
钛/钢异种金属焊接的研究现状
2016-12-12 02:42祝要民李青哲邱然锋贺玉刚
电焊机 2016年11期
祝要民,李青哲,邱然锋,贺玉刚
(1.河南科技大学材料科学与工程学院,河南洛阳471003;2.有色金属共性技术河南省协同创新中心,河南洛阳471003)
钛/钢异种金属焊接的研究现状
祝要民1,2,李青哲1,邱然锋1,2,贺玉刚1
(1.河南科技大学材料科学与工程学院,河南洛阳471003;2.有色金属共性技术河南省协同创新中心,河南洛阳471003)
实现钛与钢异种金属间的有效连接比较困难。为了探寻钛/钢的有效连接方法,在分析钛/钢异种材料的焊接性基础上,对钛/钢异种金属间的激光焊、电子束焊、激光-电弧复合焊等研究现状进行探讨。生成于接合界面的脆性金属间化合物是严重限制钛/钢异种金属接头性能的主要因素;选用合理的焊接工艺和添加适宜的中间层是实现钛/钢有效连接的重要途径。提出采用双层或多层金属的中间层来抑制界面金属间化合物生成是今后的研究方向。
钛合金;钢;熔化焊;金属间化合物
0前言
随着人们对结构件质量和性能要求的提高,越来越来多的钛钢复合结构应用于航空航天、生物医药、核能等领域[1]。钛/钢异种金属复合结构同时兼具了钛合金的比强度高、抗腐蚀性能好和钢材料应用范围广、价格便宜等优点,在减轻结构质量的同时提高了结构的抗腐蚀性能。但由于钛与钢的热导率和线膨胀系数的差异性太大,两种元素的互溶性又较差,在焊接过程中容易生成脆硬性的Ti-Fe金属间化合物[1-3],致使钛/钢不易焊接。鉴于此,有关钛/钢的扩散焊[1]、钎焊[2]、爆炸焊[3]在国内外得到了深入研究。近来有关钛/钢的高能密度焊的研究作为一个热点在国内外已广泛展开[4-6]。
在此总结钛/钢异种金属的激光焊、电子束焊的研究进展,分析钛/钢高能密度焊过程中存在的问题及解决措施。
1钛/钢焊接的焊接难点
异种材料的焊接性取决于母材的物理和冶金性能。钛及钛合金与钢在密度、熔点、比热容和线膨
胀系数等性能方面差异很大,其焊接问题主要表现在以下方面。
(1)物理性能方面。钛与钢的线膨胀系数、热导率的差异很大,铁的热导率约为钛的4倍,而其线膨胀系数约为钛的1.5倍。熔化焊接过程中钛、钢受热不均匀容易导致两种材料的变形量不同,引起焊后冷却过程中两者收缩不一致,进而导致焊接接头存在较大的残余应力,从而诱导裂纹的生成。
(2)冶金性能方面。由Ti-Fe二元相图可以看出,室温下铁在钛中的溶解度仅为0.05%~0.1%(质量分数)。铁在α-Ti中的溶解度最大也仅为0.5%(质量分数)。同时钛较为活泼,高温时以体心立方晶格β-Ti存在,低温时为密排六方晶格α-Ti。相变转变温度为882℃。焊接时温度升高,铁在钛中的固溶度增加,焊后温度下降,铁在钛中的固溶度下降,导致铁在钛中的过饱和,形成脆性相的TiFe、TiFe2等金属间化合物,降低接头的塑性和强度。
(3)Ti易与钢中的Ni、Cr、C等元素形成TiNi3、TiNi2、TiNi、TiCr2、TiC等多种脆性相金属间化合物,使焊缝脆化,严重降低焊接接头性能。
(4)不存在同时与Ti、Fe不形成单一金属的金属间化合物,因此钛/钢的间接连接中,过渡层的选择较为困难。
