
直流弧焊机电气结构特点与主器件认识
2016-12-12 02:42蒋应田高学朋郭淑娟胡传顺
电焊机 2016年11期
蒋应田,高学朋,郭淑娟,胡传顺
(辽宁石油化工大学,辽宁抚顺113001)
直流弧焊机电气结构特点与主器件认识
蒋应田,高学朋,郭淑娟,胡传顺
(辽宁石油化工大学,辽宁抚顺113001)
直流弧焊机是强、弱电结合的复杂电气设备,其电路与控制系统越来越复杂。从实现焊接的四项基本功能和三项先进指标的技术出发,以直流焊机的技术发展历程为主线,介绍直流焊机的基本组成及其电气结构和器件特点。根据教学总结提出初学者认识直流焊机内部电气结构的思路和电气器件识别方法。
直流焊机;电气结构;逆变电源;器件认识
0前言
电弧焊是一种应用广泛的金属熔化焊接技术,分为直流电弧和交流电弧,直流电弧在电弧稳定性方面明显优于交流电弧。直流焊接设备发展经历了五个时期:①旋转机械式,以直流弧焊发电机为代表;②机械调节整流式,以普通硅弧焊整流器为代表;③电磁控制式,以磁放大器式硅弧焊整流器为代表;④电子控制型,该类焊机包括晶体管型和晶闸管型整流焊机,是目前工业生产中应用的主流设备之一;⑤逆变式焊机,该类焊机具有高效节能、质量轻、体积小,功率因数高等优点。逆变焊机根据逆变器应用的开关管器件经历了晶闸管式、晶体管式、场效应管式和IGBT四个时代。当前,逆变焊机的发展趋势是向双零逆变和采用其他新型开关器件,如IGCT、IECT等[1]。上述①类焊机早在1991年被国家淘汰[2],②③类焊机也于2012年被国家列入淘汰序列[2-3]。
1直流弧焊机必须满足的基本要求
直流弧焊机必须满足四个基本要求[4-5]:(1)外特性有工艺要求的外特性曲线;(2)输出合适的空载电压;(3)满足焊接规范的调节特性;(4)满足一定的动特性要求。
2直流焊机的基本功能及其实现方法
2.1直流弧焊机外特性实现原理及方法
直流弧焊机可以应用于焊条电弧焊、钨极氩弧
焊、熔化极氩弧焊、活性熔化极气体保护焊、等离子弧焊以及埋弧焊等。每一种焊接方法的电弧处于不同的电弧静特性区段,需要焊机输出相应的外特性曲线和电弧的伏安曲线进行静或动平衡。例如,焊条电弧焊电源需要陡降的外特性曲线,钨极氩弧焊和等离子电源需要垂降的外特性曲线,而粗丝的埋弧焊电源需要缓降的外特性曲线,细丝熔化极气体保护焊则需要平外特性曲线。对于弧焊电源外特性输出曲线的实现,纵观直流焊机的五个历史时期,其获得方式有以下几种:(1)外激磁差复式,为第一代直流弧焊发电机所应用的方式。利用三相异步电动机(或汽柴油机)驱动直流发电机的发电转子在他激励磁差复磁场中旋转获得下降外特性。他激励磁差复(或裂极反应)磁场就是利用焊机输出电流产生的激磁与给定激磁的差项来获得。(2)串联可调节电抗器式,为第三代直流焊机应用的方式。在普通降压变压器获得焊接所需的空载电压后,通过串联可调节电抗器进行外特性的调节。可调节电抗器有两种,一种是非封闭铁心的可调节间隙大小的电抗器,这类直流焊机只能获得下降外特性;另一种是封闭铁心不可调节间隙的电抗器,通过调节电抗器上缠绕直流线圈绕组中的电流值,改变电抗器的磁化点使电抗器阻值发生改变获得相应的外特性。通过改变电抗器上交流工作绕组的电流反馈方式,可以获得不同的外特性曲线,如无反馈可获得下降外特性,全反馈获得平外特性,而部分反馈则获得缓降特性。因此,这类焊机通过适当的线路改造可以实现外特性形状的变化。(3)主变压器漏磁式,为第二代直流焊机采用的方法。