
大圆坯缓冷能力与工艺布置的研究
2016-12-07 02:59于永川
四川冶金 2016年4期
于永川
(中钢石家庄工程设计研究院有限公司,河北石家庄050021)
大圆坯缓冷能力与工艺布置的研究
于永川
(中钢石家庄工程设计研究院有限公司,河北石家庄050021)
讨论了大圆坯连铸缓冷钢种的缓冷时间和缓冷坑能力,利用坯库存放场地进行统一规划设计,在圆坯物流发运上实现有效缓冲,实现了大圆坯的品种钢生产能力的提高,保证了一定时间内生产流程的连续生产,圆坯缓冷能力的提高为生产高质量铸坯提供了保障。
大圆坯;缓冲;缓冷;工艺布置
1 引言
随着铸坯品种钢比例不断提升,为满足大圆坯的质量需要,对现有车间内铸坯存放区域进行统一规划,根据不同断面和钢种,在有限的车间厂房内对圆坯存放的堆垛位、缓冷箱和缓冷坑的数量进行优化设计,适应品种钢比例提高对铸坯质量的需要,对缓冷能力与工艺布置进行分析,达到满足产能最大化,提高热装温度和倒运效率的目的[1]。
2 缓冷时间和缓冷能力
2.1 缓冷方式
缓冷是指比自然冷却速度慢的冷却,目的在于:(1)防止某些钢材(如轴承钢、合金工具钢)产生白点;(2)避免某些应力敏感性强的钢材(如高速工具钢、马氏体不锈钢等)空冷时因热应力与组织应力而产生裂纹;(3)避免空冷时钢材(如弹簧钢)表面出现马氏体及表面硬度超标准。
大圆坯的存放按照钢种和断面的不同分为堆垛、缓冷箱和缓冷坑三种方式。
堆垛采用一字型或十字型交叉堆垛方式,在每层铸坯两侧放置防滑垫块,最小定尺6m的圆坯每个垛位最高原则上不超过2.5m,每个垛位存放约500t,垛位之间安全距离至少1.5m。
缓冷箱作为没有加热设备的钢板制成临时存放的箱子,方便以后拆除和移动。尺寸12 000mm(长)×8 600mm(宽)×2 800mm (高),箱四壁及箱盖厚度160mm,四壁及箱盖用耐火纤维填充,底部用沙子和石棉填充。最大容量为1 000t[2]。