2钛/钢高能密度焊的研究进展
钛/钢高能密度焊的研究主要集中在电子束焊[4]、激光焊[5]以及激光-电弧复合焊[6]等焊接领域。但总体来说可分为直接焊与间接焊两类。
2.1钛/钢直接高能密度焊
电子束焊具有焊接热源集中、可控性精确、热影响区及焊接变形小的优点,在异种材料的连接中具有独特的优势。王廷[4]等人对2.5 mm的α-TA15钛合金和304不锈钢进行了直接电子束焊接。利用散焦电子束对试验进行焊前预热和焊后后热处理。焊接接头的宏观照片如图1所示。

图1 焊缝横截面宏观形貌[4]Fig.1Macrostructure of cross section of weld[4]
由图1可知,钛合金与不锈钢的直接电子束焊接接头中存在裂纹且靠近不锈钢侧的裂纹明显多于钛合金侧。结果表明,钛/钢的电子束焊接性能较差且焊缝内形成连续的显微硬度明显高于母材硬度的Ti-Fe相,而且裂纹产生于TiFe2相的富集区域。成分分析结果表明,焊接接头中未出现明显的成分偏析。虽然焊前和焊后进行了热处理但并未消除裂缝的形成,排除了焊接热应力对接头裂纹的影响。因此主要是Ti-Fe金属间化合物的生成导致裂纹的形成。
激光焊技术由于其焊接线能量小,热影响区极窄,工件的变形量较小,焊接生产效率高,可进行精确焊接并易于实现生产过程的自动化。随着多种新型激光器的快速发展,激光焊接在工业生产中的应用日益广泛。
胡小红[7]等人采用ANSYS软件对钛/钢激光焊接过程中激光束偏焦量的变化对温度场的影响进行数值模拟,得出钛/钢异种材料激光焊时偏焦量离钢侧的最佳偏移量为0.4~0.6 mm时能够获得优良的焊接接头,但是并没有进行实际的试验验证。
实验方面,Shuhai Chen[5]等人对1mm的Ti6Al4V和201不锈钢进行了激光焊对接试验,并研究激光束的偏移对接头的力学性能和显微组织的影响。试验结果表明,激光束偏向不锈钢侧0.6 mm时焊接接头的力学性能最好,约为150 MPa;激光束偏移量为-0.6 mm时接头强度仅为24.75 MPa。相同的偏移量、不同的偏移方向导致接头强度相差了近6倍。而激光束的偏移量为0 mm和-0.3 mm时,焊接过程中钛与钢的焊接接头发生了自动开裂现象。因此,只有在合适的焊接工艺下才能实现钛/钢的有效连接。此外,该文献还重点研究了激光束偏移量分别为0.6 mm和-0.6 mm的接头显微组织。当激光束的偏移量为0.6 mm时,接头连接处形成了约30 μm的均匀反应层,生成于界面的化合物主要为FeAl+ Ti/FeTi+Fe2Ti+Ti5Fe17Cr5。而当激光束的偏移量为-0.6 mm时,接头连接处并未形成均匀一致的反应层。在接头厚度方向上反应层也表现出不均匀的特征,顶部的反应层比底部的反应层厚。由于钛熔化过程中必然引起钢的熔化因此形成了这种复杂相组成的反应层,反应层的相从上往下为FeAl+Ti/
Fe2Ti+Ti5Fe17Cr5→FeAl+Ti/FeTi+Fe2Ti+Ti5Fe17Cr5→FeAl+Ti。由不同偏移量的接头反应层组织可以看出,Ti-Fe金属间化合物的厚度对接头的力学性能有显著的影响。适当的焊接工艺下能够实现钛钢的有效连接,但是不能避免Ti-Fe脆性金属间化合物的生成。