利用主变压器一、二次线圈之间较松散的缠绕方式产生漏磁,减小耦合主磁通实现变压器输出下降外特性。此外为了进一步加强外特性的可调性,在一、二次线圈之间增设活动铁心,或者调节一、二次线圈之间的距离来增强漏磁。(4)半导体器件调节式,为第四代焊机采用的方式。可分为两类,一类采用大功率晶闸管,利用晶闸管的移相控制特点实现外特性调节;另一类采用大功率晶体管,利用晶体管的模拟放大或开关模式实现外特性调节。这类焊机可根据焊机输出反馈调节方式的不同,实现下降、平外、缓降特性输出。(5)数字调节式,为逆变焊机采用的方式。通过对直流电源的逆变开关过程调节(频率调节或脉宽调节)实现焊接的输出调节。根据逆变开关器件的不同分为晶闸管式、晶体管式、场效应管式、IGBT式四类[5]。在四种开关管中晶闸管属于半控器件,其余三种都是全控器件。因此在开关调节过程中,采用不同的调节模式。晶闸管采用PFM方式,其余采用PWM方式。在PWM调节时根据开关管的开关速度选取合适的工作频率,如IGBT 20~25 kHz、场效管40~50 kHz、晶体管16~25 kHz。由于IGBT是由大容量晶体管和场效应管达林顿后的功率开关管,具有电压驱动控制、控制功率极小、单管容量大的特点,为当前大功率焊机采用的主流器件。
2.2直流弧焊机输出合适空载电压的基本要求与实现方法
空载电压是指弧焊电源在非负载状态时的端电压,其值的确定应遵循以下原则[4]:(1)保证引弧容易。较高的空载电压首先可以在引弧时将高接触电阻击穿,形成导电通路。其次容易激发或电离两电极气隙中的气体,使其转变为导电状态。(2)保证电弧稳定燃烧。要求空载电压须高于电弧电压一定值,以交流电弧为基准,U0≥1.8Uf。(3)保证电弧功率稳定,要求空载电压须达到一定要求,以交流电弧为基准,U0>1.57Uf。(4)焊机的经济性。焊机空载电压高不利于经济性,空载电压越高,额定容量越高,相应地消耗铁铜材料越多,增加能耗,降低效率。(5)保证焊工安全,限制空载电压。基于此,直流整流焊机U0≤85 V,弧焊发电机U0≤100 V。
从现有直流焊机的工作原理和结构看,空载电压由三个途径实现:(1)利用旋转发电。将固定转速的旋转线圈在一定强度的激磁磁场中旋转感应出直流电压,在第一代直流焊机中得到应用。(2)利用工频变压器。将三相380V或单相380V(或220V)电网电压降压后整流获得直流输出,在第二代、第三代及第四代直流焊机中得到应用。在第三代、第四代直流焊机中普遍采用三相变压器进行降压。这样可获得每相用电的平衡和减少对电网的影响。由于是工频交流电变换,变压器铁心多采用硅钢片制作,因此变压器的体积和质量都很大。(3)利用中频变压器,应用于第五代直流数字焊机。利用中频变压器对逆变开关管导通的高压交变方波电流进行降压。由于逆变开关管导通获得的高压交变方波电流为中频电流,由变压器原理E=4.44n2fω知,逆变变压器将因频率提高可以采用少的线圈匝数和小的磁通。而变压器铁心需要采用铁氧体或非晶材料制作,具有相对较小的体积和质量。
2.3直流弧焊机调节特性的实现原理和方法
电弧焊接时,电弧电压和电流由电弧静特性与电源外特性曲线相交的稳定工作点决定。对于一定的弧长相应地要有一个稳定工作点。因此,为获得一定范围的焊接电流和电压,直流焊机外特性必须可以均匀调节,以便得到一定宽度的稳定工作区域。