缓冷坑是在厂房内挖一地坑,坑四周设计带烧嘴装置和温度测量仪,能精确控制铸坯缓冷温度,坑的一侧设置楼梯便于人员检修,缓冷盖采用电动平移式坑盖,使铸坯由天车吊入坑中到盖密封的全过程在1min内完成,比传统天车吊缓冷盖时间大大缩短,顺利实现了铸坯的快速进坑和出坑的工艺要求。在车间场地受限时,一般由天车人工吊缓冷盖,每个缓冷坑一般有2~3个缓冷盖拼合而成。
热态铸坯入缓冷坑在700℃以上采用夹坯钳入坑,考虑安全性每次只夹一根铸坯,在多流同时生产时生产小断面铸坯时入炉节奏受到一定的限制。入坑温度在500~700℃采用夹坯钳或高温电磁铁,后者可同时把多根圆坯放入坑中,具有效率高的特点。每层圆坯之间留有间隙方便夹钳取放坯子,在缓冷时间满足出坑要求时,电磁吊可同时吸出多根铸坯出坑,远高于夹坯钳的作业率,再通过过跨电平车或过跨辊道运输。
2.2 缓冷设计原则
为保证连铸生产与缓冷物流的畅通与顺行,炼钢—连铸生产流程中的物流调控应遵循以下原则[3]:
(1)缓冷能力与连浇炉数匹配原则
生产组织按照订单集中生产需缓冷的钢种时,一个浇次中有多次中间包快换,为避免混钢装入,要求缓冷坑数量与需缓冷钢种数量一一对应,便于生产调度和现场管理,因此,缓冷坑和缓冷箱的缓冲能力略大于每个浇次最大产能。
(2)入炉等待时间最小原则
铸坯的堆垛、缓冷箱或缓冷坑的运输时间受到天车吨位和铸坯温度的影响,在坯库空间有限情况下,利用过跨电平车或热送辊道将铸坯转运到其它存放跨,起到缓冲单一跨内天车能力的不足的作用,通过2~3个跨内设置缓冷装置来均衡铸坯倒运的压力,提高缓冷工序的“柔性时间”,加速铸坯周转,减少铸坯运输过程中的温降,保证缓冷温度。
(3)按钢种分类缓冷原则
在保证铸坯质量的基础上,结合现有存放场地和车辆运输通道,对堆垛垛位、缓冷箱和缓冷坑的数量按照产品大纲和订单进行统一考虑,实现连铸连浇的最大生产炉数,任何相邻两个浇次的间隔不会由于铸坯存放倒运造成连铸的停顿。综合考虑炉机匹配、中间包寿命、设备检修计划等约束条件,优先安排缓冷坑和缓冷箱的生产,快换炉次间尽量安排只需堆垛缓冷的钢种生产,实现经济合理的缓冷方式的组合。
(4)缓冷场地外移的原则
