浅谈民航发动机快速更换高压压气机转子叶片的方法
2016-12-13 06:53刘国栋沈奇
装备制造技术 2016年10期
刘国栋,沈奇
(1.北京飞机维修工程有限公司,北京100621;2.中国民航大学,天津300300)
浅谈民航发动机快速更换高压压气机转子叶片的方法
刘国栋1,沈奇2
(1.北京飞机维修工程有限公司,北京100621;2.中国民航大学,天津300300)
更换民航发动机高压压气机的前面几级转子叶片,手册提供的常规方法周期较长。为了解决此问题,介绍了一种快速更换高压压气机转子叶片的方法,以及在更换转子叶片时遇到的问题与解决方案。与常规方法相比,该方法能够缩短维修周期,减少维修成本并且不会影响到发动机的重量、平衡、结构强度、发动机使用、飞行特性、噪声和其他适航性。
民用航空发动机;高压压气机转子叶片;适航性
民航发动机在运营期间容易发生外来物击伤事件,很可能会造成高压压气机前几级叶片损伤超标,与此同时高压压气机的叶片也容易发生应力腐蚀。损伤超标后按照常规方法需要将高压压气机拆下并分解以接近故障源,进行排故,但此方法维修周期长而且耗费人力,并且分解过程中还容易造成工作范围的扩大,影响维修周期和维护成本。现民航发动机可以在不分解发动机的前提下,将高压压气机的上分半机匣拆下,接近到损伤的转子叶片后快速更换,运用这种方法可以缩短2/3的维修周期并减少3/4的维修成本。此方法符合手册要求和技术标准,现以某航空公司的某种型号发动机为例,浅谈排故方案及过程,希望可以在周期和成本上为航空公司或者MRO提供参考并促进民航维修技术的发展。
1 故障背景介绍
某航空公司在外场对发动机执行孔探时发现HPC5级叶片根部有一处裂纹,检查结果显示超标并于当日将此发动机拆下。下发后的发动机随后进场对HPC5级转子叶片进行排故修理。按照发动机大修手册的检查要求,如果发现HPC5级转子叶片叶根存在裂纹,需对整级叶片进行更换,拆下的HPC5级转子叶片不可用并按照报废进行处理[1]。
2 排故过程
在OEM现行有效的手册中推荐以下两种更换HPC5级转子叶片的方法。
2.1手册常规方法
按照常规方法需要将发动机的排气机匣单元体、低压涡轮单元体、高压涡轮单元体、一级导叶和内燃烧室、扩散机匣和外燃烧室、高压压气机单元体拆下,分解过程中还要拆下为接近故障受影响的外部管路、导线和附件。在高压压气机单元体拆下后打开前分半机匣,更换HPC5级转子叶片,待所有转子叶片安装至HPC转子毂后使用平衡机对HPC转子进行平衡,当不平衡量满足手册要求后,恢复高压压气机单元体并组装发动机。发动机出厂前对发动机进行性能试车,满足要求即可放行使用。
2.2手册快速更换方法
按照手册提供的另外一种快速更换高压压气机转子叶片的方法,不需要从发动机拆下单元体,仅需将高压压气机的前上分半机匣打开,拆下并更换整套HPC5级转子叶片。当然发动机出厂前仍需进行性能试车,待各项参数满足手册要求后才可以上发使用。
2.3两种方法的对比
为了更直接的了解两种方法的利弊请参见表1.