Hui-Chi Chen[8]等人则采用改变脉冲波的形状实现了2.5 mm纯钛与304不锈钢的有效焊接。试验方法主要设计了三种不同的脉冲波形实现脉冲能量的变化,脉冲波形如图2所示。这种梯度的脉冲波的使用使焊接过程中形成的焊缝宽度(1 014 μm)和熔化区域的面积均小于未改变脉冲波形状的,其接头强度(200MPa)达到了纯钛板强度(345 MPa)的70%。焊接接头未出现微裂纹。但是接头显微组织的结果表明改变时间脉冲形状的脉冲激光焊接未能阻止Ti-Fe金属间化合物的形成。
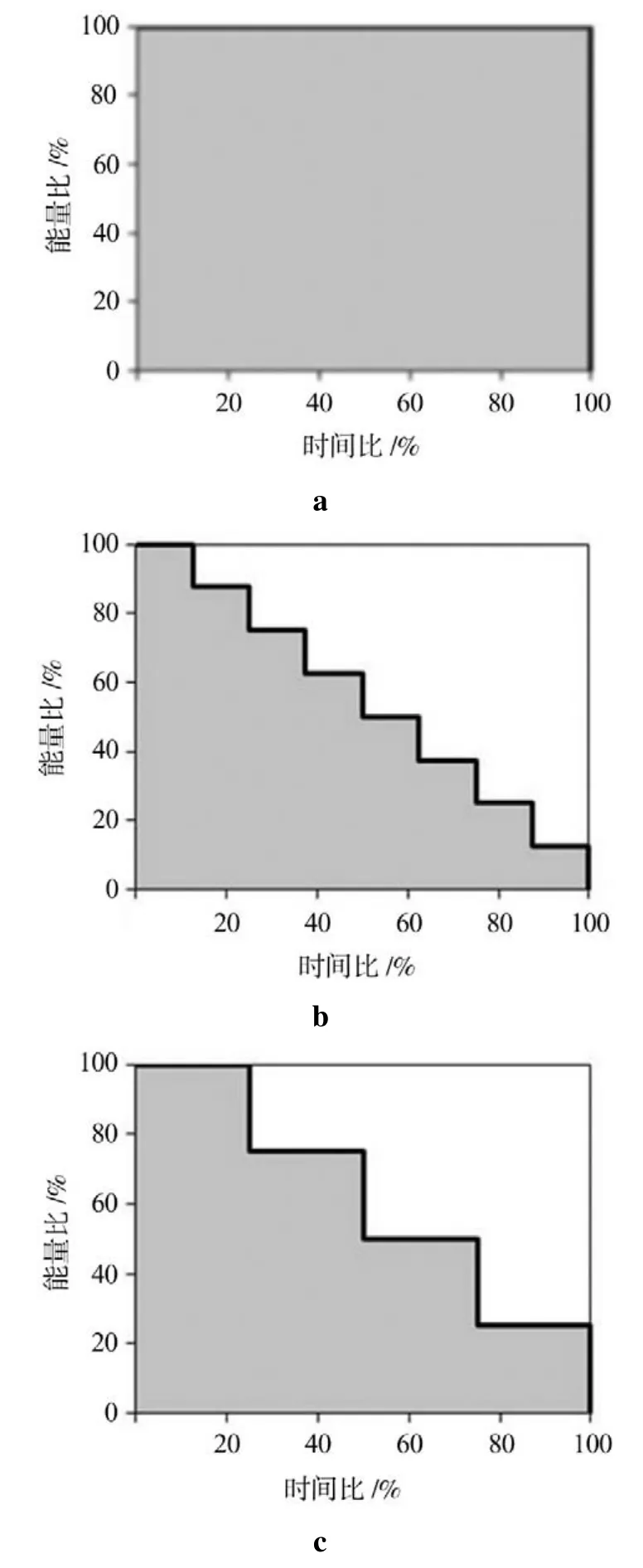
图2 所用脉冲波的形状[8]Fig.2Illustration of the pulse profiles used in this work
可以得出,合理的焊接参数能够实现钛/钢的有效连接,这成为钛/钢高能密度的一个研究重点。
2.2钛/钢间接高能密度焊
为了避免脆性的Ti-Fe金属间化合物的生成,国内外研究者在钛/钢的焊接过程中加入过渡层来抑制脆性金属间化合物的生成。
2.2.1单一中间层的钛钢高能密度焊连接
王廷[9]等人通过添加Cu中间层以及调整工艺等手段实现了钛/铜/钢的有效连接。通过添加1 mm厚的Cu作为过渡层对2.5 mm厚的β型Ti-15-3合金和304不锈钢进行电子束焊接。由于中间层厚度大于电子束的光斑半径,因此焊接采用双道焊接,先在铜中间层与钛结合面的0.3 mm处采用9 mA焊接电流进行焊接,然后在铜中间层和不锈钢的结合面处,采用8 mA焊接电流进行焊接。图3a为接头横截面宏观图。试验发现,双道焊接可以有效避免Ti与Fe两相的混合,抑制了金属间化合物的形成,焊接接头强度达224 MPa。但是不能避免Ti-Cu金属间化合物的形成,接头的断裂位置为钛与铜的结合面。为了进一步提高接头强度,采用了单道焊接,并使电子束的位置处于铜中间层正中间的位置,对近α型钛合金Ti6Al2Mo2V2Zr和304奥氏体不锈钢18Cr9Ni进行焊接[10]。接头宏观照片如图3b所示。试验结果表明钛/钢接头的强度提高到310 MPa。虽然所用母材组织及成分不一样,但是对比图3可知,双道焊接靠近钛侧形成了明显的反应层,而在单道焊接过程中明显的反应层则在靠不锈钢侧形成。因此,电子束焊接过程中的能量变化对接头组织有明显影响。
I.Tomashchuk等人详细研究了焊接过程中电子束的位置对接头强度和组织的影响关系[11]。首先采用COMSOL Multiphysics模拟软件对异种材料基于中间层的电子束连接进行模拟。建立一个包括温度转移和液体流动的二维模型,用于模拟异种材料连接过程中的水平面内熔化区的形貌及组成。模拟结果发现这种二维模型能够预测液态金属的混合状态以及铜中间层的最终状态,但是该模型忽略了
电子束焊接过程中垂直对流的影响,直接影响模拟结果的精确度。同时得出钛/钢基于中间层Cu的电子束焊接的合适条件是存在连续的熔化中间层和减少焊接过程中钛的熔化来避免生成金属间化合物。这种适当的焊接条件受焊接过程中电子束的位置和焊接速度的影响,焊接范围较小。

