
步进电机控制器在液晶屏压合器中的应用
2016-11-26 08:19:20张威亚常雨芳
自动化仪表 2016年8期
王 粟 张威亚 常雨芳
(湖北工业大学电气与电子工程学院,湖北 武汉 430068)
步进电机控制器在液晶屏压合器中的应用
王 粟 张威亚 常雨芳
(湖北工业大学电气与电子工程学院,湖北 武汉 430068)
为了使液晶屏压合器在使用过程中能够平稳、快速、准确地完成液晶屏与机体后壳的压合动作,设计了一种步进电机控制器。该系统采用单片机S3FN41F作为微处理器,通过PC机上的人机交换界面与单片机进行CAN通信。单片机产生脉冲信号,以驱动硬件控制电路,从而完成对步进电机的控制。该系统不仅可以进行离线控制,还可以通过PC机进行在线调试,具有稳定性高、响应速度快、体积小、安装调试方便等优点,能够广泛应用在压合系统中,具有实际推广意义。
压合器 液晶屏 步进电机 控制器 微处理器 人机交换 CAN通信 离线控制 调试
0 引言
随着科学技术的迅速发展,液晶产品的使用越来越广泛。液晶显示器(liquid crystal display,LCD)作为液晶产品的重要组成部分,凭借清晰度高、功耗低、辐射小和质量轻等优点,已成为多数电子产品中不可或缺的组成部分。然而,由于LCD材质特殊,在其与产品主体后壳拼接过程中应避免与人体的接触,否则将污染和损坏LCD表面,进而大大降低生产效益。为确保LCD能够顺利、高效地完成与产品主体后壳的拼接,在大批量的液晶产品生产中,多采用专有的拼接或压合系统,本文称之为液晶屏压合器。液晶屏压合器作为一种将LCD与机体主体拼接在一起的设备,已经广泛应用在液晶电视、电脑显示器、手机、数码相机等液晶产品的生产过程中。本文所述液晶屏压合器传动装置采用步进电机传动,这就要求步进电机具有较高的位置精准度和运行平稳度。位置精准度是指在产品拼接过程中LCD与主体之间能够准确定位,防止出现允许范围外的误差。运行平稳度是指避免步进电机在启动和停止过程中发生不必要的抖动,以防止LCD振荡或脱落造成损伤。同时,为了提高生产效益,步进电机还应保持较高的运行速度,使LCD与机体主体在较短的时间内完成压合或拼接操作。针对以上问题,研制了一种应用在液晶屏压合器中的步进电机控制器。
1 步进电机
1.1 步进电机概述
步进电机是一种把电脉冲信号转变成角位移或线位移的控制元件,因其具有控制简单、步进精确等特点,被广泛应用在计算机外围设备、数控机床以及其他自动控制系统中[1]。步进电机作为一种特种电机,无法直接通过直流或交流电源供电,必须使用专用的驱动器[2]。随着微电子和计算机技术的发展,通过运行程序产生控制脉冲,驱动硬件电路工作的控制方式已经成为当前主流。单片机作为微型计算机的代表,已成为目前控制步进电机的较好选择[3]。
1.2 步进电机的矩频特性
步进电机在连续运行状态下,其输出转矩和频率之间的关系称为步进电机的矩频特性[4],特性曲线如图1所示。

图1 矩频特性曲线
从图1可以看出,步进电机的转矩随着频率的上升呈下降趋势[5]。矩频特性表明,当步进电机启动时,频率f刚好高于能使步进电机启动的起始频率fst,这也导致启动力矩Td小于起始启动力矩Tst,从而出现失步或无法启动的现象[6]。其特性可以通过其动力学模型(二阶微分方程)来描述,表示为:
(1)
式中:J为步进电机经过折算后的总转动惯量;β为电机阻尼系数;θ为步进电机转动角度;K为与θ成函数关系的比例系数;TZ为摩擦阻力矩与无关阻力矩之和;Td为步进电机所产生的电磁转矩[4-7]。
由式(1)可得:
(2)
式中:Jε为系统的惯性扭矩。
由式(2)可以看出,惯性扭矩Jε小于最大电磁转矩。为提高系统的响应特性,角加速度ε在升速阶段,应该取较大值,但取值不应过大,否则将导致步进电机发生失步现象。液晶屏压合器的步进电机在传动LCD过程中,Jε应小于电磁转矩,否则会出现步进电机的失步或无法启动等现象,造成LCD无法完成与机体主体压合的问题。
1.3 步进电机的暂态转矩特性
由于步进电机转子惯量的作用,即使空载运行一步,也会产生超越角,并在超越角与返回角之间来回振荡,经过衰减后静止于所定角度,此为步进电机的暂态响应特性,如图2所示。图2中,Δθ为超越角;ΔT为上升时间;稳定时间为转子自由静止到设定位置的时间(通常为到达步距角的±5%误差范围内的时间)[8]。

