
合成凉味剂WS-23母液残液的回收处理
2016-11-29 03:40刘卫东张翼轸赵国平朱俊峰
安徽化工 2016年4期
刘卫东,张翼轸,赵国平,朱俊峰
(安徽丰乐香料有限责任公司,安徽合肥230088)
合成凉味剂WS-23母液残液的回收处理
刘卫东,张翼轸,赵国平,朱俊峰
(安徽丰乐香料有限责任公司,安徽合肥230088)
对合成凉味剂WS-23结晶后的母液残液的后续处理进行了研究。通过比较水共沸、减压蒸馏、精馏等方法,确定分段减压蒸馏然后再重结晶为回收母液残液中的中间体2,3-二甲基-2-异丙基丁腈(DIPPN)和WS-23最有效的处理方案。采用该方案处理母液残液,DIPPN的回收率达到60%以上,含量达到85%以上;WS-23的回收率达到26%以上,含量达到99%以上。
WS-23;DIPPN;减压蒸馏;精馏;水共沸;重结晶
合成凉味剂WS-23化学名为N,2,3-三甲基-2-异丙基丁酰胺,在其合成路线中2,3-二甲基-2-异丙基丁腈(DIPPN)是最关键的中间体。由于反应产率和副反应的原因,在合成出的WS-23中有DIPPN和其它杂质残留,一般采用结晶的方法将WS-23分离提纯。但由于杂质富集,经过多次结晶套用后的母液无法继续结晶出WS-23,成为母液残液。母液残液中含有大量的石油醚、WS-23、DIPPN和其它有机杂质,简单废弃处理会给环境带来危害。
随着WS-23产品的继续生产,母液残液的量还会不断增加。精馏、水共沸蒸馏、结晶、柱层析等都是工业上常用的分离方法。本实验通过比较不同分离方法处理WS-23母液残液的结果,找到最简单有效的方法来回收残液中的WS-23、DIPPN以及石油醚,达到降低生产成本,减轻环保压力的目的。
1 材料与方法
1.1实验材料
工厂仓库8号桶中的WS-23母液结晶后剩余残液。
1.2实验仪器及试剂
旋转蒸发仪(EV322,兰博泰克);搅拌装置(JJ-1,金坛金博科技);油浴加热(iTC-10A,合肥沙斯腾博生化技术有限公司);真空水泵(SHB-ⅢA,上海羌强仪器设备有限公司);真空油泵(2XZ-4,台州市黄岩汇丰真空设备厂);气相色谱(GC9790,浙江福立仪器有限公司);正相硅胶(100~300目,青岛海洋化工);石油醚(CP,西陇化工)。
1.3实验方法
1.3.1水共沸蒸馏
称取母液500g,取样检测,加入适量水,常压蒸馏。采用油水分离器分离蒸馏出的水相和油相。收集油相,在不同温度下得到石油醚和DIPPN。将水相倒回釜内,继续蒸馏直至无油相蒸馏出,剩余部分则主要为WS-23。蒸馏完毕后用分液漏斗将剩余部分中的水相分去,再加入适量石油醚,混匀后用冰盐浴缓慢降温结晶以回收WS-23。检测WS-23纯度,若纯度不合格则再添加适量石油醚溶解,重结晶。
1.3.2减压蒸馏
称取母液500g,取样检测,水泵真空(0.09MPa)条件下,油浴85℃加热,蒸馏完全,收集馏分得到石油醚。再换油泵真空(0.098MPa),油浴95℃加热,蒸馏完全,收集馏分得到DIPPN。最后将油浴温度升至109℃,蒸馏完全,将收集到的馏分加入石油醚,混匀后冰盐浴缓慢降温结晶以得到WS-23。检测WS-23纯度,若纯度不合格则添加适量石油醚溶解,重结晶。
1.3.3精馏
称取母液500 g,取样检测,水泵真空条件下,油浴85℃加热,蒸馏完全,收集馏分得到石油醚。再换油泵抽真空,油浴95℃加热,蒸馏完全,收集馏分得到DIPPN。母液剩余部分减压精馏(精馏柱高0.3m,填料为θ环,精馏温度125℃,回流比8∶1)。精馏完全后将釜内部分在109℃下减压蒸馏,将收集到的馏分加入石油醚,混匀后冰盐浴缓慢降温结晶以得到WS-23。检测WS-23纯度,若纯度不合格则添加适量石油醚溶解,重结晶。
1.3.4硅胶柱层析
称取样品20g,使用100~200目硅胶拌样,拌样比例为1∶2,使用200~300目正向硅胶进行柱层析以除去杂质得到WS-23,装柱内径2 cm,柱高45 cm。洗脱剂为石油醚∶乙酸乙酯=7∶3,分段接收洗脱液,浓缩后使用气相色谱检测结果。
1.3.5气相色谱条件
色谱柱为HP-INOWAX极性毛细管柱,柱长30m,内径0.32mm。程序升温条件为初始温度100℃,不保留,升温速率2.5℃/min,升温至150℃,保留10min;载气为氮气;气体流速1.0mL/min;检测器为FID检测器;检测器温度250℃;进样口温度230℃;分流比10∶1;进样量0.2μL。
1.3.6验证实验
(1)随机取仓库库存的2桶母液各500g作为实验原料,按照已确定的小试实验条件进行完整实验,统计DIPPN和WS-23的回收率及含量。
(2)使用回收的DIPPN为原料进行WS-23的合成实验,统计WS-23得率和含量。
2 结果与分析
2.1库存母液残液中WS-23、DIPPN以及石油醚的含量检测
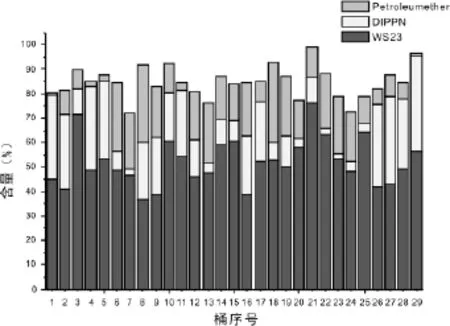
图1 库存母液各成分比例Fig.1 The proportion of ingredients in inventory waste liquor

