
转向架用耐候钢焊接接头显微组织和力学性能
2016-12-07 07:21:29何亚玲王晓敏
电焊机 2016年10期
何亚玲,胡 洁,王晓敏
(1.西南交通大学生命科学与工程学院,四川成都610031;2.西南交通大学材料科学与工程学院,四川成都610031)
转向架用耐候钢焊接接头显微组织和力学性能
何亚玲1,胡 洁2,王晓敏1
(1.西南交通大学生命科学与工程学院,四川成都610031;2.西南交通大学材料科学与工程学院,四川成都610031)
以转向架用国产耐候钢S355J2W与进口耐候钢SMA490BW为研究对象,选用进口焊丝G424M21Z与国产焊丝CHW-55CNH进行焊接,获得3种焊接接头。通过金相、硬度、拉伸和弯曲试验,对接头进行显微组织和力学性能研究。结果表明,3种接头的基本力学性均能满足标准要求;1#、2#接头焊缝区硬度比母材区高,拉伸断裂位置在母材处,为高配焊丝;3#接头焊缝区硬度和母材区相当,拉伸断裂在焊缝处,其抗拉强度比1#、2#高,但延伸率及塑性较差,为低配焊丝。
S355J2W钢;SMA490BW钢;焊接接头;显微组织;力学性能
0 前言
转向架是轨道车辆结构中最为重要的构件之一,主要起到支撑车体、承受并传送各方面的作用力以及保证车辆运行安全等作用[1]。近年来,随着我国轨道车辆的快速发展,车辆的运行速度不断提高,转向架焊接构架承受的载荷增加,疲劳断裂事故严重。通过组合不同的钢材和焊材以及优化焊接工艺来改善焊接构架接头使用寿命具有重要的现实意义[2-3]。目前,我国按欧洲标准生产的S355J2W耐候钢以及日本进口的SMA490BW耐候钢都具有含碳量低、耐腐蚀性和焊接性好等优点,是转向架的常用材料。
本研究通过对不同型号的耐候钢及焊接材料的组合,在焊材性能满足使用要求基础上,对其接头进行基本的性能试验,对比分析国产和进口耐候钢在组织及力学性能方面的差异,考察三种材料是否满足设计要求,为转向架材料的选择提供理论依据。
1 试验材料及方法
1.1 母材及焊接材料
试验用母材为国内按照欧洲标准EN10025-5: 2004生产的耐侯钢S355J2W和日本的SMA490BW钢,板厚12 mm,两种钢的化学成分和力学性能如表1、表2所示。使用的焊丝为符合GB/T8810-1995标准要求的CHW-55CNH(直径1.2 mm,生产厂家为大西洋)以及标准ISO 14341 A:G424M21Z,其化学成分见表1。

表1 钢及焊丝的化学成分%
1.2 焊接工艺
焊接方法采用熔化极活性气体保护焊(135),保护气体选择青岛海玉气体公司富氩混合保护气体φ(Ar)80%+φ(CO2)20%,气体流量18~22 L/min,层间温度小于等于180℃。接头形式采用V型坡口,如图1如示。其中t1=t2=12 mm,b=2.5 mm,c=2 mm,α=60°。对接接头的焊接工艺参数如表3所示。