图2 暂态响应特性曲线
由暂态响应特性曲线可知,稳定时间越短,快速性越好,同时产生抖动的时间也越短。在对于去抖动要求高的场合,减少稳定时间尤其重要。液晶屏压合器中步进电机传动LCD的过程,应减少不必要的抖动,以防止LCD位置的偏移,影响与主体拼接的精准度,所以对减少稳定时间有更高的要求[9]。
2 步进电机控制器在液晶屏压合器中的应用
2.1 液晶屏压合器
液晶屏压合器的工作原理图如图3所示。
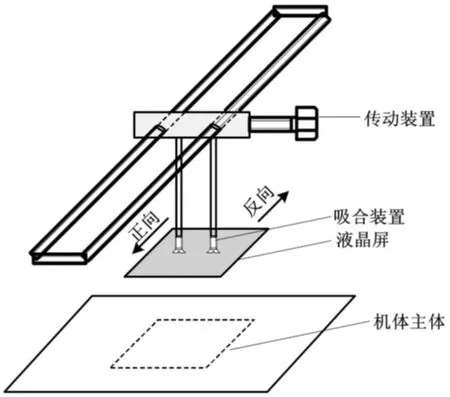
图3 压合器工作原理图
以生产液晶电视为例,在大批量的生产中多采用双流水线的工作方式。一条流水线负责液晶电视主体后壳内相应器件的装配。装配完成的产品称为“半成机”,由人工将其放入机体主体槽中固定。另一条流水线负责压合前LCD的相关准备工作,如LCD质量的检查、排线及相关其他配件的安插,并将其传送至压合前预定位置。待完成压合前准备工作,按下压合开始按钮,传动装置带动由吸合装置吸起的液晶屏正向移动至目标位置,完成与机体主体的拼接。完成之后反向移动至起始位置,继续带动LCD进行压合,如此往返,完成大批量的流水线工作。吸合装置所需压强差由专用压力泵产生。吸合装置负责将LCD吸起,并在往返过程中起固定作用,以避免人体与LCD的直接接触。
2.2 步进电机控制器硬件设计
步进电机控制器的系统原理框图如图4所示。
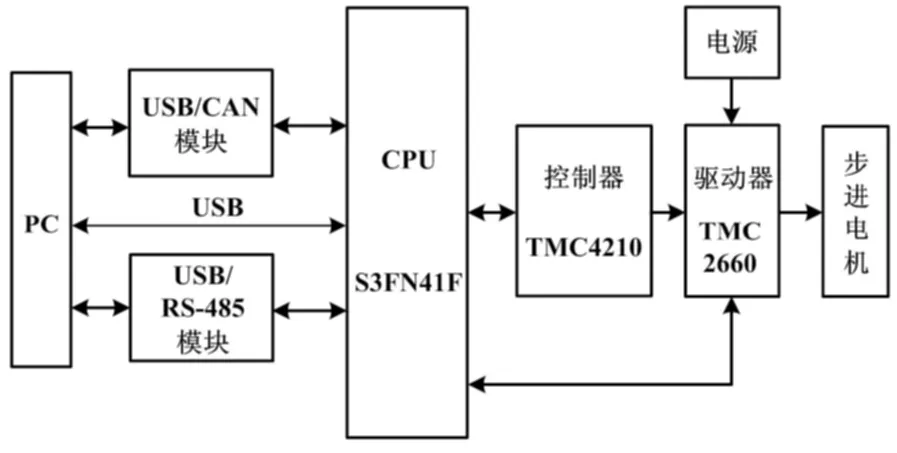
图4 系统原理框图
步进电机控制器由装载人机交换界面的PC机、USB/CAN模块、USB/RS-485模块、单片机S3FN41F、电机控制芯片TMC4210、电机驱动芯片TMC2660、电机工作电源和步进电机等组成。S3FN41F是三星半导体公司生产的一款以ARM Cortex-M0为内核的32位高性能处理器,具有串行通信(SPI)、通用串行总线(USB)、控制器局域网络(CAN)接口,可直接与计算机、控制芯片、驱动芯片进行通信。TMC4210是TRINAMIC公司生产的步进电机控制芯片,主要控制驱动芯片的运行。TMC2660是TRINAMIC公司生产的步进电机驱动芯片,内设存储器和寄存器,通过SPI通信,可以进行参数配置。系统工作时,步进电机采用专用开关电源供电,电压范围为10~29 VDC,通过稳压芯片78M05将其转为5 V,为单片机等其他芯片供电。
运行PC上的人机交换界面软件,对单片机进行相关的参数配置。单片机产生的脉冲信号将驱动控制芯片TMC4210和控制芯片TMC4210组成的硬件控制电路,从而完成对步进电机的控制。人机交换界面可以设置相应的指令参数,如目标位置、目标速度、最小速度、最大速度、最大加速度等。电机运行过程中,人机界面实时显示电机转子的位置、速度、加速度等参数,具有操作方便、控制简单等优点。此外,人机交换界面可对电机的工作模式进行选择,如梯形变化模式、指数函数衰减模式、斜坡函数线性变换模式和只受单片机控制的保持模式。
2.3 步进电机控制器软件设计
2.3.1 控制算法的数学模型
在步进电机的控制系统中,当步进电机接收到一个电脉冲信号,就会转动一个角度或前进一步[10]。如果驱动脉冲数为N,输出角度为θ,则有:
θ=AN
(3)
式中:A为脉冲当量。将输出角θ对时间求导,可得转动角速度ω为:
(4)

(5)
式中:Tl=KTω为阻力矩;KT为转矩常数;J为负载的转动惯量。假设步进电机转速从零时刻开始上升,初始角速度ω为零,则由式(5)可得:
(6)
式中:τ=J/TT。将式(4)代入式(6),整理得:
f(t)=fm-fme-t/τ
(7)
式中:fm为步进电机的最高连续频率,fm=Td/AKT。式(7)说明了指数控制算法的实质,即驱动电机的脉冲频率f与时间t呈指数关系[12]。在程序运行时,如果运行速度为fg,则从式(7)可得升速时间为:
t=τ[ln fm-ln(fm-fg)]
(8)
实际编程时,采用离散近似法来处理步进电机的指数控制,通过微处理器定时中断的方式来控制步进电机的速度。为了便于编程,采用阶梯曲线来近似替代指数加减速曲线,不需要每一步都计算定时器装载值的大小[9]。将升速段均匀离散为n个阶梯,则相邻两阶速度变化的时间间隔Δt=t/n,n为总阶梯数,实际根据不同精度取值。由式(7)可知,每一阶梯频率为:
