CS3000系统顺控技术在催化剂制备中的应用
2016-11-22 08:23:57张晓平
化工自动化及仪表 2016年11期
张晓平
(中石化催化剂齐鲁分公司,山东 淄博 255300)
CS3000系统顺控技术在催化剂制备中的应用
张晓平
(中石化催化剂齐鲁分公司,山东 淄博 255300)
利用顺控技术通过对CS3000软件中各功能块进行分析、选择、组合形成一整套顺控技术方案,并在催化剂制备的成胶生产工艺中进行了测试应用。结果表明:本套顺控技术方案投用后成胶岗位完全实现了自动控制,提高了生产效率和产品质量。
DCS系统 CS3000系统 催化剂成胶 顺控技术 自控联锁
DCS(Distributed Control System)系统是一种计算机控制系统,它的基本思想是集中操作、分散控制、分级管理,具有配置灵活和组态方便的优点[1]。中石化催化剂齐鲁分公司于1988年开始使用DCS系统。随着工业自动化控制的发展进程,中石化催化剂齐鲁分公司采用了多个日本横河公司的DCS系统,陆续经历了YEPARK MARK Ⅱ、UXL系统和现在的CENTUM CS3000系统。横河公司的UXL系统在催化剂制备的成胶工艺环节中,通过手动收、放料自动停来实现成胶工艺的控制目的。UXL系统在软件内部顺控组态方面,选择的顺控元素和控制方式单一、自动化控制程度不高,没有延时功能容易引起放料不彻底,所有阀门之间没有互相制约条件,可以随时打开各个阀门,容易引起误操作,因此将其更换为CS3000系统。CS3000系统利用其顺控技术结合各种功能块形成顺控组态方案,其软件模块更加丰富,选择更多样,能够发挥较大的作用[2],既可以实现自动收放料,又可以加入延时功能,按照所需条件来控制阀门,控制方式灵活,不仅整个联锁控制可以手自动启停,而且每个单点仪表也可以手自动自由切换,装置停车时方便检修各单点仪表,可维护性高。
1 CS3000系统
CS3000系统是日本横河公司在工业控制领域的第6代产品,在软件方面比以前的系统有了较大提高。它引入了基金会现场总线技术,不仅对于工厂的控制部分,而且为工厂管理的综合化和高效化提供了整体解决方案,并配备了一系列组态软件[3]。CS3000系统功能强大、安全可靠、运行平稳,可实现较高的经济效益[4]。另外,该系统的数据采集、处理,控制输出,网络传播都比较简捷快速。
CS3000系统主要由操作站HIS、工程师站ENG和现场控制站FCS组成。操作站HIS提供操作人员操作和监视动态过程数据、控制参数及报警等信息的人机界面,通过操作站可以掌握并控制现场的生产过程,它由通用PC机加上横河公司提供的网卡、操作员键盘等构成。工程师站ENG是工程师用来进行项目组态和维护的,可进行在线、离线下装操作。现场控制站FCS完成过程数据的采集、运算和控制信号输出及子系统通信等功能。
