电阻焊管焊缝位置的偏转及调控方法
2016-12-16 03:56:30曹国富
焊管 2016年3期
曹国富
(广东省江门市俭美实业有限公司,广东 江门529000)
电阻焊管焊缝位置的偏转及调控方法
曹国富
(广东省江门市俭美实业有限公司,广东 江门529000)
针对电阻焊焊管生产过程中,焊缝位置保持不变会对圆管尺寸和轧辊寿命产生不良影响的问题,从确保焊管尺寸公差、延长轧辊使用寿命和满足异型管使用要求等方面,分析了焊缝位置调控的必要性。提出了调整焊缝位置的方法,如成型辊法、导向辊法和定径辊错位法,并介绍了这些方法控制焊缝位置的基本原理及其控制效果和优缺点。在实际生产过程中,可以结合实际情况单独使用或组合使用这些调整方法以达到更好地调整效果。
焊管;焊缝;焊缝位置调整;成型辊法;导向辊法;定径辊错位法
1 调控焊缝位置的必要性
在电阻焊焊管生产过程中,及时调控焊缝位置能够维持圆管尺寸公差、延长轧辊使用寿命、满足异型管深加工的需要。
1.1 保证圆管尺寸公差
在直缝焊管生产过程中,由于焊缝及其热影响区部位的温度和硬度相对管体其它部位高,如果焊缝长期与平辊孔型底径部位接触,就会造成与焊缝部位接触的局部孔型很快因磨损而失效,而孔型其他部位则相对磨损较轻微,从而导致与畸形磨损孔型对应的焊管部位尺寸的超差。因此,正确调控焊缝位置,能保证圆管的尺寸公差。
1.2 延长轧辊使用寿命
定径平辊圆孔型线速度和轧制力分布如图1所示。由图1可以看出,与圆管焊缝部位(正上方)接触的孔型部位,正是圆孔型受力最大及线速度差较大的位置。管速vB与辊速vA、vC之间存在一定的速度差,且vC是孔型上的一个极值点。同时,平辊孔型上的轧制力在C点达到最大值。整个孔型上的线速度v与轧制力f关系为
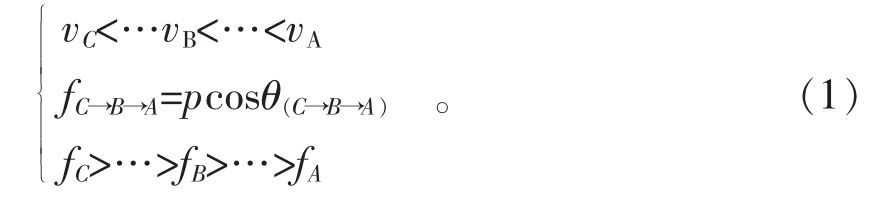
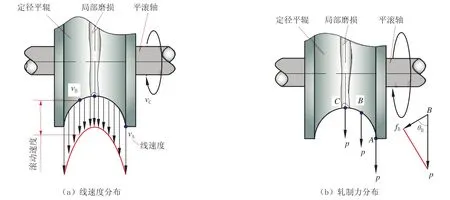
图1 定径平辊圆孔型线速度分布、轧制力分布与局部磨损示意图