表1 两种方法对比分析
高压压气机单元体的状态直接影响发动机的性能,而对于HPC5级转子叶片的更换,发动机出场试车的振动值更是关键。所以为了避免由于高压压气机导致振动值超限,对于常规方法需要在HPC5级转叶安装后进行转子平衡,而对于快速更换方法虽没有此要求,但在HPC5级转子叶片安装前需要使用手册特定的软件进行重量排序,按照叶片对应的重量顺序将HPC5级转叶安装至转子鼓上。通过对比及分析,两种方法的最终验收标准都是整机试车,试车方法以及验收标准相同没有任何差异,而采用快速更换的方法维修周期和维修成本都将得到优化,所以决定采用快速更换高压压气机转子叶片的方法来进行此次排故,其工作流程图如下图1所示,但很显然,手册要求的软件采购和使用方法是这次排故的关键。
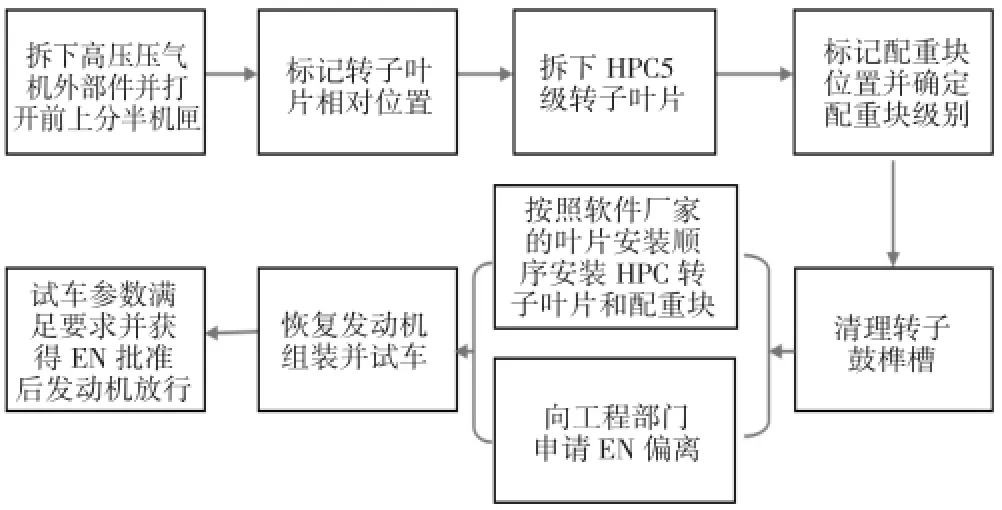
图1 快速更换方法工作流程图
2.4处理关键问题
在排故方案确定后,面对首次实施,需要充分从人员资质,工具设备、备件耗材,手册规章、试航程序和工作环境等方面进行充分评估。项目组成员对评估时出现的两个关键难点逐一进行分析并解决,而且对厂家的答复进行验证。
2.5手册要求的特定软件
在向特定软件供应商咨询软件的价格和到货周期后,得知软件价格比较昂贵而且供货周期较长,又从发动机此次进场的维护费用和停场周期考虑,决定放弃自己购买软件而采用与软件供应商合作的方式进行此次排故。软件供应商需要测量并提供的参数包括:
(1)单片高压压气机5级转子叶片的重量
编辑工卡,对购买来新叶片标记顺序号,然后使用校验合格的电子秤进行测量重量并记录数据。
(2)叶片重心到转子鼓重心的距离
叶片重心到转子鼓中心的距离是叶片自身重心到叶片根部距离加上叶片榫槽到转子鼓中心的距离,当然还要考虑叶片根部和与之配合的转子鼓榫槽之间的间隙,三者相加之和才是叶片重心到转子鼓中心的距离。考虑到每片叶片的重量不一,即重心到叶片根部的距离都不一样,而且转子鼓并未从发动机上拆下不可测,就此情况与供应商沟通和分析,给出一个参考值即可。采用供应商建议的办法对一个HPC5级转子叶片进行重心到叶根距离的测量,并对一个HPC5级盘可用备件使用三坐标四点测量榫槽距离转子鼓中心的距离,使用塞尺测量叶片根部至榫槽的间隙。参考图2、图3、图4、图5和表2.