图2 母液残液气相色谱图Fig.2 The GC chromatography of inventory waste liquor
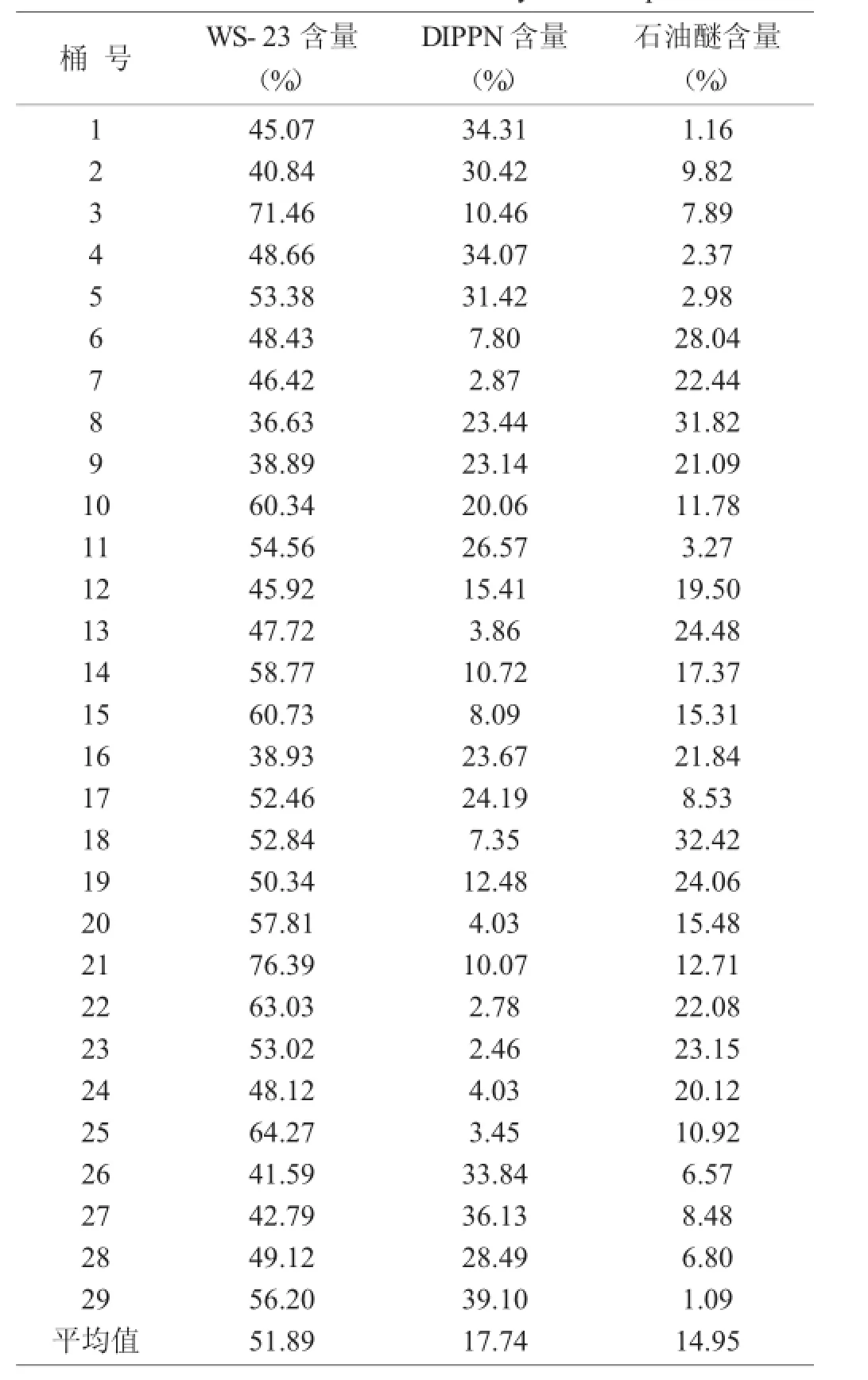
表1 库存母液残液检测结果Tab.1 Test results of inventory waste liquor
母液残液中WS-23平均含量大于50%,DIPPN平均含量大于15%,石油醚平均含量大于10%,其中8号桶中母液残液的WS-23含量最低,杂质含量最大。
从母液残液气相色谱检测图谱可以看出,库存母液残液中的主要杂质为WS-23多次结晶后富集下来的DIPPN、杂质1和杂质2。其中,DIPPN的沸点较低,与WS-23相差较大,杂质1与WS-23沸点比较接近,杂质2的沸点比较高。
2.2石油醚的回收