当最大轧制力与较大速度差重合后,必然导致C点容易磨损。定径圆孔型的这种磨损规律决定了即使孔型C点不与焊缝接触,也会容易磨损,因此焊管调整时应注意将焊缝避开此位置。
防止孔型局部畸形磨损的最有效方法之一是对焊缝位置进行人工干预,即每生产一定量的焊管后就将焊缝移位,使孔型磨损因之变得“均匀”,该方法可成倍地延长定径圆轧辊的使用寿命。
1.3 确保异型管焊缝位置满足深加工需要
通过对焊缝显微硬度与母材硬度的大量检测数据对比发现,焊缝显微硬度比母材硬度高得多,而且碳当量越高的焊缝,其显微硬度越高。因此,在无特别要求时,一般不将焊缝放在异型管正角位置,而是放置在距角边t~(t+5)mm的位置,以降低焊缝裂纹风险。
除此之外,从有些异型管后续加工的需要来看,存在需要避开焊缝进行冲压或者带芯模冲孔、弯曲加工等情况,这也要求生产者能够将焊缝位置控制在某一区域。如某型货架立柱用80mm×40mm×3mm焊管形状如图2所示。由图2可见,焊管管面需要四面冲双排孔,客户要求将焊缝位置固定在80mm面正中±5mm以内。
图2 某型双排孔货架立柱
2 控制焊缝位置的方法与原理
目前,控制焊缝位置的方法主要有成型辊法、导向辊法以及定径辊错位法。
2.1 成型辊法
成型辊法控制焊缝位置的原理:通过成型实轧孔型辊,对管坯某侧进行偏重一点的轧制,使该侧纵向纤维得到较多延伸,从而在随后的焊接、冷却及强制等过程中,形成多于另一侧的纵向应变和纵向张应力。这样,焊缝就会被推向纵向应变与应力小的一侧,以此实现控制焊缝位置的目的。成型单边纵向延伸与焊缝偏移之间的关系如图3所示,图中箭头多的一侧表示纵向应变和应力较大。但使用成型辊法控制焊缝位置时,存在焊缝响应慢,且不易精准控制焊缝偏移量的缺点。
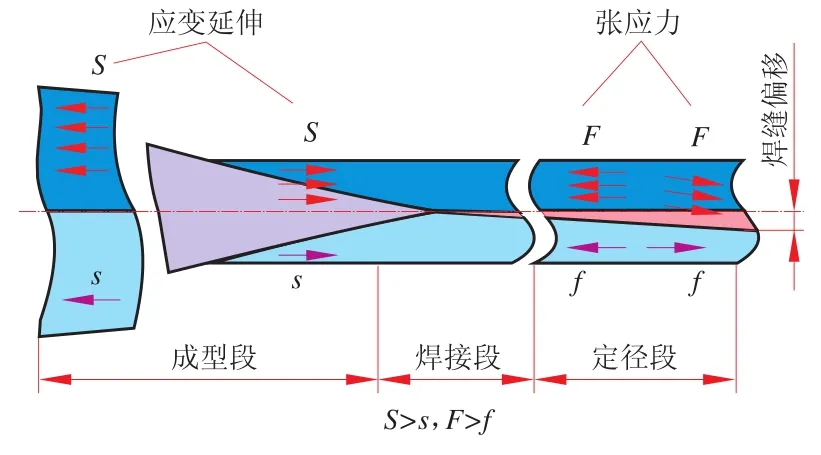
图3 成型单边纵向延伸与焊缝偏移的关系
2.2 导向辊法
导向辊法是指通过改变导向辊孔型与轧制中线的位置,实现对定径段焊缝位置的控制,该方法分为偏移法和偏转法两种。