图2 榫槽到HPC5级盘中心的距离

图3 测量叶片重心
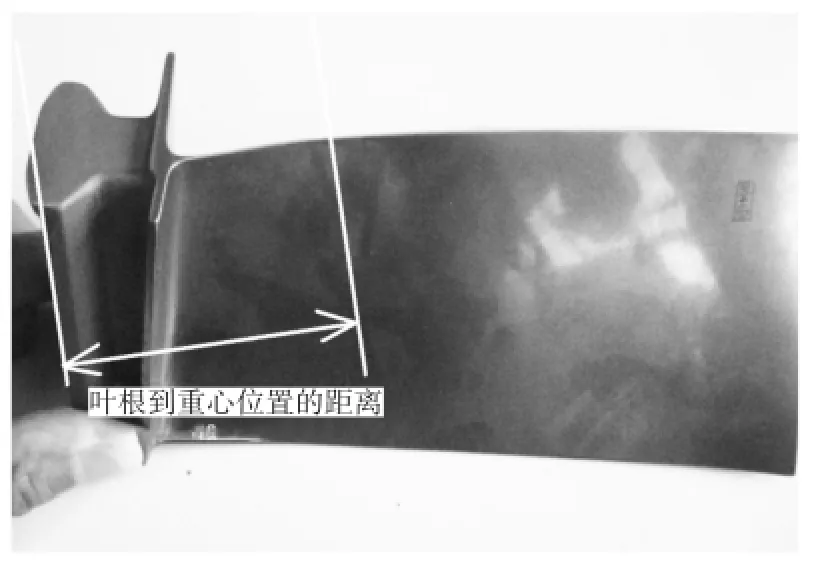
图4 叶片重心至叶片根部的距离

图5 叶片根部与榫槽之间的间隙

表2提供给软件厂家的数据
2.6对叶片重量差值申请EN以满足手册偏离
参见图6,分析手册快速更换高压压气机转子叶片的方法,可见OEM为了避免叶片更换后振动值超限,对安装上的HPC5级转子叶片有重量差值的要求,要求叶片重量差值必须在709 mg以内[2]。就此问题询问OEM叶片厂家,看是否可以从厂家直接采购整级重量差值在709 mg以内的HPC5级转子叶片,由于手册里的这个条件太过于严格,再加之这个叶片的制造厂家和销售是两个部门,所以OEM叶片厂家并不提供整级叶片差值在709 mg这项服务。购买来的叶片最重为250.7 g,最轻为244.6 g,重量差值为6.1 g,显然不满足手册此项要求。与此同时手册与此条件并行还有另外一个要求,就是安装上的HPC5级转子叶片净矢量和使用特殊软件进行测量,必须保证小于0.1oz-in(72 g.mm).经过分析可知,对整机叶片重量差值的要求是为了满足整级叶片安装后净矢量和的要求,而对净矢量和的要求是为了满足发动机最重在出场试车时振动值满足手册要求。所以决定在得到软件厂家给出的叶片排序顺序后,验证净矢量和是否满足此项要求,满足净矢量和要求并且随后在发动机试车时振动参数满足手册要求后,向工程部门申请EN,以使得此项手册偏离满足法规程序要求[3]。

图6 手册对安装HPC5级转子叶片的要求
2.7数据分析及验证
在将叶片和HPC5级盘的数据发送给软件厂家后,厂家使用手册要求的特定软件对新购买的5级转子叶片进行安装排序。很快就将叶片排序反馈给了项目组,参见图7、图8和图9.通过图表可见,厂家根据提供的数据确定了最终叶片重心到HPC5级盘的距离为317 mm(HPC5级盘确定隼槽底部到轴线的距离+叶片根部到重心的距离+叶片和5级盘之间的间隙)。手册要求叶片安装后的净矢量和必须小于0.1oz-in(72 g.mm),72 g.mm/317 mm=0.23 g.0.23 g为计算出来的数据,可以用于参考整套叶片安装后的不平衡重量容差。实际上这HPC5级转子叶片使用厂家软件排序后,整套叶片不平衡重量为0.094 g,远远小于0.23 g.故可以使用厂家提供的排序方法。采用此排序方法进行HPC5级转叶装配后,恢复发动机组装并试车,发动机各项性能参数均满足手册要求,特别关注振动值,手册要求最大振动峰值为0.9IPS,而实际试车振动峰值为0.62IPS.通过最终试车更确定了此排故方法的可行性也使得EN偏离获得工程部门的批准。