fk=fm-fme-kΔt/τk=1,2,3,…,n
(9)
各分档速度内运行步数Nk为:
(10)
则升速总步数为:
(11)
在程序的执行过程中,以升速过程为例,其处理方法是:计算出每档速度在当前阶梯应有的步数,然后以递减的方式进行检查。如步数减为零,表明该档速度应走的步数已经走完,进入下一档速度。与此同时,还要递减升速过程中的总步数,直到升速过程结束为止。减速过程的处理方法与升速过程相同,此处不再赘述。
2.3.2 控制系统的软件实现
系统工作时步进电机采用专用开关电源供电,电压范围为10~29 VDC,通过稳压芯片78M05将其转为5 V,进而为单片机等其他芯片供电。运行PC上的人机交换软件可直接对步进电机进行参数的设置及控制,通过USB接口可以对单片机进行程序的编程与调试。如果系统脱离计算机,也可以通过烧录在单片机内部的程序进行离线控制。
系统软件设计流程图如图5所示。

图5 系统软件流程图
系统上电后,首先初始化各寄存器。由于压合器对去抖动要求很高,选择指数函数衰减模式(soft_mode),可以减少不必要的抖动。然后,判断电机需要传动的方向,正向传动表示传动装置带动LCD向母体移动并完成压合过程,反向传动则表示传动装置返回起始位置。根据LCD的起始位置到主体之间的距离,可以计算出起始位置到目标位置所需的脉冲值。通过定时器的定时时间,判断步进电机是否收到到达目标位置所需脉冲数。一旦脉冲数得到满足,定时结束,则步进电机停止运转。
3 试验结果
将此步进电机控制器应用到某液晶电视生产线的一台液晶屏压合器上。该机器传动LCD起始位置到主体位置的距离S0为0.58 m,电机转子所带齿轮换算半径r为0.05 m,步进电机步距角θ为0.9°。由下式可计算出起始位置到目标位置所需的脉冲数S为:
生产线多采用单位距离所需时间来表示线速,表1给出了试验过程中不同生产线速对应的最小速度vmin、最大速度vmax及最大加速度amax。人机交换软件可实时显示步进电机的运行状态,通过点击人工交换软件界面的速度曲线显示选项,可得出电机启动和停止过程中的速度曲线,如图6所示。

表1 试验具体数据
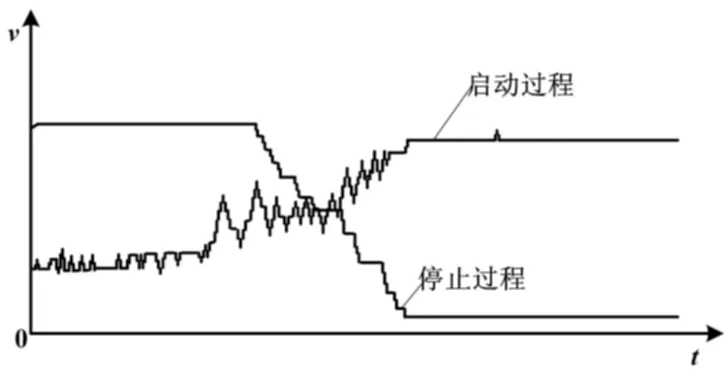
图6 速度曲线
从表1可以看出,该控制器可根据不同的生产线速,通过设置对应参数来控制步进电机运转,体现出其较强的环境适应能力。采用该控制器去控制步进电机,使得步进电机发生失步和抖动的现象也相应减少,且生产线速越低,失步和抖动现象越不易发生,保证了液晶屏压合器运行的精准度和平稳度。从图6中电机的启动和停止速度曲线可以看出,电机在启动过程和停止过程中表现出软启动和软停止的特点,保证了液晶屏压合器运行的平稳性。
4 结束语
本文针对液晶屏压合器,设计了步进电机控制器,并通过试验对其性能进行了验证。在液晶产品生产线的压合器中应用本装置,保证了LCD与机体主体后壳的压合精准度和平稳度,大大提高了生产效率,产生了实际的经济效益。采用计算机控制人机交换界面,无需专业人员操作,大大减少了人员数量,具有实际的应用前景。
[1] 龙艳,李同宾.步进电机转速控制技术研究[J].微电机,2013,46(11):79-80,83.
[2] 张文栋,路敦民.步进电机控制系统的设计[J].机械工程与自动化,2015(2):161-162.
[3] ARANJO B,SOORI P K,TALUKDER P. Stepper motor drives for robotic applications[C]//International Power Engineering and Optimization Conference,2012:361-366.
[4] 杨玉龙,龚时华,虞洋.频繁启停下步进电机运动规划及振动抑制[J].电气传动,2014,44(10):35-39.
[5] 刘玫,孙雨萍.电机与拖动[M].北京:机械工业出版社,2009.
[6] 马文斌,杨延,洪运.步进电机控制系统的设计及应用[J]. 电子技术应用,2015,41(11):11-13.
[7] 王勇,王伟,杨文涛.步进电机升降速曲线控制系统设计及其应用[J]. 控制工程,2008,15(5):576-579.