以中石化催化剂齐鲁分公司催二车间CS3000系统为例,系统结构如图1所示。

图1 CS3000系统结构示意图
2 CS3000系统顺控技术应用
中石化催化剂齐鲁分公司催二车间的计量成胶收放料工艺条件要求较多,虽然现有的CS3000系统组态软件版本低、内存小,但是利用其顺控技术实现了成胶自动控制。组态过程虽不直观,但逻辑性强、自动化程度高、安全便捷。
2.1催化剂成胶岗位的工艺流程
催化剂成胶岗位的工艺流程如图2所示。
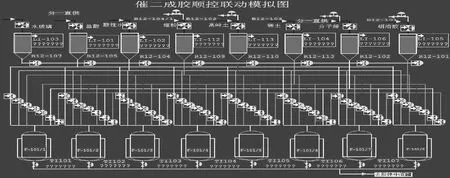
图2 成胶岗位工艺流程
成胶岗位主要负责催化剂胶体的成胶,根据配方要求,共有8种物料(水玻璃、盐酸及酸性水等)分别向8个计量罐(R12-107、R12-105及R12-104等)中收料,收完一定数量的物料,再把物料按一定的时间、顺序等条件放到8个成胶釜(F-101/1、F-101/2及F-101/3等)中进行混合和搅拌,最终形成合格的催化剂胶体。
2.2工艺过程控制点、联锁条件和逻辑关系
计量罐液位控制点有8个:盐酸液位LI-101、酸性水液位LI-102及水玻璃液位LI-103等。
1) 原灰的重金属浸出浓度不仅与其含量有关,还与原灰的pH相关。pH越小,所消耗的螯合剂越多,可通过添加石灰等碱性物质调整pH进行预处理。
计量罐收料阀有8个:盐酸收料阀VS-101、酸性水收料阀VS-102及水玻璃收料阀VS-103等。
成胶釜放料阀有64个:F-101/1釜、F-101/2釜、F-101/3釜、F-101/4釜、F-101/5釜、F-101/6釜、F-101/7釜、F-101/8釜,每个釜各8个放料阀,位号为VF-101、VF-201、VF-301、VF-401及VF-501等。
自动控制联锁条件。8个计量罐液位高限自动停相应的收料阀,如:盐酸液位LI-101到达高限停VS-101。8个计量罐液位低限自动停各个釜的放料阀,如:盐酸液位LI-101到达低限停VF-101、VF-201、VF-301、VF-401、VF-501、VF-601、VF-701、VF-801之中的任何一个(几号釜放料停几号釜的放料阀)。若物料粘稠,如盐酸在液位到达低限后,需延迟一定的时间,再自动停相应的放料阀。
各个收放料阀门之间的逻辑关系。一种物料的计量罐收料时,打开收料阀,此物料的8个成胶釜的放料阀必须全部关闭,并且不能手动打开8个放料阀中的任何一个。一种物料放到成胶釜中即放料时,打开其中的一个成胶釜放料阀,此物料的收料阀必须关闭,并且不能手动打开其他成胶釜的任何一个放料阀,也就是不能同时打开两个放料阀。
2.3工艺过程控制分析和联锁条件、逻辑关系的实现
8个液位控制点属于模拟量输入(AI)点,8个收料阀和64个放料阀共72点属于数字输出(DO)点。
