
熔化极气体保护焊焊缝成型的关键工艺条件
2016-12-07 07:21:31杨新华
电焊机 2016年10期
杨新华
(陕西工业职业技术学院,陕西咸阳712000)
熔化极气体保护焊焊缝成型的关键工艺条件
杨新华
(陕西工业职业技术学院,陕西咸阳712000)
目前熔化极气体保护焊在广泛应用于很多行业,但由于缺乏系统全面介绍该焊接方法工艺的资料,同时熔化极气体保护焊工艺又较为复杂,导致不少多年从事熔化极气体保护焊的工作人员也很难将焊接工艺编制和焊接参数调节工作做得较圆满,阻碍了熔化极气体保护焊的应用与推广,因此研究总结熔化极气体保护焊工艺具有现实意义。在应用熔化极气体保护焊的基础上,用实验验证了焊接电流、电弧电压、干伸长度和焊接速度对焊缝成形的影响,分析总结了其对焊缝形状的影响规律,为熔化极气体保护焊技术的推广应用提供了技术参考。
熔化极气体保护焊;焊缝成型;焊接电流;电弧电压;干伸长度;焊接速度
0 前言
熔化极气体保护焊发明60多年来,在工业各领域得到了广泛应用,其焊接质量受到人们高度重视,其中焊缝成形是质量控制的要素之一。但熔化极气体保护焊焊缝成形的影响因素众多,如焊接工艺参数、焊接位置、焊接方向与焊枪倾角等都对焊缝成形有一定影响,情况较为复杂,全面掌握焊缝成形规律难度很大。在众多影响焊缝成形的因素中,焊接电流、电弧电压、干伸长度和焊接速度四个主要工艺参数最为突出[1-2],本研究通过实验简要分析与总结了影响焊缝成形的四大工艺条件。
1 焊接实验及结果分析
焊接实验的思路是在其他焊接条件不变的情况下,分别改变焊接电流、电弧电压、干伸长度和焊接速度进行实验,然后研究分析焊缝成形,总结四大工艺条件对焊缝成形的影响规律。
试验焊接设备型号为FastMIGX-450,焊丝为ER-50-6,焊接试板材质为Q235,加工尺寸为300×
200×12 mm,保护气体为CO2。
1.1 焊接电流实验
实验一:电弧电压、干伸长度和焊接速度不变时,焊接电流实验数据如表1所示,焊缝轮廓如图1、图2所示。

表1 焊接电流实验数据Tab.1Welding current test data

图1 焊缝截面图Fig.1Cross sectional view of welds
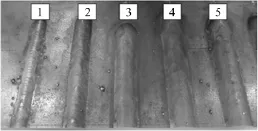
图2 焊缝俯视图Fig.2Topside view of welds
试验一结果分析总结:焊接电流增大时(其他条件不变),焊缝的熔深和余高增大,熔宽无明显变化(或略为增大)[3-4]。这是因为:
(1)电流增大后,工件上的电弧力和热输入均增大,热源位置下移,熔深增大。熔深与焊接电流成正比关系。
(2)电流增大后,焊丝融化量成比例地增多,由于熔宽近乎不变,所以余高增大。
(3)电流增大后,弧柱直径增大,熔宽近乎不变。
1.2 电弧电压
实验二:焊接电流、干伸长度和焊接速度不变时,电弧电压实验数据见表2,焊缝轮廓见图3、图4。

表2 电弧电压实验数据Tab.2Welding voltage test data
实验二结果分析总结:电弧电压增大后,电弧功率加大,工件热输入增大,同时弧长拉长,分布半径增大,熔深略有减小,熔宽增大,同时导致余高减小[3-4]。
1.3 干伸长度
实验三:焊接电流、干伸长度和焊接速度不变时,干伸长度实验数据如表3所示,当焊接电流在100~200 A时,电弧长度为3 mm,因此改变导电嘴到工件的距离相当于改变干伸长度。干伸长度、弧长和导电嘴到工件距离见图5,焊缝轮廓见图6、图7。
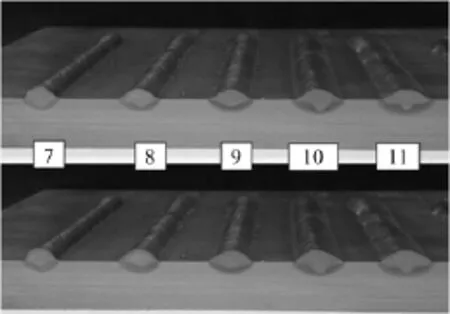
图3 焊缝截面图Fig.3Cross sectional view of weld

图4 焊缝俯视图Fig.4Topside view of welds 7~11

表3 导电嘴到工件距离实验数据Tab.3Contact to work distance test data

图5 干伸长度、弧长和导电嘴到工作距离Fig.5Electrode extension,arc length,and contact to work distance diagram