[8] 坂本正文.步进电机应用技术[M].王自强,译.北京:科学出版社,2010.
[9] 刘川,刘景林.基于Simulink仿真的步进电机闭环控制系统分析[J].测控技术,2009,28(1):44-49.
[10]崔洁,杨凯,肖雅静,等.步进电机加减速曲线的算法研究[J].电子工业专用设备,2013(8):45-49.
[11]李茂军,刘鼎邦.步进电机细分驱动电磁转矩分析[J].控制工程,2013,20(2):243-245,253.
[12]曾康玲,杨向宇,赵世伟,等.步进电机指数型加速曲线优化与实现[J].微电机,2014,47(6):36-40.
Application of the Stepper Motor Controller in Lamination Machine of LCD
In order to ensure that the lamination action for LCD and the back shell of electronic device can be steadily,rapidly and accurately during the working process of lamination machine of LCD,a stepper motor controller is designed. The system adopts single chip computer S3FN41F as microcontroller,completes CAN communication between single chip computer and PC though the human-machine interface.And generated pulses of single chip computer drives hardware control circuit to control the stepper motor. The system can be off line controlled and online debugged through the PC. It features many advantages,such as great stability,fast response speed,compact,ease installation and debugging,thus it can be widely applied in lamination system,and promoted in practical applications.
Lamination machine LCD Stepper motor Controller Microprocessor Human-machine interface CAN communication Offline control Debug
国家自然科学基金资助项目(编号:61473116);
湖北省教育厅青年基金资助项目(编号:Q20141405)。
王粟(1964—),女,1989年毕业于武汉理工大学自动化专业,获硕士学位,教授;主要从事计算机控制技术、智能控制技术的研究。
TH7;TP273
A
10.16086/j.cnki.issn 1000-0380.201608008
修改稿收到日期:2016-01-09。
猜你喜欢
液晶与显示(2020年5期)2020-05-06 13:46:58
电子制作(2019年13期)2020-01-14 03:15:28
电子制作(2019年15期)2019-08-27 01:12:10
电子制作(2019年9期)2019-05-30 09:42:02
单片机与嵌入式系统应用(2017年4期)2017-04-25 06:06:46
发明与创新(2016年23期)2016-10-13 02:16:14
电脑知识与技术(2016年17期)2016-07-23 20:33:15
湖北工业大学学报(2016年5期)2016-02-27 13:14:51
电子设计工程(2015年15期)2015-02-27 12:07:30
电测与仪表(2014年9期)2014-04-15 00:27:02