2.2.1 偏转法
偏转法是以轧制中心竖直平面为基准,将导向辊逆时针或顺时针偏转一定角度,从而使经过孔型的管坯产生相应的扭力,实现焊缝位置偏移。
偏转法控制焊缝位置的基本原理如图4所示。由于管坯是一个刚性体,当在导向辊处对开口管筒施加扭力后,该扭力便沿着管体、经过挤压辊向定径方向传递,迫使管体发生同向扭转,继而带动焊缝偏转。
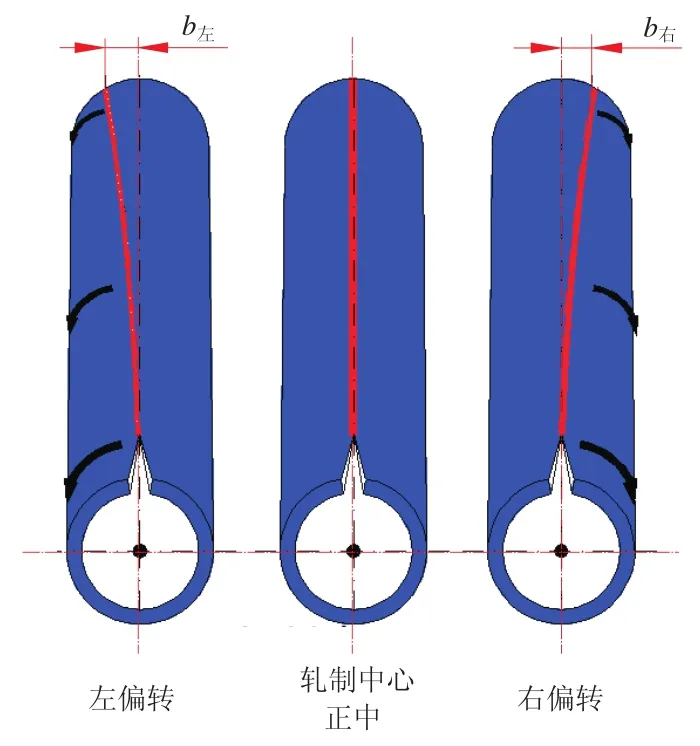
图4 导向辊偏转控制焊缝位置原理
偏转量、偏转角度与壁厚之间存在以下关系:①偏转角越大,偏转量越大;②厚壁管偏转响应灵敏,同等偏转角实现的偏转量比薄壁管大。但无论厚壁管还是薄壁管,焊缝实际偏转角度总是小于导向辊的偏转角度。
偏转法具有控制灵敏度高,管越大、壁越厚响应越积极,偏转量易控制的优点。缺点在于有时影响焊缝对接状态及外毛刺去除,并需要做相应调整。但整体而言,偏转法对控制厚壁管的焊缝位置效果明显。
2.2.2 偏移法
偏移法在将导向辊向轧制中线右侧偏移后,焊管在挤压辊中便受到一个向左的推力-f1作用,推力-f1与焊管上的牵引力f2合成后,形成一个向左前方的力F,如图5所示。该力强迫包括焊缝在内的管体向左偏转。
偏移法的优缺点与偏转法类似,但动作响应比偏转法灵敏,控制更精准;从调整焊缝的实际效果来看,偏移法更有利于薄壁管焊缝位置的调整。
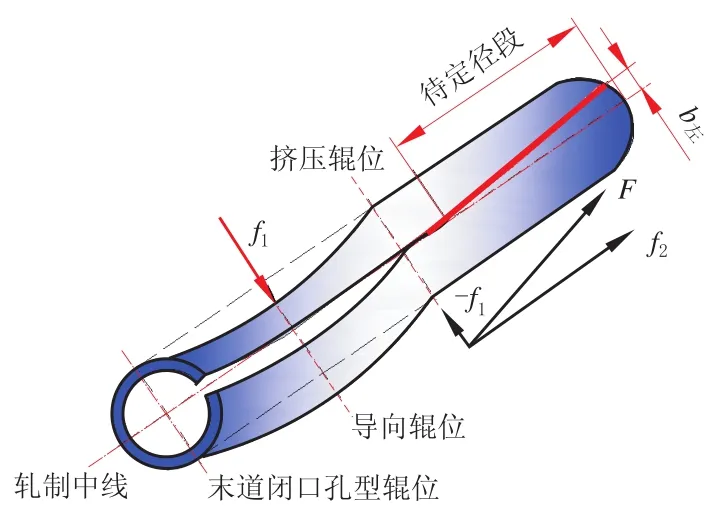
图5 偏移导向辊控制焊缝位置的原理
2.3 定径辊错位法
一般在设计异型孔型辊时,通常都将定径第1道平辊(或立辊)的孔型设计成圆孔型,定径辊法就是将该道平辊(或立辊)孔型调整成人为错位(如图6所示)并利用错位孔型对焊管施加一对力偶,促使定径段的管体定向“旋转”,实现控制焊缝位置的目的。
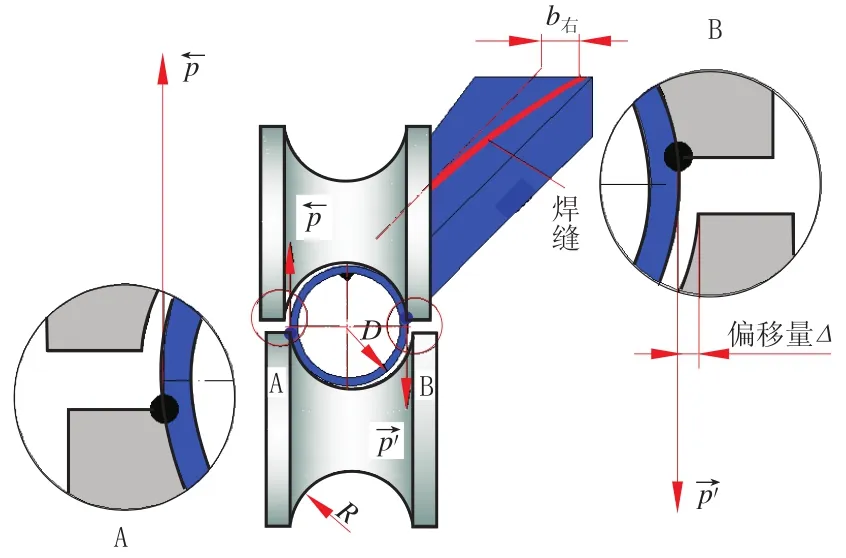
图6 定径辊法控制焊缝位置原理