图3 接头宏观图片Fig.3Macrostructure of cross section of weld
通过模拟结果,I.Tomashchuk等人[12]详细研究了电子束的位置和焊接速度对Cu作中间层的钛钢电子束接头组织和性能的影响,如图4所示。试验设置了五种不同的偏移量和四种不同的焊接速度。试验结果表明电子束偏向钛侧或置于中心处时,焊接接头的组织主要为富铜相的树状晶以及τ2(Ti40FexCu60-x,x=5~17)相,并且接头的最大强度仅为195 MPa,且断裂发生在钢与结合面的连接处。这是因为TiFe2相在近钢侧的积累。相反当电子束偏向不锈钢侧时,接头组织主要为γ-Fe球状夹杂物和富铜相,仅有少量TiFe2相。接头的断裂发生在钛与结合面的连接处。通过XRD和EDS分析手段发现断裂面主要为TiCu相和TiCu1-xFex相。电子束偏向钢侧0.25~0.5 mm时获得最大的抗拉强度350 MPa。通过对比分析得知,添加中间层Cu的钛/钢异种金属的电子束焊接的最优焊接条件为:中间层Cu厚570 μm、焊接速度2 m/min、电子束置于中间层和钢之间。
I.Tomashchuk等人[13]同时还研究了添加中间层Cu的钛/钢激光焊和电子束焊接中形成的金属间化合物。结果表明,两种焊接技术下均形成了不同的连接区域,电子束焊的富Cu区域比激光焊的少。断裂同样发生在熔化区与钛的结合面处。但是接头强度与扩散焊、摩擦焊等固态焊接方法下获得的接头强度基本一致。
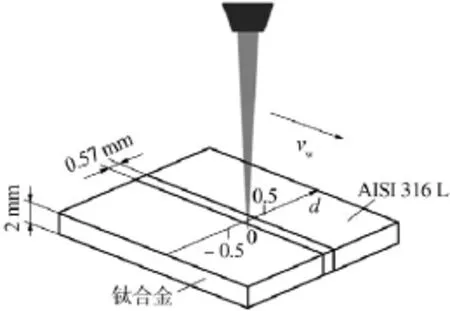
图4 不同电子束偏移量的焊接示意Fig.4Configuration of welding with different beam offset
I.Mitelea[14]等人采用Nd∶YAG激光焊对Ti6Al4V合金与X5CrNi18-10钢添加600 μm的Cu中间层进行了焊接。主要通过改变激光能量和焊接速度实现了钛与钢的有效连接,最有效的焊接参数为:激光能量4 000 W,焊接速度3 mm/min。但是接头强度同样受到靠近钛侧化合物的种类和数量的限制。为了钛/钢更有效的连接,I.Tomashchuk等人[15]通过金属V作中间层来实现316L不锈钢和Ti6-Al4-6V金属的激光焊连接。试验采用单道焊接(A)、双道焊接(B)、双点光学系统(C)三种不同的焊接方法,接头强度如图5所示。可以看出,双道焊接获得的接头强度最大。通过显微组织和断口分析可以得出,接头强度与V的剩余量有关,双道焊接过程中Fe-V熔化区域中V的数量较少,剩余的钒对晶粒的大小有较大影响。
王廷[16]等人还对钛/钢电子束焊接过程中添加中间层Ni、Ag、V等单一金属进行了研究。试验结果表明,铜作中间层时接头的强度最大。单一的中间层不能够完全阻止Ti-Fe金属间化合物的生成,主要是由于熔化焊接过程中,总会引起Ti或者Fe元素的扩散和迁移,使得接头中形成Ti-Fe金属间化
合物,降低接头的力学性能。
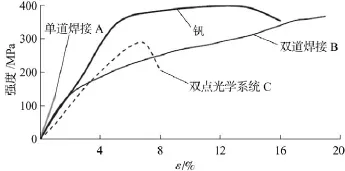