表2 不同处理方法的石油醚回收结果Tab.2 Recoveryresults ofpetroleum etherin differenttreatments
采用减压蒸馏的方式回收母液中的石油醚相比普通蒸馏和水共沸,能够减少石油醚在处理过程中的损失。

图3 回收的石油醚气相检测图谱Fig.3 The GC chromatography of recuperated petroleum ether
回收后的石油醚中带有少量的DIPPN,没有出现其它母液残液中的杂质,因此回收后的石油醚可以重新用于WS-23的合成,不会带入新的杂质。
2.3中间体DIPPN的回收

表3 不同处理方法的DIPPN回收结果Tab.3 Recovery results of DIPPN in different treatments
普通蒸馏无法在较低的温度下将DIPPN回收,采用减压蒸馏和水共沸可以在较低的加热温度下回收DIPPN,且减压蒸馏的收率更高,回收得到的DIPPN中杂质含量更少。同时,由于采用普通蒸馏的方法无法将DIPPN分离,后续的WS-23回收实验中,将不再考查普通蒸馏的方法。

图4 回收的DIPPN气相检测图谱Fig.4 The GC chromatography of recuperated DIPPN
回收后的DIPPN中主要杂质为少量的WS-23,含有极少的其它杂质,可以重新利用,进行WS-23的合成。
2.4 WS-23的回收
经过不同方法处理后的结晶馏分中,主要含有WS-23和杂质1,2。在进行一次结晶之后,可以有效地去除杂质1和杂质2,但还是不能达到要求。在重结晶之后,杂质含量明显降低,基本可以达到要求。

图5 处理完毕待结晶母液气相检测图谱Fig.5 The GC chromatography of liquor which is processed in order to crystallization

图6 一次结晶后的WS-23晶体气相检测图谱Fig.6 The GC chromatography of WS-23 after the first crystallization