表2 钢材的力学性能
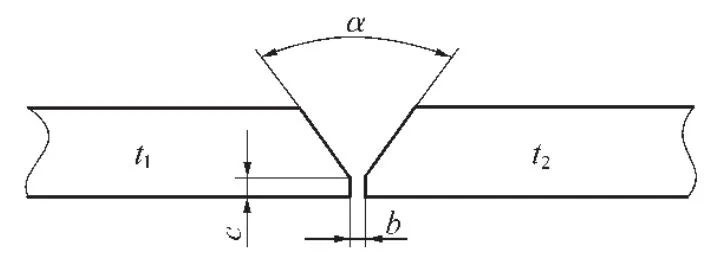
图1 接头形式

表3 对接接头焊接参数
1.3 试验方法
对焊后试板进行X射线探伤检测,根据探伤结果选取无缺陷焊板取样进行试验。试板编号所对应的材料牌号以及焊接材料如表4所示。金相试样抛光后使用4%硝酸酒精腐蚀,采用ProgRes C5蔡司显微镜观察显微组织。拉伸试验依据标准ISO 4136:2011在型号为DNS-300的微机控制电子万能试验机上进行,拉伸速度5 mm/min。弯曲试验按标准ISO5173:2009执行,弯曲角度180°,压头直径48mm,试样在任何方向上都无大于3 mm的单条裂纹视为合格。硬度试验在HVS-30数显维氏硬度计上进行,载荷10 kg,加载时间15 s。

表4 试验材料
2 试验结果及分析
2.1 显微组织
三种接头的显微组织如图2所示。图2a、图2f、图2j为焊缝区,三种材料的焊缝显微组织均为块状的白色先共析铁素体沿柱晶晶界分布,其间夹杂有少量珠光体,柱晶内为针状铁素体,细小点状组织为粒状贝氏体,少量无碳贝氏体向晶内生长。与其他微区相比,焊缝组织最粗大。其中1#试样组织更均匀化,比较规整,粒状贝氏体更多更弥散。图2b、图2g、图2k为熔合区,其中颜色较深的为焊缝区,较浅的为母材过热区。该区温度会造成金属晶粒以及其边界熔的再重新分布,使化学成分和组织都有明显的不均匀性,导致脆断与焊接裂纹,为接头最薄弱的环节[4]。图2c、图2h、图2l为过热区,三种材料的过热区组织中都具有粗大的、沿晶分布的先共析铁素体,魏氏组织铁素体向晶内生长,黑区基体为珠光体,晶粒内部同时存在少量细小点状组织为粒状贝氏体。
相比1#、3#,2#组织更加均匀化。图2d、图2i、图2m为正火区,是整个接头晶粒最为细化的区域,所以也称之为细晶区,为多面体晶粒铁素体与珠光体均匀混合分布,对比1#、2#、3#组织可知,3#珠光体较多,2#晶粒比较细小,珠光体较少。图2e、图2n为母材区,母材区在加工过程中,杂质和枝晶偏析被拉长,将沿近平行于试样上下表面分布黑色的轧制带状组织,呈现明显的轧制钢特征[5]。图2e组织为块状铁素体与珠光体呈带状组织分布,图2n组织的珠光体较少,块状铁素体组织大小不一。

图2 三种接头焊缝显微组织形貌
2.2 硬度分析
硬度测试结果如图3所示,三种接头的打底焊和盖面焊硬度曲线在各微区的规律一致,且对于焊缝区和热影响区来说,盖面焊层的硬度均高于打底焊层,这是由于盖面焊层对打底焊层的热影响导致其组织产生软化。

图3 三种接头硬度测试结果
1#、2#接头均为焊缝到热影响区先升高,过热区硬度达到最大值,到母材区急速下降,母材硬度比焊缝低。3#接头硬度同样为过热区最高,但3#的焊缝硬度与母材相当或小于母材(打底焊层)。对比图3可知,1#、2#母材均为S355J2W,母材区硬度相当,盖面焊硬度值在150 HV上下波动,而3#的母材为进口SMA490BW钢,其金相组织中珠光体和黑色轧制带比1#、2#少,带状组织周围的铁素体细小,硬度较高,约为180 HV;正火区晶粒细小,硬度均比母材区高;过热区焊接热循环的特点以及粗大的魏氏组织,出现硬度的峰值[6];1#焊缝材料为G424M21Z,盖面焊硬度约200 HV,2#、3#为CHW-55CNH,硬度约为190 HV。虽然两种接头焊缝区的组织都是各种形状的铁素体以及部分的珠光体+贝氏体,但2#、3#焊缝的铁素体更粗大,1#试样组织更均匀化,粒状贝氏体更多更弥散。因此1#焊接头焊缝硬度值高于2#、3#。
2.3 拉伸性能
对接接头的室温拉伸试验结果如表5所示,拉伸应力-应变曲线如图4所示。