焊接方法决定了焊接电流的调节方式,可通过外特性或送丝速度调节。如焊条电弧焊通过外特性调节焊接电流,而焊接电压则是由电弧长度决定。粗丝埋弧焊的焊接电流大小也是由焊机外特性决定,同时送丝速度调节决定电弧电压。细丝熔化极气体保护焊的电弧长度由电弧电压决定,可通过焊机的外特性调节确定,而焊接电流则取决于送丝速度。因此,对于不同的焊接方法,在确定电源外特性形状后才能进行焊接工艺参数调节。文献[6]国家标准中对于不同形状外特性焊机的调节特性做了如下规定:
(1)下降外特性:可调参数如图1所示。

图1 下降特性电源可调参数
弧焊电源的电流调节范围是在规定负载条件(Ifmin/Ie≤0.2)下,通过调节所能获得焊接电流范围,通常要求Ifmax/Ie≥1.0(TIG焊要求Ifmin/Ie≤0.1),Ie为额定焊接电流。
(2)平外特性:可调参数如图2所示。
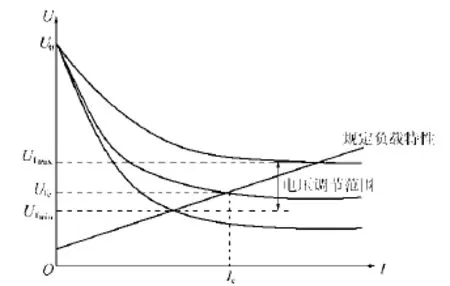
图2 平外特性弧焊电源的可调参数
外特性调节主要改变焊机的输出电压,在规定负载条件下经调节而获得工作电压范围。不同类型的直流焊机外特性调节原理不同,从现有直流焊机的调节特性看有以下几种模式:
①励磁电流和去磁线圈匝数调节。这种模式是针对弧焊发电机,通过调节励磁电流实现发电机转子激磁磁场改变空载电压进行焊接电流的细调,同时通过改变去磁绕组的匝数来实现电流粗调。
②机械调节式。对于普通硅整流焊机,是通过活动铁心或线圈来改变漏磁量实现相应的外特性,因此,可以通过调节活动铁心或活动线圈位置进行电流细调,也可以通过改变一二次线圈匝数的接线方式实现电流粗调。
③电磁调节式。对于磁放大器式整流焊机,通过调节串联回路中的磁放大器的直流控制绕组电流来改变焊机的输出外特性曲线,实现焊接参数的调节。对于全反馈式磁放大器焊机,调节输出电压;对于无反馈或部分内反馈磁放大器焊机,调节输出电流。
④相位调节式。对于晶闸管整流焊机,以晶闸管导通角为控制参数进行焊机外特性和输出参数的调节。从焊机输出端采集不同反馈信号控制晶闸管的触发相位角实现焊机的外特性形状调节,采集电流信号可获得陡降的外特性,采集电压信号可获得平外特性,采集电流和电压信号可获得介于两者间的缓降外特性。控制晶闸管的相位触发电路是这类焊机的关键技术,包括:阻容移相、单结晶体管、晶体三极管、以小触大晶闸管等触发电路等。
⑤频率调节式,即PFM(定脉宽调频率)。以晶闸管为开关器件的逆变焊机采用PFM调节,通过调节开关频率调节焊机输出电流,开关频率越高,输出参数越大。与相位调节式一样,采用电压反馈时,输出平外特性进行焊接电压调节;采用电流负反馈时,输出下降外特性进行焊接电流调节;当电流和电压同时反馈,输出缓降外特性进行电流调节。
⑥脉宽调节式,即PWM(定频率调脉宽)。由于晶体管、场效应管和IGBT管是全控管,既可以导通也可以自由关断,可控性好。因此,采用PWM模式容易实现焊机输出参数的调节。通过改变脉冲宽度来调节焊机输出参数,与相位调节式一样,电压反馈
时获得水平外特性,电流反馈时获得陡降外特性,两种同时反馈时获得缓降外特性。
对于混合调节式,在晶闸管逆变焊机中,电流的细调节采用PFM调节,但是电流调节的开关频率受到主电路电抗参数的限制,范围不够宽,降低了电流调节范围。为了扩大焊机的输出,可通过改变主电路固有频率进行粗调,方法是进行主电路换向电容的切换;接通并接电容后,固有频率减小,为小档范围;断开并接电容,固有频率增加,为大档范围。
2.4对直流弧焊机动特性的要求及实现
