属性添加进数据库,其中主要数据包括弹性模量(2.06 GPa)、泊松比(0.3)、密度(7.8×103kg/m3)等。网格划分如图3所示。
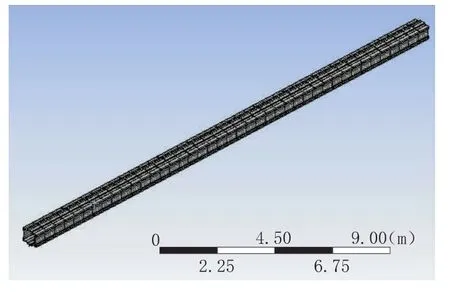
图3 内焊臂网格划分图
2.2 约束及载荷
[8]~[10]中对内焊臂的载荷与约束设定如图4所示。A处标准重力加速度为9.8 m/s2,用于考虑内焊臂的自重;B处固定,由于焊接过程中,内焊臂移动是由PLC程序锁定的(BHM,beam height motor锁定),故在大臂固定端设定x、y、z三个方向全约束;C处载荷为583.87 N。

图4 内焊臂约束及载荷
数字电焊机采集的送丝扭矩如图5所示。数字电焊机可实时采集内焊3个焊丝的送丝驱动扭矩信息,据此可计算得到焊丝的驱动力。根据实际情况统计了某一管线生产时内焊臂振动较为严重时的送丝扭矩,考虑到自由端还受焊接过程中电弧力、熔滴力等其他因素的影响,设定载荷为580 N的力作用在内焊1#焊丝上(根据经验可知内焊臂的振动主要是因为1#焊丝的电弧波动引起的),用于模拟电弧波动时作用在焊丝上的力。本研究不考虑内焊臂在振动过程中与钢管的相互作用,施加约束和载荷后,即得到一个自由端受集中力的悬臂梁振动模型。

图5 数字电焊机采集的送丝扭矩
2.3 结果分析
经过ANSYS计算,可以得到内焊臂的位移、应力与应变云图(大臂振动位移云图如图6所示),以及内焊臂振动的动画模型、内焊臂的各阶振动频率 (其中一阶为2.595 8 Hz)。计算得到的y方向(即焊接高度方向)自由端最大位移为0.004 7 m,而实际设定的焊接高度变化范围为±5mm,+5mm的波动电弧被拉的过长会引起断弧,-5mm的波动电弧被压得过短会形成焊缝不规则,或者焊丝粘拉焊头。该模拟振动未考虑与钢管的相互作用,是大臂自由端自由振动的位移。

图6 大臂振动位移云图
3 内焊臂自动稳定机构的设计
结合ANSYS 15.0的模拟数据,设计了一套稳定精焊内焊臂的机构,内焊臂下共布置了4台升降器,每台升降器主要包括1个距离检测传感器、1个电磁阀、1个气缸和1个万向球等零件。由传感器检测钢管离开该位置时,电磁阀控制气路导通,气缸自动升起,顶部万向球支撑内焊臂,可有效缓冲内焊臂的振动,减小其振幅与振动时间,提高内焊缝质量。
此外为了减少内焊臂的振动,还应要求预修补岗位严格按照工艺卡要求修磨预焊缝的飞溅物、氧化物、烧穿、断弧等缺陷,以保证精焊焊接时电弧波动平稳。尤其应该注意的是起弧过程中的内焊臂振动,因为内焊两个交流焊丝延时起弧,对直流焊丝电弧会形成干扰,加之起弧过程由起弧板过渡到钢管,更易造成内焊臂的不稳定。引熄弧板与钢管也应处于同一个平面,防止产生过渡台阶,对接焊缝应尽量平缓,也可适当加大引弧板尺寸,使起弧过程稳定之后再过渡到钢管。
4 结 语
预精焊技术经过国内几年的发展已经逐渐完备,甚至已经达到国际领先水平,但是随着研究的深入以及大壁厚高强钢螺旋焊管对焊接质量要求的提高,预精焊工艺仍存在改进的余地。本研究利用ANSYS 15.0软件分析了精焊内焊臂在焊接过程中由于电弧波动形成的振动,设计了一套稳定内焊臂的机构,有助于提高预精焊焊缝质量。
参考文献:
[1]毛周团,尹志远,王少华,等.螺旋埋弧焊管预精焊生产工艺[J].焊管,2010,33(3):52-55.
[2]陈咏华,李灼华,陈阳,等.螺旋埋弧焊管预精焊机组改造实践[J].制造业自动化,2015(9):11-13.
[3]付超,杨振铎,罗天宝.螺旋缝埋弧焊管预精焊生产线全自动精焊设备[J].现代焊接,2014(12):95-98.
[4]程绍忠,陈其卫,陈英莲.螺旋埋弧焊管两步法生产工艺技术的应用探讨[J].钢管,2007,36(5):36-40.
[5]王凤成,崔晓峰,王国胜,等.螺旋缝焊管预焊缺陷对精焊质量的影响与控制[J].钢管,2012,41(2):49-52.
[6]唐子金.螺旋埋弧焊管预精焊质量控制方法探讨[J].焊管,2011,34(2):26-29.
[7]杨青建,司译,李国松,等.先进的预精焊生产设备[J].焊管,2014,37(S1):23-26.
[8]许进峰.ANSYS Workbench 15.0完全自学一本通[M].北京:电子工业出版社,2015.
[9]杨帆,宋小军.悬臂梁的有限元分析[J].科技广场,2008(5):131-132.
[10]李黎明.ANSYS有限元分析实用教程[M].北京:清华大学出版社,2005.
Welding Arm Vibration ANSYS Analysis of SAWH Pipe Tack-finish Welding Unit
FU Chao,ZHANG Jijian,LUO Tianbao
(Shandong Shengli Steel Pipe Co.,Ltd.,Zibo 255082,Shandong,China)
In order to solve the quality problem of inside weld caused by inside welding arm vibration of SAWH pipe tack-finish welding unit,it analyzed the vibration reason.It simulated the welding vibration caused by electric arc instability utilizing the finite element analysis software ANSYS workbench 15.0,designed a set of automatic stabilization mechanism for finish welding inside welding arm combined with the simulated data and actual production conditions,at the same time cooperated with control tack welding spatter,oxide,burn through,defects grinding such as arc breaking,and the stable transition of up arc tab/down arc tab,which can reduce the vibration problem in welding process,improve the welding quality of finish welding inside weld.
ANSYS;tack-finish welding;cantilever beam;inside welding arm
TG409 文献标志码:B DOI:10.19291/j.cnki.1001-3938.2016.04.010
付 超(1987—),男,工程师,在读博士,主要从事预精焊工艺与高强钢螺旋焊管的研究。
2015-12-05
黄蔚莉
猜你喜欢
智能建筑电气技术(2022年2期)2022-02-06 02:30:58
制造技术与机床(2019年9期)2019-09-10 07:36:42
电子制作(2017年22期)2017-02-02 07:10:15
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
汽车零部件(2014年5期)2014-11-11 12:24:34
电焊机(2014年3期)2014-03-12 06:51:44
电焊机(2014年4期)2014-03-12 06:51:44
电焊机(2014年2期)2014-03-12 06:50:24
铁路通信信号工程技术(2014年6期)2014-02-28 16:58:24