如图6所示,上辊孔型被人为向左错位,孔型左侧与焊管间形成空隙(见图6中A),仅剩右侧与焊管右上部接触(见图6中的B),焊管在孔型右侧切应力作用下产生顺时针旋转趋势。与此同时,下辊孔型右侧与焊管间形成空隙(见图6中的B),仅剩左侧与焊管左下侧接触(见图6中的A),焊管在孔型左侧切应力作用下也产生顺时针旋转趋势。这样,焊管就在这一对大小相等、方向相反的力偶(p←,p→′)作用下发生顺时针扭转,焊缝因之向右偏转。
根据力学原理,控制焊缝扭转位置的灵敏度即力偶矩m取决于焊管直径D、偏移量Δ和力偶p←和p→′的大小,其计算关系为

式(2)中,正负号表示力偶使焊缝扭转的方向,焊缝逆时针扭转取负号,顺时针扭转取正号。式(2)中,当焊管直径D确定之后,焊缝扭转量大小取决于力偶和′与孔型偏移量 Δ,也就是孔型对焊管的施力情况和错位程度。孔型偏中较少,压得较轻,力偶较小,焊缝扭转就少;反之,孔型偏中较多,压得较重,焊管扭转就多。
定径辊错位法控制焊缝位置时,由于焊缝偏转主要发生在定径段,故对焊接段的焊缝对接状况和去除外毛刺影响较小。但是,该方法可偏移焊缝的量较少,对小直径管的灵敏度也差(力偶矩较小),因此稍不留神就会压伤管面。
应用定径辊错位法调整焊缝位置需要注意以下两点:①轧辊偏移量在中小直径圆管范围内,一般只有零点几毫米或1~2mm,通常不会压伤管面;②如果管面因之产生压痕压伤,则应弃用。定径辊偏移与焊缝位置的关系参见表1。
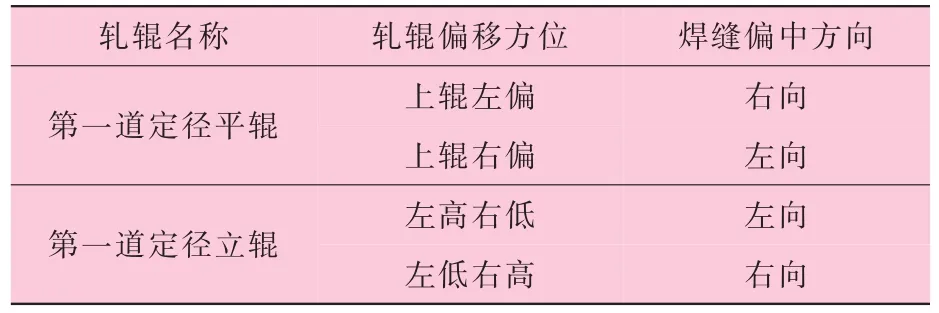
表1 定径辊偏移方向与焊缝偏中方向对照表
3 结 语
在生产过程中对焊缝位置进行有效控制,既是焊管生产工艺的需要,也是部分异型管深加工的需要。这些调整、控制焊缝位置的方法,可以单独使用,也可以组合使用,各有优缺点,应用时要根据焊管外径和壁厚,结合异型轧辊孔型方位,因势利导,扬长避短。
[1]吕立华.金属塑性变形与轧制原理[M].北京:化学工业出版社,2006.