焊接过程中电弧是一个非稳定负载,其长度、电压和电流在一定时间内产生剧烈变化,特别是在熔化极电弧焊的熔滴过渡到熔池过程中因熔滴脱离电极引起弧长变化造成电弧电压、电流的瞬时变化。尤其在短路过渡中,当熔滴短路焊丝与熔池而电弧被短路时,电弧剧烈变化造成焊接电流和电压的剧烈升高和降低,过渡结束后,电弧需要复燃过程中,焊机输出的电压要求快速恢复到再引燃电压以上。上述焊接参数的变化速度将对焊接过程中的飞溅和电弧的燃烧稳定性产生很大影响。此外,熔化极电弧焊的短路引弧过程中还存在空载—短路—负载过程特殊情况。
焊接电弧极端变化情况的存在一方面对焊机性能提出严峻考验,另一方面对焊接过程产生非常大的影响,如焊接飞溅、引弧冲击性、熔滴过渡以及薄板焊接的焊缝成形等。
对于不同原理的直流焊机,主回路的电磁惯性不同,焊机的动特性差别很大。根据相关标准,对于直流弧焊电源动特性参数的要求如下[4-5]:
(1)对瞬时短路电流峰值的要求主要是两个方面——从空载到短路和从负载到短路。从空载到短路,以瞬时短路电流峰值Isd与稳态短路电流Iwd之比衡量;从负载到短路,以瞬时短路电流峰值Isd与短路前的负载电流Ih之比衡量。
焊条电弧焊时,从引弧性能看,Isd应大一些。但是从熔滴过渡和焊缝成形看,Isd不能太大。
(2)对0.05 s瞬时短路电流值Isd'的要求。Isd'是从短路瞬时开始经过0.05 s后的瞬时电流值。Isd'大,表示短路电流由峰值降下来的过程慢,短路电流冲击能量大,飞溅严重,动特性差。
(3)对短路电流上升速度的要求指短路电流由最低值上升到最大值Isd与所用时间的比值,用表示。当tgα太小时,短路电流增加较慢,熔滴不能迅速过渡到熔池中,甚至使电弧不稳,引起断弧;tgα太大时,熔滴则与熔池接触形成缩颈,导致飞溅,焊缝成形不理想。不同直径的焊丝,其tgα不同。直径0.5~1.2 mm的焊丝,tgα为70~180 kA/s;直径大于2 mm的粗焊丝,tgα为10~20 kA/s。
(4)对恢复电压最低值的要求。
焊条电弧焊接触引弧时,当焊条与工件短路被拉开后,出现短路—空载。由于回路电感的影响,电源电压不能瞬间恢复到空载电压U0,而是先出现一个尖峰值(时间极短),随即下降到电压最低值Umin,然后再逐渐升高到空载电压U0,如图3所示。这个电压最低值Umin称为恢复电压最低值。如果Umin过小,即焊条与工件之间的电场强度过小,则不利于阴极电子发射和气体电离,引燃电弧困难。

图3 由稳定短路状态拉开时的电压变化情况
不同的直流焊机在主回路串有功能不同的电抗器件,其电感大小差异很大,对焊机的动特性产生很大影响。
(1)对于弧焊发电机,在主回路定子铁心中串接去磁绕组使主回路产生感抗值。
(2)对于磁放大器式弧焊整流器,主回路中设置的磁饱和电抗器使主回路存在电磁惯性。
(3)对于晶闸管整流焊机,为保证输出电流的连续性和减少电流脉动,在主回路中设置滤波电抗器。此外,对于双反星带平衡电器的晶闸管直流焊机还设有平衡电抗器,不过该电抗器的电磁惯性影响很小。
(4)对于直流逆变焊机,为保证电流的连续性,同样也在主回路中设置滤波电抗器。但是由于逆变变压器频率很高,因此滤波电抗器的感抗值非常小,相应也降低了主回路的电磁惯性。
在(1)和(2)中,电抗器的功能是获得适宜的外
特性;(3)和(4)是为保证电流连续性和减少脉动电流。由于频率的差异,(3)和(4)电抗器的阻抗值有很大差别。
3直流焊机先进性指标的技术实现
3.1直流弧焊机的转换效率
