塑料机械产品数控加工中设计图尺寸的合理标注
2016-11-27 13:36:21于颖大连橡胶塑料机械有限公司辽宁大连116036
橡塑技术与装备 2016年16期
于颖(大连橡胶塑料机械有限公司,辽宁 大连 116036)
塑料机械产品数控加工中设计图尺寸的合理标注
Reasonable marking of the design size in the numerical control processing of plastic machinery products
于颖(大连橡胶塑料机械有限公司,辽宁 大连 116036)
尺寸标注是图纸最直观的表达,让尺寸第一时间反映出数控加工所需要的数值,减少产前准备时间,是方便编程最直接的方式。本文针对尺寸标注,阐述了如何使用尺寸标注来方便数控加工。
尺寸标注;数控加工;合理标注
现代机械加工高速发展、不断进步,如何更高效的完成加工已成为加工问题关键。在当今机械加工中,数控加工也已占有相当大的比例,而且已经成为现代机械加工的主流,那么如何运用好数控加工就更加关键。
数控加工简单来说可以分成两大部分:手工编程加工和自动编程加工,其中手工编程部分主要是在加工一些结构相对简单的零件,外形轮廓、平面、孔、键槽等形状。以宏程序、读点的形式来编制的程序。手工编程,需要重新绘制图形,根据设计图纸的尺寸进行计算,尤其是公差尺寸,一般在数控编程中,要以公差中间值为编程尺寸,所以二维图为手工编程提供不可缺少的依据,但这也意味着需要重复画图、计算,从而无形之中增加了很多中间环节,也增加了数据的误差,对于保证加工精度增加了难度。如果在图纸设计过程中,能够尽量保证基准重合,并且零件上绝大多数点位都与该基准有尺寸联系,就会让工艺人员或车间操作者一目了然,省去手工编程需要重新绘制图形、计算等中间环节,由操作者直接按图纸将点的坐标或尺寸数值输入数控系统,就会大幅提高生产效率。
下面具体举几个例子来说明,如何简便标注尺寸适应数控加工。
1 孔加工
1.1 坐标法
在图纸上标出基准(0,0),给出切点或孔、槽等在X、Y方向上距离基准点的数值。
适用于工件轮廓外形多处为圆弧或曲线相切或孔、槽的位置比较分散的情况。
如图1底板是我们常见的尺寸标注形式,但由图面可以看出,需要加工的孔占大部分,加工这部分孔的时候,就要绘制二维图来读出孔位置,编制程序,加工。若想简化加工前的准备工作减少再次绘图计算读点的时间,可以将孔以坐标点的形式标注出来,如图2所示。
需要注意的是,必须要设定一个加工原点(0,0),所有的坐标点都是以这个加工原点为基准的相对X、Y值。设置的加工原点与设计基准重合。
1.2 连续标注法
一组孔可以给出一个坐标点,其余各孔以连续标注的形式标注给出,如图3、4连续标注示意图所示。这样标注,在加工的此组孔的时候,按给出孔的坐标位置尺寸输入数控机床,通过增量计算即可得到其余各孔坐标。

图1 底板零件图

图2 底板坐标标注示意图
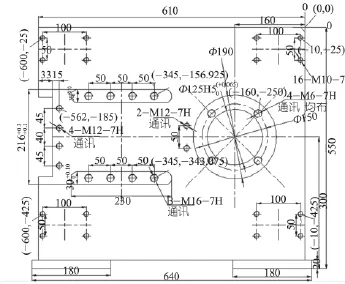
图3 底板连续标注示意图

图4 底板连续标注局部示意图
1.3 相对标注法
如果想保证相对位置精度,在设定加工原点后,将需要加工位置以相对尺寸表示出来。如图5通过简单的计算,也得到孔的坐标尺寸。