[2]樊映川.高等数学讲义[M].北京:人民教育出版社,1958.
[3]郑文伟,吴克坚.机械原理[M].北京:高等教育出版社,1997.
[4]首钢电焊钢管厂.高频直缝焊管生产[M].北京:冶金工业出版社,1982.
[5]曹国富.定径辊磨损机理及半包容孔型[J].上海金属,1997,19(3):18-22.
[6]王先进.冷弯型钢生产及应用[M].北京:冶金工业出版社,1994.
[7]蒋朝明.机械基础[M].北京:科学普及出版社,1982.
[8]成大先.机械设计手册[M].北京:机械工业出版社,2009.
[9]杨可桢.机械设计基础[M].北京:高等教育出版社,2014.
[10]齐克敏,丁烨.成型材料工艺学[M].北京:冶金工业出版社,2006.
Weld Position Deflection of ERW Pipe and Adjusting Method
CAO Guofu
(Guangdong Jiangmen Jianmei Industrial Co.,Ltd.,Jiangmen 529000,Guangdong,China)
During ERW pipe production process,the unchanged weld position has a harmful effect on pipe size and roll life.In this article,it analyzed the necessity of weld position adjusting from several aspects,such as to ensure welded pipe size tolerance,prolong service life of roll,meet operating requirements of special pipe and so on.It put forward the methods of adjusting weld position,including forming roll,guide roll and sizing roll displacement method,it also introduced the fundamental principles of these control methods,as well as control effect,advantages and disadvantages.In the process of practical production,these adjustment methods can alone or in combination be used combined with actual situation,in order to achieve better adjustment effect.
welded pipe;weld;weld position adjustment;forming roll method;guide roll method;sizing roll displacement method
TE973 文献标志码:B DOI:10.19291/j.cnki.1001-3938.2016.03.013
曹国富(1957—),男,长期从事焊管生产工艺、孔型设计及生产管理工作,发表论文40余篇。
2015-12-10
张 歌
《焊接钢管轧辊》国家标准正式发布
《焊接钢管轧辊》国家标准,经国家质量监督检验检疫总局和中国国家标准化管理委员会正式批准发布,标准号为GB/T 31936—2015,实施日期2016年6月1日。
该项标准由山东省四方技术开发有限公司负责起草制订,计划项目编号为20130733-T-605,主管部门是中国钢铁工业协会,技术归口单位为全国钢标准化技术委员会。标准工作组先后通过发函调研、实地走访等,收集了国内外相关资料及进口美国、德国、日本等焊管轧辊的使用情况和相关企业建议。通过整理分析征集到的资料,结合相关政策要求,先后完成了标准讨论稿、预审稿、送审稿及各文稿的编制说明。经全国钢标准化技术委员会于2014年10月25日召开的审定会审定,评价为国际先进水平。标准工作组根据审定会意见,进行了认真修改,于2014年10月完成了标准报批稿。2014年12月1日由中国钢铁工业协会质量标准化委员会上报国家标准化管理委员会。
该项标准的制订发布,对促进和适应焊管行业和焊管轧辊的进步和发展,提高产品的市场竞争力,规范市场准入等方面具有重大意义。
(李 超 摘自中国钢管网)
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:58:02
冶金设备(2020年2期)2020-12-28 00:15:34
钢管(2020年5期)2020-12-22 05:57:40
奥秘(创新大赛)(2020年10期)2020-10-28 07:31:08
新高考·高一数学(2016年3期)2016-05-19 09:08:30
设备管理与维修(2016年6期)2016-03-16 02:21:47
上海金属(2014年1期)2014-12-18 06:52:03
安徽工业大学学报(自然科学版)(2014年4期)2014-07-11 01:45:48
天津冶金(2014年4期)2014-02-28 16:52:42
武汉工程职业技术学院学报(2012年4期)2012-09-07 07:51:26