图6 焊缝截面图Fig.6Cross sectional view of welds

图7 焊缝俯视图Fig.7Topside view of welds
实验三结果分析总结如下:干伸长度增加时,焊缝宽度增加,熔深和余高减少[5]。这是由于熔化极气体保护焊为恒压电源,当外界条件变化时,电压不变,当干伸长度增加时,电阻增大,焊接电流减少,电弧对熔池的冲击减小,因此熔深减小,同时实际焊接电流减少,焊丝的熔化减小,相应余高也减小;当干伸长度减小时,情况正好相反。导电嘴到工件距离变化如图8所示。
1.4 焊接速度
实验四:在保证焊缝宽度和余高基本一致时,改变焊接速度,焊接速度,实验数据如表4所示,焊缝轮廓如图9、图10所示。
实验四结果分析总结:
对于熔化极气体保护焊,焊接电流在180A以上
时,熔深随着焊接速度的增加而增加(在小电流焊接时结论正好相反)。焊接速度较低时,电弧直接作用于熔池中心,焊接熔池作为一个大的缓冲器(熔池的缓冲效应),影响金属液滴渗透到母材,从而减小了熔深[5-6]。相反在焊接速度较快时,电弧作用于熔池边缘,过渡的熔滴直接与母材接触,熔池的缓冲作用不明显,得到的熔深较大。

表4 焊接速度实验数据Tab.4Travel speed test data

图8 导电嘴到工件距离变化示意Fig.8CTWD variation diagram figure

图9 焊缝截面图Fig.9Cross sectional view of welds

图10 焊缝俯视图Fig.10Topside view of welds
2 结论
(1)焊接电流、电弧电压、干伸长度和焊接速度是影响熔化极气体保护焊焊缝成形的关键工艺条件,熟练掌握以上四个工艺要素对焊缝成形的影响规律是熔化极气体保护焊技术推广应用的基础。
(2)焊接电流、电弧电压、干伸长度和焊接速度对焊缝成形影响很大,且不是独立变化的工艺条件,而是相互影响相互制约。四者的合理匹配是由被焊材料种类与厚度、焊接位置、坡口等条件综合决定的。
[1]David J.Hoffman.Welding[M].Prentice Hall,2011.
[2]Larry Jeffus.Welding Principles and Applications[M].Delmar Pub,2011.
[3]杨新华,朱蓉英.熔化极气体保护焊实施关键点探析[J].热加工工艺,2014(17):226-229.
[4]高忠民.熔化极气体保护焊[M].北京:金盾出版业,2013.
[5]梁涛,李恒灿.CO2气体保护焊焊接Q460C钢中厚板的工艺研究[J].电焊机,2014(6):126-129.
[6]陈茂爱,张丽娜.熔化极气体保护焊[M].北京:化学工业出版业,2014.
Essential process conditions of weld shape in gas metal arc welding
YANG Xinhua
(Shaan Xi Polytechnic Institute,Xianyang 712000,China)
Gas metal arc welding are applied widely in many industries of the national economy at present,but because of the lack of a systematic introduction to the welding process,at the same time,gas metal arc welding process is relatively complicated,resulting a lot of welding staff engaged in gas metal arc welding work in many years is hard to plan incisively welding process and to adjust welding parameters,which hinders application and promotion ofthe gas metal arc welding to a certain extent,therefore researching and summary of the technology of gas shielded has practical significance.In the paper,based on the application of gas metal arc welding,it has been verified of effect of welding current,arc voltage,stick-out and welding speed on the formation of weld using experimental methods.The influence of welding current,arc voltage,stick-out and welding speed on the weld shape are summarized,which provide technical support for the popularization and application ofgas metal arc weldingtechnology.
gas metal arc welding;weld shape;welding current;welding voltage;stick-out;welding speed
TG444+.72
A
1001-2303(2016)10-0121-04
10.7512/j.issn.1001-2303.2016.10.25
献
杨新华.熔化极气体保护焊焊缝成型的关键工艺条件[J].电焊机,2016,46(10):121-124.
2016-01-24
陕西工业职业技术学院课程改革项目(14KCGG-007)
杨新华(1975—),男,山西五台人,硕士,主要从事焊接工艺及自动化的研究工作。
猜你喜欢
金属加工(热加工)(2024年3期)2024-04-07 09:03:02
汽车实用技术(2022年13期)2022-07-19 12:41:04
智能建筑电气技术(2022年2期)2022-02-06 02:30:58
模具制造(2019年4期)2019-12-29 05:18:58
山东冶金(2019年5期)2019-11-16 09:09:08
制造技术与机床(2019年9期)2019-09-10 07:36:42
电子制作(2019年10期)2019-06-17 11:45:00
制造技术与机床(2018年9期)2018-09-19 06:48:36
滇池(2017年5期)2017-05-19 03:23:19
电子制作(2017年22期)2017-02-02 07:10:15