图7 重结晶后的WS-23晶体气相检测图谱Fig.7 The GC chromatography of WS-23 after recrystallization

表4 不同处理方法下WS-23一次结晶结果Tab.4 First crystallization results of WS-23 in different treatments
水共沸方法处理后的结晶馏分,只可以将石油醚和DIPPN分离出去,其中还含有其它杂质不能够分离。其中,高沸点部分的杂质种类多,这使得WS-23在很低的温度下才能结晶析出,而且析出后状态不稳定,极易溶化,无法正常结晶。而采用减压蒸馏和精馏方法处理后的结晶馏分则可以有效地分离高沸点部分的杂质,更容易进行结晶。精馏处理由于操作步骤较多,虽然馏分中的WS-23含量较高,但得到的馏分量相比减压蒸馏处理后的馏分少,因此一次结晶重量和纯度两者几乎相同。

表5 不同处理方法下WS-23重结晶结果Tab.5 Recrystallization results of WS-23 in different treatments
一次结晶后的WS-23纯度均不能达到要求,所以需要进行重结晶。由于减压蒸馏和精馏处理后的一次结晶结果几乎相同,两者的重结晶结果也几乎一样。可以看出,采用减压蒸馏和精馏两种处理方法,都可以将残液中的WS-23重新回收利用,并且回收的量与纯度都几乎相同。综合两次结晶的结晶收率,减压蒸馏处理后为28.9%,精馏处理后为27.4%。
2.5硅胶柱层析
由于一次结晶无法得到合格纯度的WS-23成品,为了提高WS-23结晶得率,我们试图采用硅胶柱层析的方法来去除经过减压蒸馏处理后的馏分中的高沸点杂质的样品以及杂质1,2。

图8 含高沸点杂质母液气相色谱图Fig.8 The GC chromatography of liquor which contains high-boiling-point impurity

图10 洗脱600 mL浓缩后气相色谱图Fig.10 The GC chromatography of 600 mL elution volume after concentration

图11 含杂质1,2的母液气相色谱图Fig.11 The GC chromatography of liquor which contains impurity 1 and impurity 2

图12 洗脱600 mL浓缩后气相色谱图Fig.12 The GC chromatography of 600 mL elution volume after concentration

图13 洗脱900 mL浓缩后气相色谱图Fig.13 The GC chromatography of 900 mL elution volume after concentration
从上述图谱中可以看出,在柱层析洗脱2个柱体积后,WS-23与高沸点的杂质几乎同时被洗脱下来,因此,对于高沸点杂质不能起到很有效的分离作用。
杂质1和杂质2在洗脱3个柱体积后才被洗脱出来,而WS-23在2个柱体积时就基本已被洗脱完毕。因此,采用硅胶柱层析的方法可以有效地分离去除杂质1和杂质2。另外,硅胶柱层析本身对于WS-23的吸附损失量约为25%。
如果在处理方案中加入柱层析步骤可以提高处理后母液中WS-23的含量,从而提高结晶收率约20%。但在处理过程中加入硅胶柱层析步骤无法得到更高的经济效益,反而加大操作难度,延长了处理时间。
2.6验证实验
结晶验证实验结果表明,按照确定的小试实验参数处理库存的WS-23母液,可以达到实验目标要求。

表7 合成验证实验结果Tab.7 Results of synthesis validation experiments
高温验证实验结果表明,使用结晶实验中回收的DIPPN能够得到合格的WS-23产品,平均反应收率为90.8%,转化率≥80%。

图17 结晶验证2母液原料气相色谱图Fig.17 The GC chromatography of waste liquor in crystallization validation experiment 2

图18 结晶验证2回收DIPPN气相色谱图Fig.18 The GC chromatography of recuperated DIPPN in crystallization validation experiment 2