可以简单地认为,直流焊机在焊接过程中将电网传输过来的能量转换为电弧焊接要求的电流和电压,以满足焊接特点要求。在这一转换过程中,焊机的主回路和控制部件必将消耗一部分能量。不同类型的焊机转换损耗量不同,即焊机的效率不一样。常用直流焊机的最低转换效率如表1所示。

表1 常用直流焊机的最低转换效率%
(1)弧焊发电机。转换损耗主要是发电驱动机三相电动机的空耗、发电机主回路及控制回路的铁损和铜损耗,其总体效率较低,仅约为52%[6]。
(2)动圈式弧焊整流器。损耗体现在变压器的铁损和铜损方面以及整流管的功率损耗,由于动圈式变压器的结构特殊性,相应的变压器损耗较多,其总体效率在76.5%以上[6]。
(3)磁放大器式弧焊整流器。转换损耗在主变压器、磁放大器的铁损和铜损耗以及三相桥式整流管的功率损耗。在工频下主变压器和磁放大器庞大的磁铁心和线圈产生较大损耗。其综合效率与电源输出外特性有关,相对而言,下降特性效率稍低,平特性效率稍高,总体在68%~88%[4]。
(4)晶闸管整流焊机。转换损耗是主变压器和滤波电抗器的铁损和铜损耗以及晶闸管在开通过程中的管压降损耗,此外晶闸管的控制系统产生一定的损耗。主变压器工作频率远低于滤波电抗器的频率,因此铁损和铜损在两个部件上不同,总体效率约为83%[4]。
(5)直流逆变焊机。转换损耗是工频整流器、中频变压器、高频整流器、逆变开关管以及控制系统产生的损耗。中频变压器因工作频率高、变压器体积小,铁心材料采用铁氧体或非晶材料,铁损非常小。其铜损耗因线圈匝数减少较普通变压器大幅减少。因此,逆变焊机的损耗主要是开关器件在开关过程中产生。晶闸管逆变焊机在运行中采用PFM,频率较低,适用于早期逆变焊机,总体效率为83%~86%[4]。晶体管逆变焊机利用晶体管的开关功能,开关控制需要较大功率。此外因晶体管容量小使用时需要并联,在并联使用中,晶体管的负温度效应需要在发射极设置均流电阻降低了转换效率,总体效率约为81%[4]。场效应管具有开关控制功率小、通态电阻小、损耗低且频率高的特点。虽然容量小,使用时也需要并联,因具有正温度效应,并联使用时无需均流电阻,降低了损耗。场效应管的通态电阻较其他开关管高一些。因此,在频率低于50 kHz时,相对于IGBT、GTR等管损耗更大。因此开关频率固定为50 kHz,效率82%~85%[4]。IGBT是场效应管与晶体管的达林顿复合管,具有控制功率小、管子容量大、通态损耗低的特点。在逆变时,开关管频率固定在20 kHz,桥路同组管同时开通与关断,产生开关损耗,其开关损耗小于GTR,约为1/5~1/3,大于场效应管,其总体效率为85%~87%[4]。目前,IGBT逆变技术主要应用于大容量焊机,为进一步降低开关损耗,IGBT从硬开关技术向移相软开关和双零软开关技术发展。移相软开关是在硬开关电路主变压器一次侧增加谐振电感的基础上,通过移相调节开关管的触发相位和导通脉宽,使同组开关管的开通和关断存在一定相位。双零软开关电路是在逆变主电路变压器一次侧串接饱和电感和阻断电容,同时控制同组开关管同时开通,不同时关断,以实现零电压开通、零电流关断,降低开关损耗。焊机综合效率达到89%以上[6]。
3.2网压补偿功能
在焊接过程中,保持规范参数稳定是保证焊缝质量的关键。网压波动在生产车间是普遍现象,为此需要焊机在内部有网压补偿功能。普通硅整流焊机采用功率二极管整流,在外特性形成和调节过程中无补偿环节,焊机不具有网压补偿功能,焊机输出参数有较大波动。对于磁放大器式、晶闸管、晶体管、逆变焊机等,在焊机线路中都设置有网压波动补偿环节,其基本原理是将网压与给定的稳定控制电压比较后去控制外特性调节机构,如磁放大器的控制电流、晶闸管导通角、晶闸管的逆变频率或开