图4 三种接头的拉伸应力-应变曲线
由表5可知,三种接头的抗拉强度均高于相应母材的强度,均满足使用要求。1#和2#接头的抗拉强度非常接近,且平行样之间的波动较小。3#接头的抗拉强度和屈服强度明显大于1#和2#接头,而延伸率则小于1#和2#接头;1#、2#接头均断裂于母材,而3#接头的断裂位置在焊缝。1#、2#两种接头的抗拉强度(505MPa)与试验所用母材的抗拉强度接近(498 MPa)。这表明相对于国产S355J2W母材,无论采用G424M21Z进口焊丝还是CHW-55CN4国产焊丝,均为高配焊丝,所形成的接头焊缝强于母材,因而拉伸断裂在母材处。而3#接头抗拉强度(545 MPa)高于所用母材的抗拉强度(526 MPa),这表明CHW-55CN4国产焊丝相对于进口SMA490BW母材为低配焊丝,断裂位置在焊缝。由于焊缝区域远小于母材,更容易发生形变硬化,所以断裂时延伸率也小于断裂在母材处的1#、2#接头。这与硬度试验结果相一致。

表5 对接接头拉伸试验结果
三种接头拉伸试验后的试样SEM微观形貌如图5所示。

图5 接头拉断后微观形貌
1#接头断口表现为韧窝的塑性断口形貌,韧窝
主要由小韧窝和间断的大韧窝组成,整个断面凹凸不平;1#和2#的拉伸断裂位置均为母材,两者具有同样的断口形貌;3#接头拉伸断口由大小均一的等轴韧窝组成,从图5c还可看见散落的小气孔,尺寸不超过10 μm。一般在断裂条件相同时,韧窝尺寸越大,表示材料的塑性越好。因此从三种接头的断口形貌可知,1#和2#接头的塑性优于3#接头,这与拉伸试验结果一致。
2.4 弯曲性能
弯曲试验结果如图6所示。三种接头在180°弯曲角度下面弯及背弯均未出现断裂和裂纹,表明三种接头的弯曲试验均合格,具有良好的塑性。
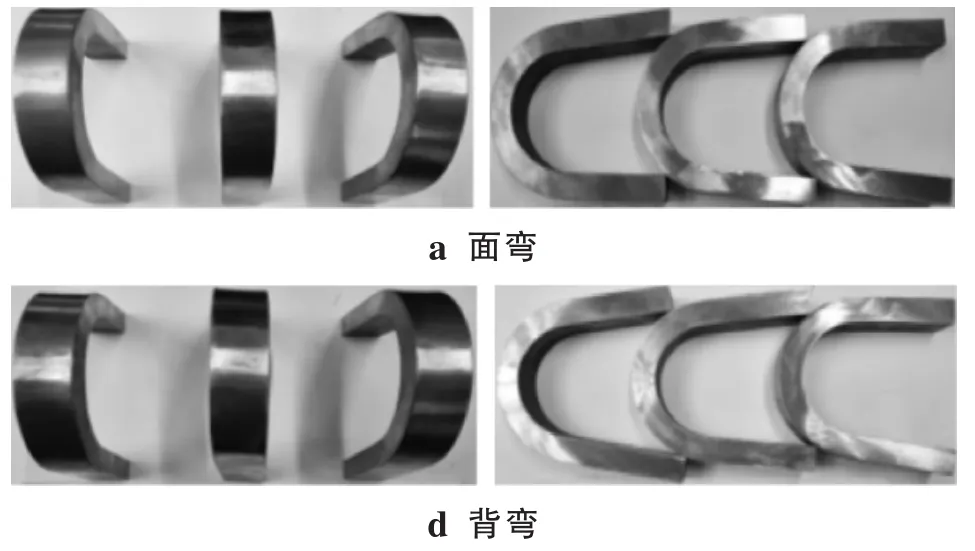
图6 弯曲试验结果
3 结论
(1)相对于国产S355J2W母材,无论采用G424M21 Z进口焊丝还是CHW-55CN4国产焊丝,均为高配焊丝。而CHW-55CN4国产焊丝相对于进口SMA490BW母材为低配焊丝。
(2)三种接头各微区的显微组织大致相近,但其数量以及均匀化程度各异。硬度由焊缝到母材都是先升高后降低,过热区达到峰值。1#、2#接头母材硬度最低,3#接头母材与焊缝硬度值相近。
(3)1#、2#接头断裂位置均在母材,抗拉强度接近。3#接头断裂在焊缝,其抗拉强度和屈服强度明显大于1#和2#接头,而延伸率小于1#和2#接头。弯曲性能满足标准要求。
[1]许鸿吉,王君杰.转向架构架焊接接头组织与性能研究[J].理化检验-物理分册,2007,43(12):599-601.
[2]孙周明,张连华.提速车焊接转向架焊缝TIG重熔工艺的研究[J].机械工人(热加工),2002,1(5):8-10.
[3]刘博维.S355J2W耐候钢焊接接头组织及性能研究[D].北京:北京交通大学,2012.
[4]张励忠,刘博维,张淘,等.S355J2W耐候钢焊接接头显微组织与力学性能[J].北京交通大学学报,2012,36(4):127-130.
[5]陶传琦,吴向阳,王秋影等.SMA490BW耐候钢激光-MAG复合焊与MAG焊对比研究[J].电焊机,2014,44(12):35-39.
[6]安丽君,张志坚.对焊接接头热影响区维氏硬度试验的探讨[J].理化检验-物理分册,2002,38(2):53-55.
Microstructures and mechanical properties of the welded bogie joints of weathering steel
HE Yaling1,HU Jie2,WANG Xiaomin1
(1.School of Life Science and Engineering,Southwest Jiaotong University,Chengdu 610031,China;2.School of Material Science and Engineering,Southwest Jiaotong University,Chengdu 610031,China)