图19 结晶验证2回收WS-23气相色谱图Fig.19 The GC chromatography of recuperated WS-23 in crystallization validation experiment 2
3 讨论与结论
工厂库存的WS-23母液残液中WS-23平均含量≥50%;中间体(DIPPN)平均含量≥15%;石油醚平均含量≥10%。可以经处理后回收利用,提高经济效益,降低环保压力。
通过对水共沸蒸馏、减压蒸馏、精馏、结晶、重结晶以及硅胶柱层析等处理方法的实验结果比较,减压蒸馏结合重结晶的处理方法比较适合处理库存WS-23母液,优点是设备投入少,操作简单,处理时间短,能耗低,处理效果较好。具体工艺过程为:①水泵真空(0.09MPa)条件下80℃~85℃蒸馏完全,分离并回收母液中的溶剂石油醚;②油泵真空(0.098MPa)条件下90℃~95℃蒸馏完全,分离并回收母液中的DIPPN;③油泵真空(0.098MPa)条件下107℃~109℃蒸馏完全,分离出低沸点杂质和大部分WS-23,剩余高沸点杂质釜残约为投料量的8%左右;④将分离出的WS-23部分一次结晶,得到的WS-23结晶再加入少量石油醚,重结晶,干燥;⑤回收的DIPPN经含量检测后,重新用于车间生产WS-23。

表6 结晶验证实验结果Tab.6 Results of crystallization validation experiments
考虑到实验原料选用的是最难处理的8#桶母液,同时实验室结晶过程中无法控制降温速度,若按上述工艺参数在处理全部库存母液后并在工厂结晶条件下控制降温速度进行结晶,回收的石油醚、DIPPN以及WS-23收率均应高于本次实验结果。
从小试以及验证实验的结果来看,母液残液中的WS-23含量对于最后成品的收率和含量有比较大的影响,因此在工厂操作时,建议先每桶取样检测,将WS-23含量高低不同的母液,搭配混合到WS-23含量的平均水平后进行处理,这样可以降低操作难度,便于统一处理。
[1]陈德.衣康酸结晶母液处理工艺的探讨[J].四川食品与发酵,2000,38(2):27-30.
[2]孙培梅,李洪桂,李运姣,等.APT结晶母液处理新工艺[J].中南工业大学学报,2000,31(1):27-29.
[3]吕志平,王炜,张锡瑜.氯乙酸母液的处理及下游产品开发[J].中国氯碱,2000(3):19-20.
[4]魏召勇,黄讯.母液再结晶生产杀虫单原粉[J].企业技术开发,2000(5):20-22.
[5]钟亦明,钱菊芬.季戊四醇三次母液处理方法探索[J].化工环保,1992,12(1):25-27.
[6]丁绪淮.工业结晶[M].北京:化学工业出版社,1985.
[7]何涌,雷新荣.结晶化学[M].北京:化学工业出版社,2008.
Recycling of Waste Liquid Residue of Synthesis Cooling Agent WS-23
LIU Wei-dong,ZHANG Yi-zhen,ZHAO Guo-ping,ZHU Jun-feng
(Anhui Fengle Spices Limited LiabilityCompany,Hefei 230088,China)
The experiment is on the research of the subsequent processing of the waste liquor which is left by the crystallization of synthetic cooling agent WS-23.The combination method of segmented vacuum distillation and recrystallization is identified as the most effective way to recycling DIPPN and WS-23 by comparing the results of water-azeotropic,vacuum distillation and rectification methods.By using this scheme,the recovery rate of DIPPN is above 60%,content is above 85%;the recoveryrate ofWS-23 is above 26%,content is above 99%.
WS-23;DIPPN;vacuumdistillation;rectification;water-azeotropic;recrystallization
10.3969/j.issn.1008-553X.2016.04.018
TQ225.26+1;O623.626
A
1008-553X(2016)04-0055-06
2016-05-08
刘卫东(1969-),男,毕业于安徽农学院(现安徽农业大学)机电专业,工程师,从事香精、香料的研发工作,13805699226,0551-62239581,616212585@qq.com。
猜你喜欢
山西化工(2022年2期)2023-01-14
石油沥青(2022年4期)2022-09-03
中国纤检(2020年6期)2020-06-28
净水技术(2020年4期)2020-04-17
中国特种设备安全(2019年4期)2019-05-20
石油石化绿色低碳(2019年6期)2019-01-14
环境与发展(2018年5期)2018-07-18
山东农业科学(2018年2期)2018-03-29
广西林业科学(2016年2期)2016-03-20
应用化工(2014年1期)2014-08-16