图5 试样A、B、C的抗拉强度与V在450℃热处理后的强度曲线[15]Fig.5Tensile test curves of the samples A,B and C compared with behavior of V foil annealed at 450℃
同样为了能够实现钛/钢的有效连接,Goncalo Pardal等人[17]则采用冷热循环交替的CMT新型焊接技术,借助CuSi3焊丝实现了Ti6Al4V合金与316L不锈钢的有效连接。焊接原理如图6所示。这种类似于熔钎焊的焊接技术并未完全阻止Ti-Fe金属间化合物的形成,但是接头强度比钎焊和电子束焊获得的接头强度更高(318MPa)。与其他方法相比,这种熔钎焊的焊接方法具有很强的实用性。

图6 焊接原理Fig.6Schematics from the welding-brazing technique
2.2.2复合中间层的钛钢熔化焊连接
单一的金属中间层不能够完全阻止Ti-Fe金属间化合物的生成。钛与Mo、Ta、Nb、W、V不形成金属间化合物,铁则与Co、Mn、Cu、Ag不形成金属间化合物[2]。因此不存在单一的异种金属与两者同时不形成金属间化合物,采用复合的中间层进行连接钛/钢则必须考虑复合中间层的相溶性。王廷[18]等人采用不同结构的Cu/V过渡层对TA15钛合金和304不锈钢进行了电子束连接。由于受到电子束熔深的影响,两种接头均存在未熔化的V层,并且这成为接头的薄弱地带和断裂位置。接头的组织形式发生明显改变,形成了铁基固溶体、钒基固溶体、铜基固溶体和钛基固溶体,大大提高了接头强度,楔形结构接头的强度最大达到385 MPa。因此采用复合过渡层可以明显避免焊缝中的脆性金属间化合物的生成,提高接头强度。
王红阳等人[6]则采用激光-电弧复合焊接技术通过Cu-Zn中间层实现了钛合金与不锈钢的连接。研究表明元素Zn并未对参与接头的冶金发生反应。铜合金中间层与钛发生了激烈的冶金反应生成Ti2Cu、TiCu、Ti2Cu3及AlCu2Ti金属间化合物,而靠不锈钢侧基本未发生熔化,主要靠元素的扩散形成了Fe-Cu化合物,实现了接头的有效连接。这两种金属间化合物的厚度对接头的强度有着重要影响。随着激光能量输入的变化,接头强度呈现先增大后减小的变化趋势。在适当的激光能量下可以获得较高的接头强度。因此合理的焊接参数对接头反应层厚度的控制,仍会是今后的研究重点。
3结论
采用高能密度焊接方法焊接钛/钢异种金属,在采用适当的焊接工艺与参数下可以实现有效连接。但是不能避免脆硬性金属间化合物的生成。通过添加中间层增强了接头组织的匹配性。添加单一金属层时虽然可以实现有效连接,生成于界面的少量金属间化合物仍是接头的薄弱环节。复合金属中间层能明显避免金属间反应物的生成,大大提高接头强度。因此,为了获得优质高效的钛钢焊接接头,多种中间过渡层的使用以及不同的新型焊接方法、合理的焊接参数相互间的匹配仍然是以后的研究重点。
[1]M K Lee,J G Lee,Y H Choi,et al.Interlayer engineering for dissimilar bonding of titanium to stainless steel[J].Materials Letters,2010(64):1105-1108.
