基于RFID优化发动机装配过程质量控制
2016-12-13 06:53陈海
装备制造技术 2016年10期
陈海
(柳州五菱柳机动力有限公司,广西柳州545005)
基于RFID优化发动机装配过程质量控制
陈海
(柳州五菱柳机动力有限公司,广西柳州545005)
随着企业生产控制信息化平台项目的成功实施,对企业管理的系统化、规范化、流程化,生产过程智能化等多方面提出更为严格的要求,主要介绍在发动机总配工厂基于RFID技术信息采集及实时反馈管控的发动机装配过程质量控制,主要研究目的是通过信息化手段提升发动机装配过程质量控制手段的效率,进而满足过程质量控制的时效性和准确性。
RFID;发动机;质量
随着企业生产控制信息化平台项目的成功实施,对企业的管理的系统化、规范化、流程化,生产过程智能化等多方面提出更为严格的要求,故发动机装配过程质量控制需要结合企业生产控制信息化平台和实际业务流程有针对性地改变原有发动机生产实时信息采集困难、信息滞后、车间监控能力和管控水平低、数据同步和反馈机制不灵活等质量控制问题,因此,通过企业生产控制信息化平台中的RFID技术优化发动机装配过程质量控制,能有效地提高质量控制效率和质量管控水平。
1 RFID技术基础系统设计
射频识别,即RFID(Radio Frequency Identification)技术,又称无线射频识别,是一种通信技术,可通过无线电讯号识别特定目标并读写相关数据,而无需识别系统与特定目标之间建立机械或光学接触。其基于FRID技术的多功能智能数据采集终端为基础数据信息采集平台,通过搭建网络端处理分析平台,来达到对发动机生产车间总装装配线上的人员、设备、物料、方法、环境等实时信息进行精确采集、整合、分析处理和共享,进而最终达成对发动机装配过程的产品质量进行事前预测、事中监控与事后分析的目的。整个结构如图1所示[1]。
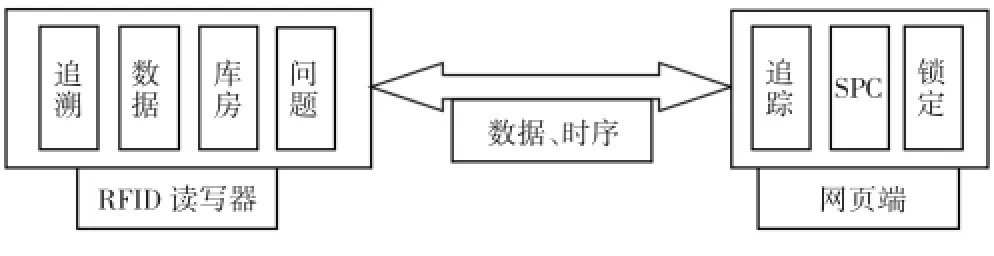
图1 控制系统结构图
2 使用RFID优化零部件物料追溯与锁定
从产品关键特性及三包政策上将发动机零部件物料追溯划分为精确追溯和批次追溯。与以往追溯要求一样,将发动机缸体上线便将发动机号码打刻在缸体的同时将发动机号码写入RFID芯片,跟随发动机进行拉动,在有追溯要求零部件装配工位,RFID读写器读取发动机号码上传至上位PC机客户端,PC机客户端通过调取ERP系统发货信息里的相对应零部件追溯码,最终将发动机号码与追溯码一一绑定、存储及实施监控。
在生产过程中遇零部件质量问题,通过网页端录入零部件追溯码并进行锁定操作,便将生产线上在制品锁定,未装配该零部件的在制品,PC机客户端不保存相关装配信息,同时线体禁止该在制品放行流入下一工位;已装配了该问题零部件的在制品,PC机客户端进行对应工位实现声光报警,同时线体禁止该在制品放行流入下一工位;已完成装配的整机产品,库房发货端实现声光报警,禁止保存发货信息,禁止该问题整机流出厂。
3 基于RFID技术实现生产过程质量控制新应用
3.1生产过程质量问题追踪
发动机总装装配过程产生的质量问题,需对质量问题进行标记和处理,并记录整个问题的发生、过程和结束,对此,当生产线某一工位出现质量问题,工作者在PC机客户端对问题进行描述,当RFID读写器读取发动机号码与PC机客户端进行信息交互时,该质量问题便以标签的形式注记在服务器数据库,该存在问题产品进行返修修复时,再对应返修工位或返修产线,则通过读取RFID芯片发动机号码,由PC机客户端调取该发动机号码所被注记的问题及问题描述,及其他相关的装配数据来辅助和事实反馈返修工作者,返修工作者更便捷和迅速做出返修措施,提高工作效率。
如该问题产品未经修复流入Care检测站,则检测站读取该发动机号码时,Care检测客户端则出现声光报警,并由Care检测站作出相应的锁定操作。
3.2动态质量数据采集和质量过程控制
RFID读取发动机号码,装配生产线现场自动化设备采集实时生产信息和相应装配数据并传输到监控终端分解成用户所需要的界面形式显示。同时,根据现场质量控制需求,对采集数据进行存储、输出等二次处理,按照报警条件输出报警信息。目前大多数先进设备均提供OPC/DDE接口,因此,在数据采集中,还应具备与OPC/DDE服务的接口程序,提供全面的读写交互,方便从控制系统获取即时的生产和质量信息。
由于采集数据量很大,需要高效、快速的分析手段自动导入现场数据,实时进行质量分析、掌控当前生产状态。而动态质量过程控制模块(Statistical Process Control)正是利用统计学原理,对质量检测数据进行收集和分析[2]。SPC提供的质量分析内容包括:变化分析、稳定性分析、有效能力分析、变异因素分析、过程相关性分析。与之对应,提供计数型和计量型共6种统计图表:控制图、运行图、直方图、缺陷排列图、原因排列图、散点图。通过SPC统计分析质量数据直观的数据图表,制定相应预警规则,当数据图表某一分析图或数据点达到预警条件时,则服务器自动发送相关遏制指令给产线客户端提示预警产线或产品锁定、出入库锁定、声光报警、甚至自动发送邮件短信给相关责任人。