Taking the domestic S355J2W weathering steel and the imported SMA490BW weathering steel as the research object,and three kinds of welding joints were obtained by using imported G424M21Z welding materials and domestic welding wire CHW-55CNH. In order to study the microstructure and mechanical properties of the welded joints,the investigation were conducted through the microstructure observation,hardness test,tensile test and bending test.The results show that the basic mechanical properties of the three joints can meet the standard requirements;compared to the hardness of 1#and 2#joints,the weld zone is higher than the base material zone,and the location of the tensile fracture is in the base material region,they are both the high matching joints.The hardness of weld zone of 3#joints is similar to the base material zone,and the location of the tensile fracture is in the weld region,the tensile strength of 3#joints is more higher,but the elongation and plasticity is more worse.The joints are low matching joints.
S355J2W steel;SMA490BW steel;welded joint;microstructure;mechanical property
TG457.11
A
1001-2303(2016)10-0112-06
10.7512/j.issn.1001-2303.2016.10.23
献
何亚玲,胡洁,王晓敏.转向架用耐候钢焊接接头显微组织和力学性能[J].电焊机,2016,46(10):112-117.
2015-09-15;
2016-05-20
何亚玲(1990—),女,四川遂宁人,在读硕士,主要从事材料焊接及其腐蚀性能的研究。
猜你喜欢
石油沥青(2023年5期)2023-05-11 18:40:58
航空制造技术(2022年5期)2022-07-15 08:01:00
武汉科技大学学报(2019年4期)2019-07-04 06:16:54
四川冶金(2019年5期)2019-02-18 01:38:20
山东冶金(2018年6期)2019-01-28 08:14:38
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
上海金属(2014年6期)2014-12-20 07:59:41
汽车零部件(2014年5期)2014-11-11 12:24:34
河南科技(2014年10期)2014-02-27 14:09:10