关管的脉宽等。
3.3直流焊机的外特性控制模式
直流焊机的外特性控制根据焊机类型及其控制器件有所不同。弧焊发电机是基于调节激磁磁场强度或改变去磁磁场强度来实现。磁放大器式焊机是通过调节磁放大器直流控制绕组的电流改变对放大器铁心的磁化状态,从而使交流绕组产生不同的压降来改变输出参数。晶闸管焊机是通过调节晶闸管的导通角实现焊机输出参数调节。晶体管焊机根据晶体管的工作状态分模拟或开关两种调节来实现输出参数的调节。逆变焊机根据所采用的开关管的不同进行两种不同调节,对于半控的晶闸管采用PFM进行电流细调,采用PWM进行粗调。对于全控的晶体管、场效应管以及IGBT管等都采用PWM调节。
4直流弧焊机的主要器件及其认识
4.1直流弧焊机的主要器件
直流弧焊机是强、弱电结合的复杂电气设备,其电路与控制系统越来越复杂,给初学者带来相当大的困难。效率高、功能齐全、使用轻巧方便、外观漂亮等成为现代焊机的标志。但是,焊机的四项基本要求是使用基础,三项先进指标主要体现焊机的先进性与市场竞争力是现代科技技术的具体表现。从认知角度看,初学者要了解和熟悉焊机的结构特点从最基本点出发。各类直流焊机的主要器件如表2所示。
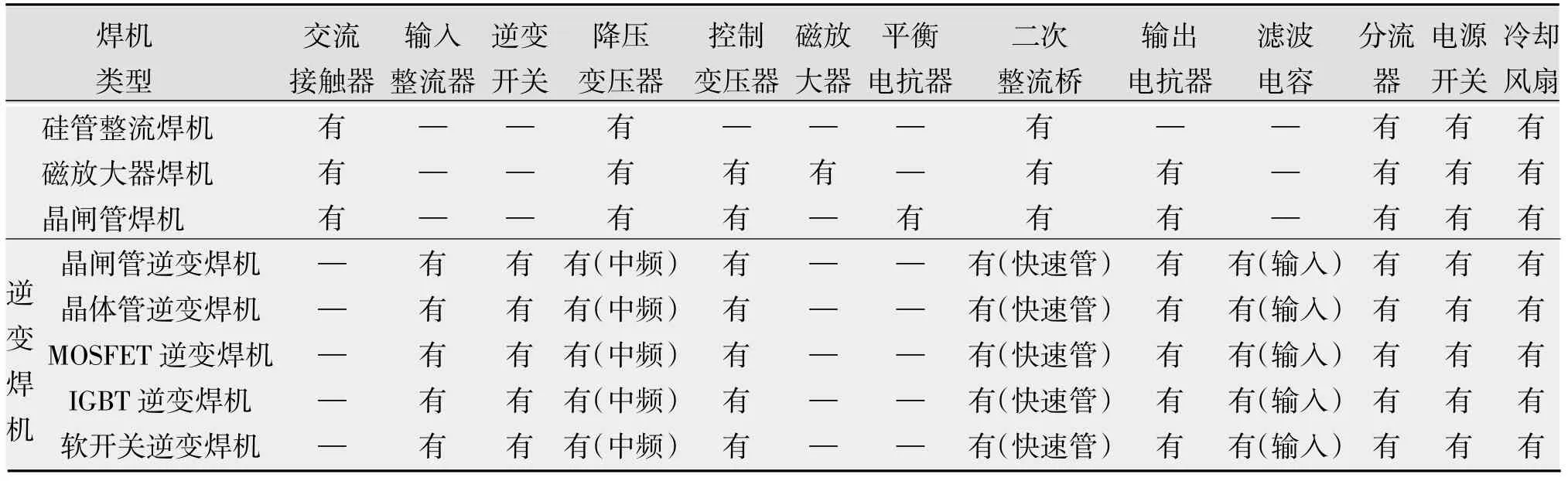
表2 各类直流焊机的主要器件
4.2直流焊机主要器件的认识方法
对于初次接触直流焊机的学生,焊机结构复杂性体现在即使熟读电路图,也不一定能够完全识别焊机结构器件。因此,需要掌握一定的识别技巧。通过多年教学实践,摸索出以下识别方法:(1)位置法。根据所找元件的功能确定在设备中的位置,如主变压器、交流接触器等应在电网输入端附近。(2)形状法。根据元件外观形状来确定,如分流器、滑变电位器、二极管、晶闸管等。(3)铭记法。很多元器件上都标有元件型号、规格,与电路图相对应即可确定。(4)线号法。可根据电路图中与元件相连接线上标号确定。(5)推理法。在找到相同器件后,分别排除推理,要求将已知元件本身与电路图中统一起来。(6)综合法。综合上述两种或三种方法来确定。
5结论
(1)无论直流焊机如何发展,四项功能是焊机的基本要求,这四项功能可以通过不同技术来实现。
(2)通过借助现代电力电子技术和数字技术的先进理念和技术,直流焊机的功能和效能将变得越来越先进。
(3)理解和熟知现代直流焊机的结构特点,还需从基本结构、实现基本功能的原理和器件出发,认知焊机的基本结构。
[1]张士亮,吴志生,陈晓燕.等.弧焊逆变器的电子开关器件应用现状及趋势[J].电焊机,2010,40(12):8-10.
[2]高耗能落后机电设备(产品)淘汰目录(第一批)[EB/OL].工业和信息化部网站,http://www.miit.gov.cn/n11293472/ n11293877/n13138101/n13138133/13138255.html
[3]高耗能落后机电设备(产品)淘汰目录(第二批)[EB/OL].工业和信息化部网站,http://www.miit.gov.cn/n11293472/ n11295091/n11299329/14559848.html
[4]王建勋,任廷春.弧焊电源[M].北京:机械工业出版社,2009.