3.3Care检测
在发动机产品完成装配下线的时候,设立Care检测,该检测站是对整个产品装配完成后的最后关卡,目的是实现对发动机外围管线布置和外观检测等检验的同时,RFID读写调取该发动机号码复核整个装配过程中的状态,该Care检测站PC机客户端实现校验装配信息数据和追溯信息数据,如拧紧数据是否缺失或不合格、故障问题描述和修复措施、热试或冷试机试验数据、零部件追溯信息等质量信息,在发动机通过Care检测站后,后台服务器便能生产完整的电子档案信息用于存储和二次输出。
同时,Care检测站PC机客户端能实现对发动机整机状态进行注记,如发现电子档案存在问题或实体存在质量问题,则可以通过Care检测站PC机客户端实行对该机进行锁定,防止流入第三方物流库房后能正常出入库。
3.4发动机成品出入库锁定
因发动机成品完成装配后,会转运至第三方物流库房,故第三方物流会对发动机进行入库、在库和出库操作,如发动机装配现场相关质量信息未能与第三方物流系统进行交互,则该发动机质量状态对第三方物流来说是一种未知状态。所以,在整机完成装配后,经由Care检测站通过RFID读取发动机号码,对发动机进行检验操作,合格后并在Care检测站客户端做合格标识信息,上传至数据库,经由数据库服务器将该产品相关质量信息发送至第三方物流系统,物流系统接收到信息后,反馈一个接受指令给数据库服务器来进行交互。
第三方物流通过接受到发动机质量信息来对该质量状态进行判断,入库时,使用手持PDA扫描发动机条形码,调取质量信息,不合格状态,则禁止入库,数据不保存,产品退还装配车间,如合格,则入库,数据保存。出库时,也使用手持PDA扫描发动机条形码,调取质量信息,不合格状态,则禁止出库,数据不保存,发动机退还装配车间,如合格,则出库,数据保存,通过对信息调取,对有质量问题的成品出入库实现锁定,做到质量问题不流出厂内。
4 结束语
企业在不断向前发展,伴随着信息化的建立,企业也朝着“两化融合”发展,这也对产品的质量提出了越来越高的要求,本文着重通过整个发动机装配过程,基于FRID技术优化整个装配过程的数据采集,以及在各环节结合实际业务流程实行质量管控,做出相应的过程质量控制策略,最终解决信息采集困难、信息滞后、监控能力和管控水平低、数据同步和反馈机制不灵活等质量控制问题,大大提升质量管控效率和管控水平。
[1]李景涛.射频识别(RFID)技术及其应用[J].信息技术快报,2004,19(11):9-10.
[2]徐伟,谭树人,陈建民.高可靠在线质量控制与跟踪系统设计[J].兵工自动化,2006,25(11):23-25.
Quality Control of Engine Assembly Process based on RFID
CHEN Hai
(Liuzhou Wuling Liuji Power Co.,Ltd.,Liuzhou Guangxi 545005,China)
With the successful implementation of enterprise production control information platform project,this paper mainly introduces the engine assembly process quality control based on RFID technology information collection and real-time feedback control.The main purpose is to enhance the quality of the engine assembly process by means of information control means efficiency,and to meet the timeliness and accuracy of the quality control process.
RFID;engine;quality
TK416.4
A
1672-545X(2016)10-0175-02
2016-07-14
陈海(1965-),男,广西玉林人,工程师,本科,主要从事发动机发展规划、质量规划工作。
猜你喜欢
现代经济信息(2022年35期)2023-01-11
汽车实用技术(2022年16期)2022-08-31
小学生学习指导(低年级)(2020年6期)2020-07-25
故事会(蓝版)(2020年1期)2020-01-19
奥秘(创新大赛)(2019年10期)2019-10-24
制造技术与机床(2017年9期)2017-11-27
电子制作(2017年23期)2017-02-02
数字技术与应用(2016年9期)2016-11-09
中国医学装备(2015年4期)2015-01-26
中国交通信息化(2014年7期)2014-06-05