[2]王轶,黄亮,操齐高,等.AgCuMnNiSiB钎料对TA2/Q345R的焊接性能研究[J].热加工工艺,2012,41(23):181-183.
[3]王敬忠,颜学柏,王韦琪,等.轧制钛-钢复合板工艺综述[J].材料导报,2005,19(4):61-63,73.
[4]王廷,张秉刚,陈国庆,等.TA15钛合金与304不锈钢的电子束焊接[J].焊接学报,2010,31(5):53-56.
[5]Shuai Chen,Mingxin Zhang,Jihua Huang,et al.Microstructure and mechanical property of laser butt welding of titanium alloy to stainless steel[J].Materials Design,2014(53):504-511.
[6]王红阳,宋刚,刘黎明,等.基于铜
Page 106
Researching status of dissimilar metal welding of titanium and steel
ZHU Yaomin1,2,LI Qingzhe1,QIU Ranfeng1,2,HE Yugang1
(1.School of Materials Science and Engineering,He'nan University of Science and Technology,Luoyang 471003,China;2.Collaborative Innovation Center of Nonferrous Metals,Luoyang 471003,China)
The effective joining between titanium and steel is relatively difficult.Based on the weldability between titanium and steel,the laser welding,electron beam welding,laser arc hybrid welding technology of titanium/steel were introduced and analyzed in order to seek an effective joining method in this paper.The previous research results reveal that brittle intermetallic compounds generate at the welding interface severely limit the performance of titanium/steel joint,and that choosing the reasonable welding technology and add appropriate interlayer is an important method to realize the joining between titanium and steel.Adopting double layer or multilayer metal layer to suppress interfacial intermetallic compound formation is a future research direction.
titanium;steel;fusion welding;intermetallic compounds
TG457.1
C
1001-2303(2016)11-0078-06
10.7512/j.issn.1001-2303.2016.11.16
献
祝要民,李青哲,邱然锋,等.钛/钢异种金属焊接的研究现状[J].电焊机,2016,46(11):78-82+107.
2016-09-14
国家自然科学基金资助项目(U1204520);河南省高校创新人才支持计划(16HASTIT050);河南省国际科技合作计划项目(162102410023);河南省高等学校青年骨干教师资助计划(2013GGJS-064)
祝要民(1959—),男,河南人,教授,博士,主要从事微观分析方面的研究工作。
猜你喜欢
地理空间信息(2022年3期)2022-04-01
大连交通大学学报(2022年1期)2022-02-19
化工管理(2021年7期)2021-05-13
重型机械(2020年3期)2020-08-24
力学学报(2020年4期)2020-08-11
轮胎工业(2020年4期)2020-03-01
中国特种设备安全(2019年1期)2019-03-13
计算机辅助工程(2018年4期)2018-10-09
自然资源遥感(2018年3期)2018-09-04
制造技术与机床(2017年7期)2018-01-19