[5]郑宜庭,黄石生.弧焊电源[M].北京:机械工业出版社,1988.
[6]黄石生.弧焊电源及其数字化控制[M].北京:机械工业出版社,2008.
Electrical structure characteristics and master device recognition of DC electric arc welding machine
JIANG Yingtian,GAO Xuepeng,GUO Shujuan,HU Chuanshun
(Liaoning Shihua University,Fushun 113001,China)
DC(direct current)arc welding machine is a complex electric equipment combination of strong and weak current,which circuit and the control systems are becoming increasingly complicated.This paper starts with the four basic functions of welding and three advanced technology index,and the technology development process is as the main line,the basic composition and the characteristics of the structure and components are introduced.Finally,according to the summary of many years of teaching,thoughts of understanding the electrical structure inside the DC welder and methods of electrical device identification for beginner are proposed.
DC welding machine;electrical construction;inverter power;device recognition
TG434
B
1001-2303(2016)11-0065-06
10.7512/j.issn.1001-2303.2016.11.13
献
蒋应田,高学朋,郭淑娟,等.直流弧焊机电气结构特点与主器件认识[J].电焊机,2016,46(11):65-70.
2016-05-17
蒋应田(1969—),男,甘肃榆中人,高级实验师,主要从事焊接技术与工程的研究工作。
猜你喜欢
四川电力技术(2022年6期)2023-01-31
设备管理与维修(2022年21期)2022-12-28
现代信息科技(2022年20期)2022-11-17
机电安全(2022年4期)2022-08-27
汽车实用技术(2022年12期)2022-07-05
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
舰船电子工程(2019年11期)2019-11-28
建材发展导向(2019年11期)2019-08-24
机电信息(2018年21期)2018-07-26
电子制作(2016年1期)2016-11-07