扩展连铸坯库车间临近跨存放铸坯,通过多部过跨电平车或热送辊道、汽车短倒至相邻跨起到解决单一存放跨能力不足的问题,保证物流的有效衔接,避免追求单一连铸机的最大连浇炉数,而影响其它铸机的连续生产。统一考虑各台连铸机尽可能最大连浇、物流运行合理,目的是保持物流在整个连铸工序内的平衡,均衡各台连铸机的缓冷和堆放空间。
2.3 钢种缓冷温度与缓冷时间(见表1)
2.4 缓冷能力与布置方式
按照最小断面ϕ300mm和最长定尺9m进行考虑,每包钢水平均68t,连浇炉数14炉,平均浇注周期32min,每日最大产能分别生产一个浇次、两个浇次和三个浇次和最长浇次快换的钢种均不一样,中包耐材使用寿命平均9h快换一次,最高快换4次合计连续生产4 500t铸坯,结合钢种缓冷时间,考虑最大日产能和小时产能的生产节奏与天车吊运节奏的合理组合。在连铸出坯跨坯库有两台32t天车,32t/10t天车吊运ϕ300圆坯一个来回时间278s,而冷床周期出坯子平均55s一根,平均5min从缓冷坑吸取ϕ300圆坯定尺长6m的2根,总重6.6t,小时能力在160t,两部天车同时交替作业,按照相互制约50%考虑,圆坯出坑能力240t/h见表2。

表1 不同钢种缓冷温度与缓冷时间
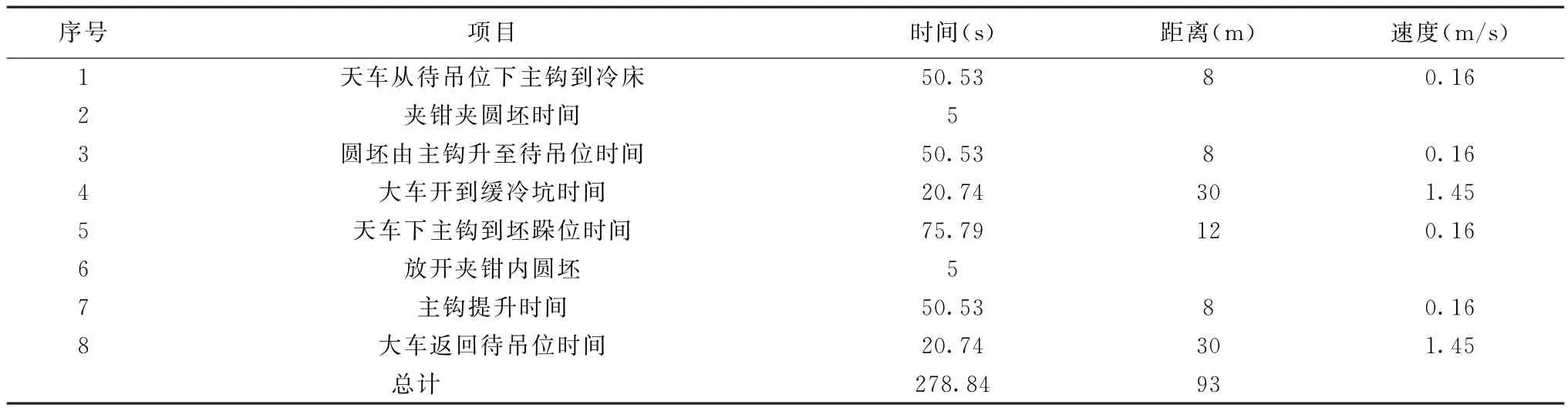
表2 32t/10t天车ϕ300mm圆坯吊运周期
从安全性上设计,缓冷坑深度不超过-3m,坑沿高出地面+0.7m。缓冷坑宽度6.7m,长度10m,坑标高-3m,坑沿+0.7m,四周和地面必须防水。坑内地面铺设20mm厚钢板,防止圆坯压坏地面。坑壁四周必须防撞,墙体依次为钢筋混凝土、耐火墙、200mm×200mm钢坯(整体竖向焊接)或者弹簧板。盖板为小弧形的钢盖,每个缓冷坑设置3个长6.7m宽3.4m的钢板盖,四边设有吊耳。对角线上设直爬梯,便于平时检修和人员意外坠落入坑时逃生使用,见图1和图2。
每日5个流同时生产最高小时产能200t,如果全部是需要缓冷的钢种,入坑时间在36h,每次倒运铸坯时间在8h,按照4 000t对缓冷坑进行设计,基本满足每天生产缓冷需要。为了保证缓冷时间最长并且必须在缓冷坑或缓冷箱的钢种生产需要,缓冷能力略大于连铸能力,按照9h中包快换,假设每次中包快换的钢种均不一样,44h内至少保证5个钢种的缓冷,设置至少5个缓冷坑。考虑现有连铸出坯跨的坯库和临近跨的车间场地,可以分别设置3个和2个缓冷坑。不需要缓冷的钢种直接通过过跨电平车运输到外库集中存放,布置图见图3和图4所示。