图5 底板相对位置标注示意图
1.4 列表法,标注孔的坐标
确定好基准,在图面上标注出要加工孔的序号,列表出各个孔的坐标值,如图6、表1所示。

图6 底板孔标注列表示意图
2 圆弧加工
加工外形有圆弧形式的工件时(如图7)所示,设计图纸只给出R圆弧尺寸,但是数控机床在加工圆弧时,是需要起点坐标,终点坐标和R尺寸的,所以我们在标注时,可以将设计基准确定后,将圆弧的起点坐标和终点坐标给出(如图8),类似这样的标注可以省略加工前的辅助工作,加工操作者可以按图纸给出的尺寸,坐标点值,直接进行编程加工,大大提高工作效率,也同样节省了加工前的准备时间,而且图面也简洁清晰。
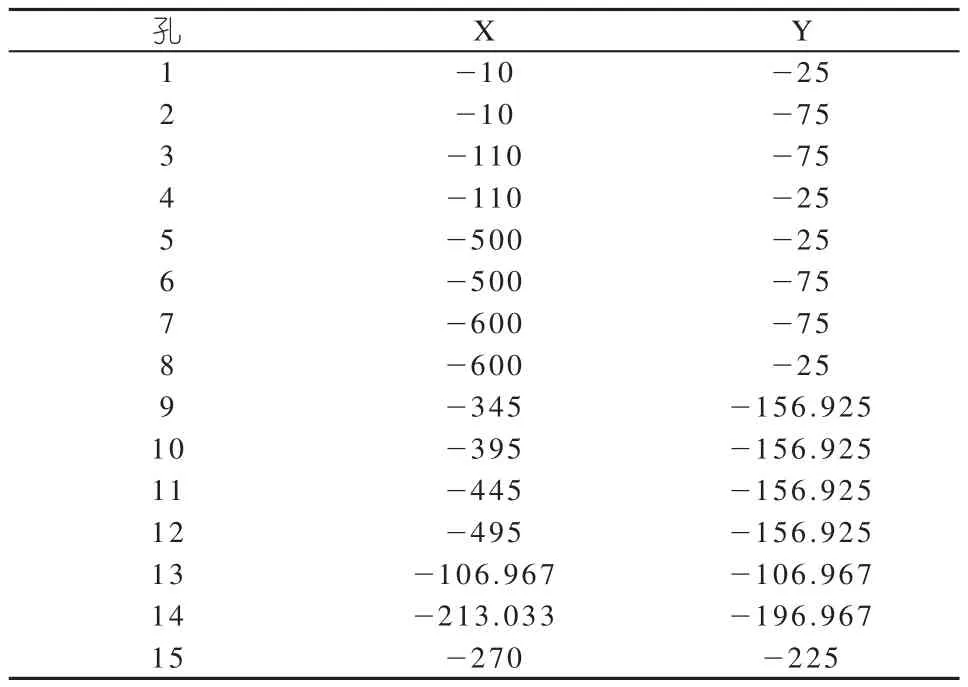
表1 孔坐标列表

图7 开口夹子零件图
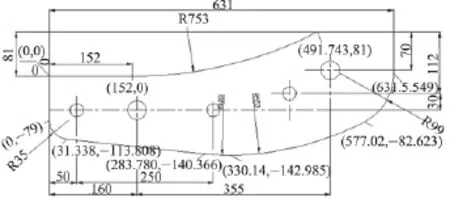
图8 开口夹子 坐标示意图
3 轮廓加工
除了直接给出X Y坐标值的形式标注出坐标,还可以整个图面用尺寸来反映坐标点的形式来进行标注。横向是X向尺寸,纵向为Y向尺寸。如图9所示。

图9 耐磨板坐标值示意图
指定基准,标注出各个孔坐标以及外形迹点,如图10所示,整个零件用坐标标注的形式代替了原有拉线形式的标注,使图面整洁,清晰,更给减少了加工前的读点和计算工作。

图10 耐磨板坐标值示意局部详图
4 结束语
上述从孔、圆弧、轮廓三个方面举例如何简单标注方便数控加工,其实标注形式非常多,需要我们在生产实践中针对具体情况不断去探索总结,在设计图样的时候除了画出零件及其各部分的形状外,同时准确地、详尽地和清晰地标注尺寸,以确定其大小,作为加工时的依据,在设计图样的同时,标注坐标仅仅是“举手之劳”,但是这样可以为后续的加工带来不可估量的作用,现在的设计、工艺加工是密不可分,设计人员设计的图样不仅仅要满足使用性能,在设计的过程中,考虑加工性能、考虑加工的快捷与简便,这样才能真正的缩短产品生产周期,提高零件质量,也提高了产品的整体品质,此工作是个长期的、系统的工程,需要设计人员、工艺人员和车间操作人员紧密配合,才能将此项工作做好,并推行下去,我们都应适时转变观念,适应新时代生产的发展和需求,这样才能真正的成为数控加工快速发展的助推剂。
(R-03)
TQ323.5
1009-797X(2016)16-0092-03
B
10.13520/j.cnki.rpte.2016.16.026
于颖,(1985-)女,工程师,机械设计与制造专业,曾发表过《宏程序加工环槽的应用》、《如何制定经济合理的材料消耗定额》、《运用NX辅助面解决铣削螺旋底径跳刀的方法》、《宏程序在铣削链轮外齿形加工中用》等文章。
2016-06-15
猜你喜欢
北京汽车(2023年1期)2023-03-03 00:50:38
建材发展导向(2022年4期)2022-03-16 06:11:48
数学小灵通(1-2年级)(2020年9期)2020-10-27 03:24:18
科学技术创新(2020年6期)2020-04-18 06:17:46
当代贵州(2019年41期)2019-12-13 09:28:56
机械研究与应用(2018年3期)2018-07-11 00:25:38
中国共青团(2015年7期)2015-12-17 01:24:38
机械工程师(2015年10期)2015-02-02 01:13:57
西安建筑科技大学学报(自然科学版)(2014年1期)2014-11-12 13:03:36
图学学报(2010年3期)2010-01-01 01:46:54