图7 软件厂家答复

图8 软件厂家答复
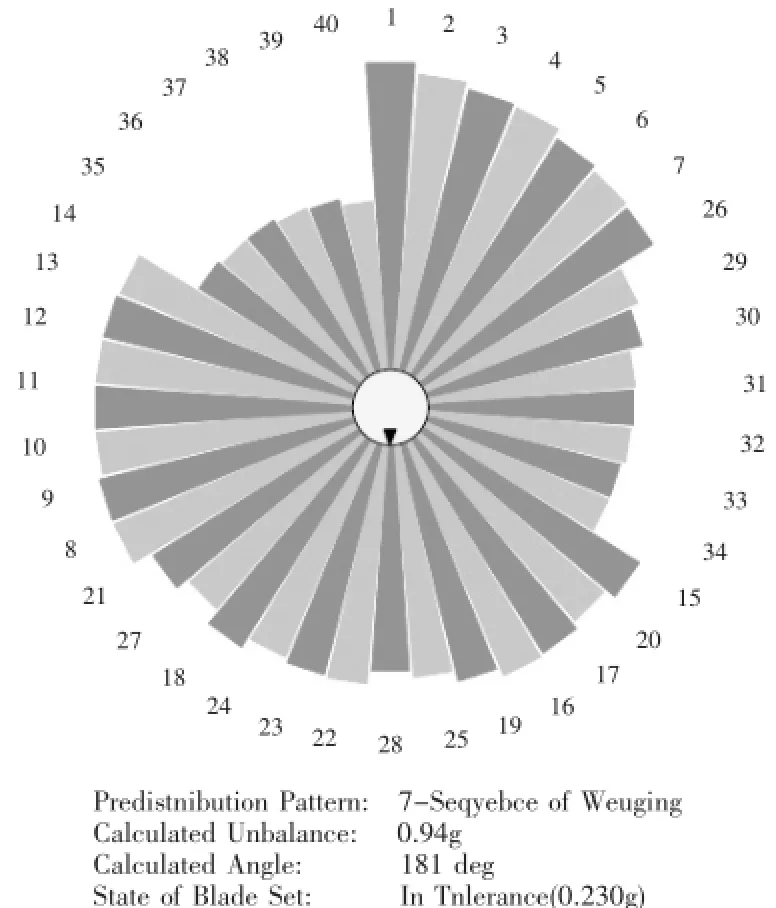
图9 软件厂家答复
3 经验总结及分享
在严格按照手册进行施工同时,有以下几个需要关注的事情需要在工作中加以重视:
(1)发动机开口保护,施工前一定确保护盖已安装至发动机相应开口处,防止外物掉入发动机。
(2)防止发动机本体零件残留在发动机内部,由于此发HPC5级转子叶片是通过打叶片锁的方式将转子叶片固定至隼槽,所以一定确定拆下的叶片锁是完整的,如果发现折断现象,应及时借助工具将残余锁找到,防止留在发动机内部,当发动机运转时击伤叶片甚至发生更严重的情况。
(3)拆下损伤叶片前将叶片和相对隼槽的位置进行标记,虽然手册并未有此项要求,但是相对位置的标记可能对后续工作产生帮助作用,如针对此次叶片损伤的故障分析或者发生试车振动需要进行排故等。
(4)配重块原位装回,HPC5级转子叶片下面的配重块的安装是用于满足整个转子的不平衡量满足手册要求的,所以手册强调要将配重块原位装回,以防止由于HPC导致发动机振动值超限。这就要求工作在分解叶片过程中细心留意叶片下面是否有配重,发现配重后记录相对位置并且记录配重块的级别。
(5)除去隼槽中残余的硅橡胶,叶片根部和隼槽之间的硅橡胶起到固定、封严和减振等作用,因为硅橡胶粘度大,所以拆下叶片后,有大量残余硅橡胶残存在隼槽中,所以必须严格使用手册建议的清洗办法将残余物清洗干净,以使得后续重新安装叶片满足手册的工艺水平要求。
(6)硅橡胶固化,转子叶片根部和隼槽之间的硅橡胶必须严格按照手册要求的温度、湿度和时间的要求进行固化后才可以进行试车工作。硅橡胶工艺的满足直接关系到HPC5级转子叶片的安装是否满足手册要求。
(7)损伤的HPC5级转子叶片的故障分析,建议对拆下的损伤的HPC5级转子叶片送至相关权威部门进行故障分析以寻求故障原因,有利于自身经验积累并且可以和OEM厂家进行技术交流,以改进相关工艺水平和相关维护标准。
4 结束语
采用快速更换HPC5级转子叶片的方法进行排故过程中,针对手册偏离向工程部门申请的EN得到批准后使得发动机的整体排故过程满足了手册及规章要求,最终放行满足了局方要求。回顾排故过程,这种方法缩短近了2/3的维修周期并减少3/4的维修成本。所以此方法的成熟运用可以帮助航空公司减少针对此非常规情况导致发动机下发的备发量的同时也可以帮助MRO提高自己在业内的竞争水平。
[1]普惠公司.(51A357)INSP/CHK-03 PW4000 94英寸CIR手册[Z].
[2]普惠公司.(50A605)72-00-35 REMOVAL-19 PW4000 94英寸EM手册[Z].
[3]普惠公司.(50A605)72-00-35 INSTALL-19 PW4000 94英寸EM手册[Z].
Discussion of the Quick Change of Civil Aviation Engine HPC Rotor Blades
LIU Guo-dong1,SHEN Qi2
(1.Aircraft Maintenance and Engineering Corporation,Beijing 100621,China;2.Civil Aviation University of China,Tianjin 300300,China)
For the previous stages of HPC rotor blades,the conventional replacing method in the manual needs a longer period.To solve this problem,this article briefly introduces a quick method to replace the HPC rotor blades,and also records the detailed solutions when meet the problems.Compared with the conventional methods,this method can shorten the maintenance period,reduce the cost,and this change do not affect the engine’s weight,balance,structure strength,engine use,flight characteristics,noise and other quality airworthiness.
civil aviation engine;HPC rotor blades;airworthiness
V232
A
1672-545X(2016)10-0153-04
2016-07-28
刘国栋(1987-),男,北京人,本科,助理工程师,研究方向:航空维修;沈奇(1993-),男,河南太康人,硕士研究生,研究方向:航空器制造与维修。
猜你喜欢
燃气涡轮试验与研究(2021年4期)2022-01-18
航空发动机(2021年1期)2021-05-22
四川冶金(2021年6期)2021-02-15
航空发动机(2020年3期)2020-07-24
铁路通信信号工程技术(2019年6期)2019-01-17
经营者·汽车商业评论(2016年12期)2017-03-08
价值工程(2016年29期)2016-11-14
太空探索(2016年9期)2016-07-12
民用飞机设计与研究(2015年3期)2015-12-07
燃气轮机技术(2014年4期)2014-04-16