表3 缓冷坑的缓冷能力计算
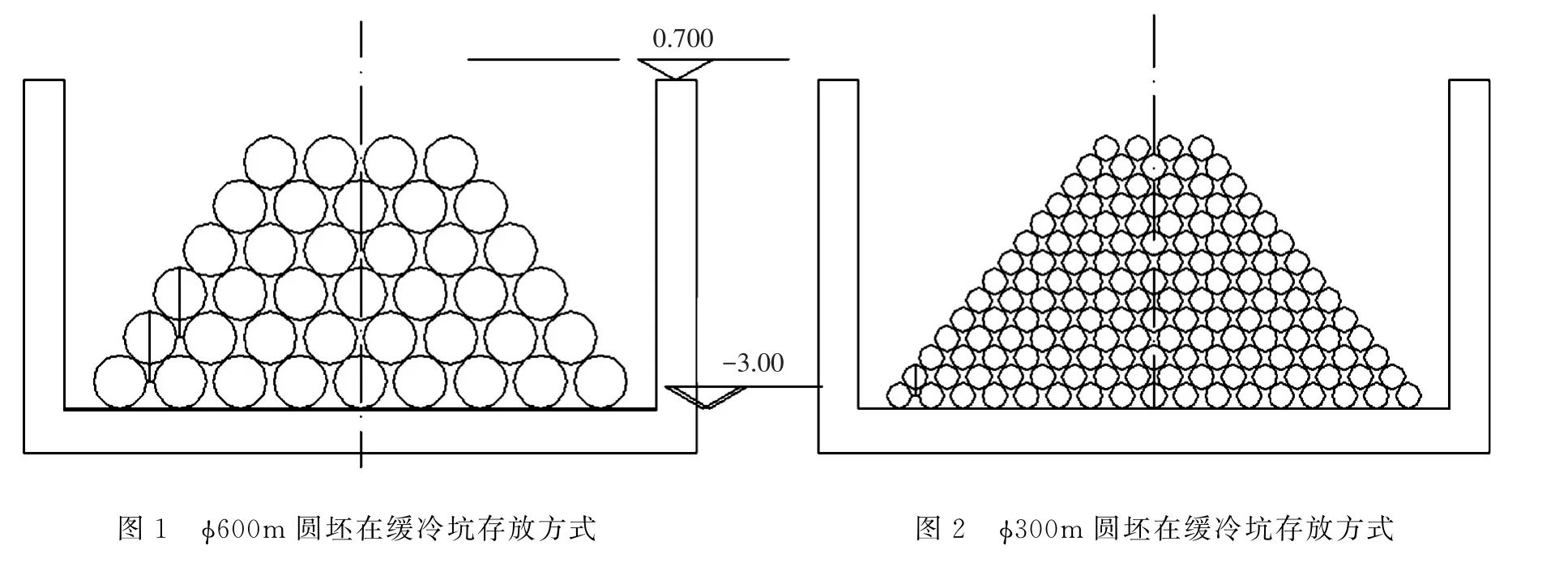

图3 出坯跨、与原料跨和外库布置图
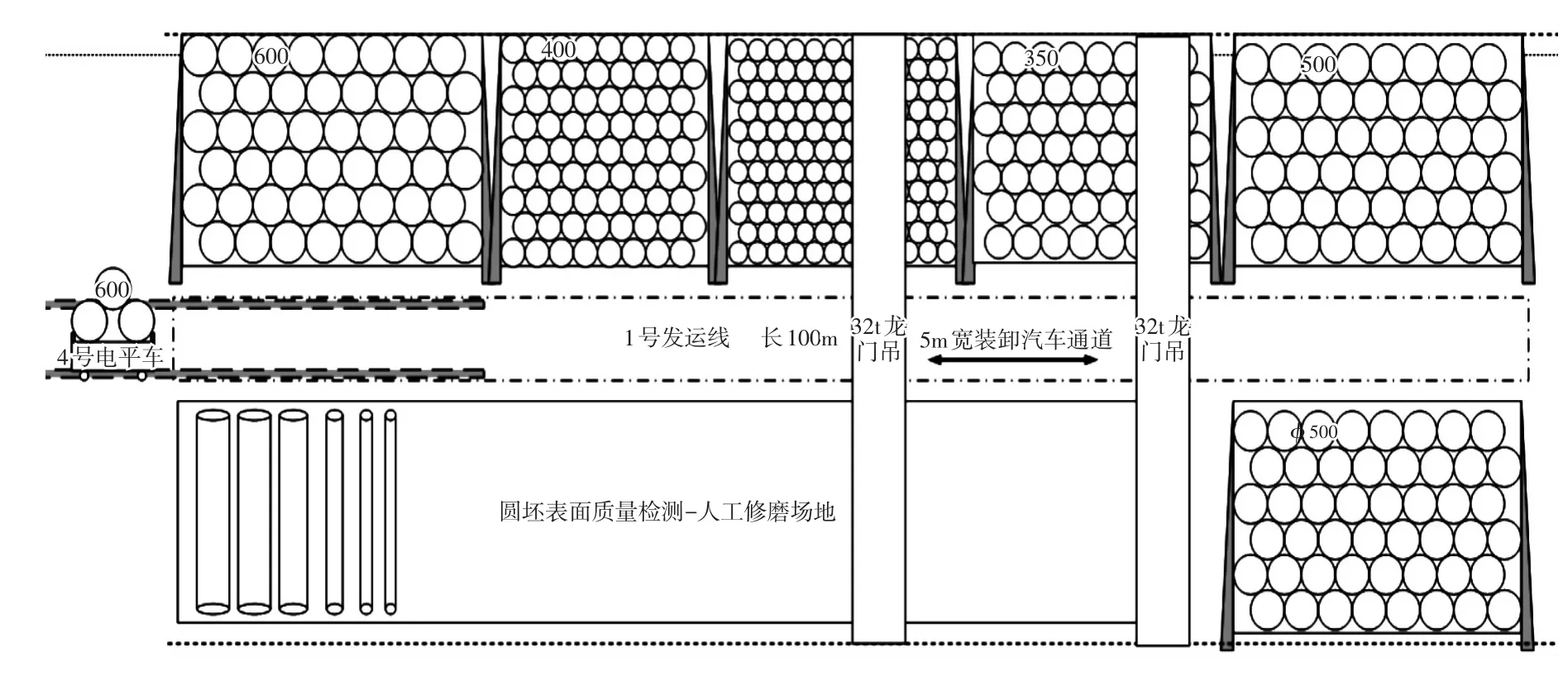
图4 圆坯存放和发运的外库布置图
3 结论
缓冷坑在配合特钢大圆坯连铸投产使用后,对提升高端品种钢的生产起到柔性缓冲作用,对不用缓冷的钢种及时通过过跨电平车运输到外库集中存放,在一个浇次间穿插只需堆垛缓冷的钢种可以有效缓解天车作业的压力,在厂房车间空间紧张的情况下,可以建设缓冷箱便于灵活根据不同季节和生产情况移动缓冷存放位置,能有效地弥补厂房内缓冷坑数量的不足,使得品种衔接与铸坯存放效率大大提高,保证了连铸生产的稳定性和均衡性。总之,缓冷坑效果最好,车间场地具备条件时,优先安排
使用,缓冷坑和缓冷箱以及堆垛缓冷的能力要大于连铸生产能力。合理有效的工艺布置不仅可以大大降低生产运行成本,而且对于优化生产流程具有重要的意义。
[1] 凌遵峰.天钢炼钢厂年产400万吨钢物流时序研究[J].天津冶金,2006(1):45-49.
[2] 闫观海.耐火纤维折叠块在缓冷坑炉盖上的应用[J].包钢科技,1998(02):7-8.
[3] 何腊梅,郑忠,高小强,等.攀钢炼钢生产物流仿真分析[J].重庆大学学报,2004,27(5): 57-60.
The Productive Capacity of Round Cast Billets With Large Section and Process Arrangement in Slow Cooling Condition
YU Yong-chuan
(Sinosteel Shijiazhuang Engineering Design and Research Institute Co.Ltd,Shijiazhuang 050021 Hebei,China)
In this paper,it discussed the buffer time and capacity of slow cooling pit about round bloom,integrated plan and design using present bloom storage yard.It achieved effective buffer about round bloom delivery,realize the improvement of production ability of quality round bloom,guarantee continuous production of process flow in due time,therefore,the enforcement of slow cooling capacity laid the basis of high quality round bloom.
round bloom,buffer,slow cooling,process layout
1001-5108(2016)04-0021-05
TF777
A
于永川,工程师,主要从事炼钢、连铸工艺设计及应用技术开发工作。
猜你喜欢
山东冶金(2022年3期)2022-07-19
幼儿100(2021年38期)2021-12-23
东北大学学报(自然科学版)(2020年12期)2020-12-18
重型机械(2020年4期)2020-06-29
中国金属通报(2019年5期)2019-07-11
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
小学生导刊(低年级)(2016年9期)2016-10-13
铁路技术创新(2016年2期)2016-05-26
作文周刊·小学六年级版(2014年3期)2014-06-04
河南科技(2014年23期)2014-02-27