8个液位模拟量输入AI点到达高限自动停相应的收料阀,在此以物料盐酸为例说明,即LI-101到达高限时,自动停VS-101。当LI-101在正常液位范围内时,VS-101状态为开,即为1,当LI-101到达高限时,VS-101状态为关,即由1→0。在CS3000软件中,顺序控制功能块有逻辑图LC-64、顺控表ST16,按照以上分析,在此选用顺控表ST16功能块来实现上述联锁,定义顺控表名为ST011,处理时序选用TC类型,只有条件状态改变时,才能执行动作,启动联锁,实现收放料联锁条件。
对所有的收放料阀门都加了一个手操器来控制它,并命名为(仍以物料盐酸为例说明):MS101(内部链接VS-101)、MF101(内部链接VF-101)、MF201(内部链接VF-201)、MF301(内部链接VF-301)、MF401(内部链接VF-401)、MF501(内部链接VF-501)、MF601(内部链接VF-601)、MF701(内部链接VF-701)、MF801(内部链接VF-801)。手操器的定义如图3所示。其他物料的收放料阀门手操器定义同盐酸相似,依此类推,不再一一介绍。
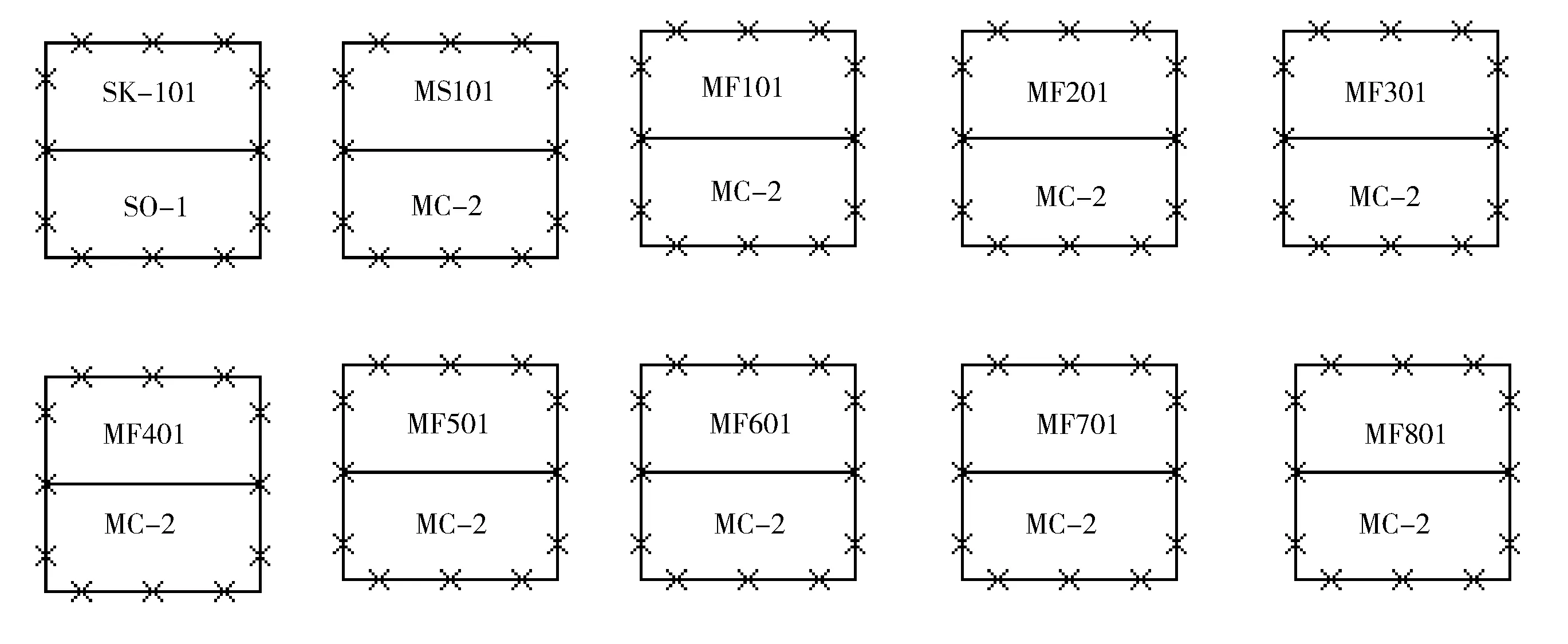
图3 手操器的定义
图3中还加了一个开关仪表SK-101,通过开关仪表来启停联锁,使收放每一种物料既可以手动也可以自动,便于维护单点设备。停车时能够停联锁,使每个阀门处于手动状态,利于维护检修现场仪表。
在放料过程中,若物料粘稠(仍以盐酸物料为例说明),需在LI-101到达低限时,自动开启延时模块,延时结束再自动停各个釜的放料阀。在CS3000系统软件中,有许多的延时模块,如:OND开延时、OFFD关延时等[6],在此不一一举例。分析此放料延时过程为:打开放料阀VF-101,液位LI-101开始下降,LI-101到达低限时,即LI-101.ARLM.LO由0→1,启动延时模块,经过延时时间STM后,计时结束时再自动停放料阀VF-101。
分析OND开延时模块原理,模块输入RV值由0→1时,开始启动延时,经过时间STM后,输出CPV值由0→1,此时CPV值为1,其原理如图4所示。
按照此处放料延时条件,液位到达低限LI-101.ARLM.LO为1,即0→1时,开始计时,经过时间STM后,延时模块CPV值输出为1,即0→1,计时结束。经以上分析OND模块可以实现此处放料延时功能。
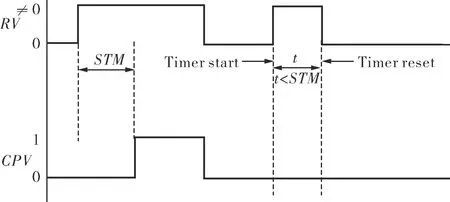
图4 OND开延时模块原理
以上收料联锁、放料联锁和放料延时可以在同一个顺控表ST011中实现,但是由于此系统软件版本低、内存小,因此又加了一个同类型的顺控表ST012来同时实现上述所有联锁条件。
经过联锁测试,上述收料、放料和延时的顺控表动作完全符合联锁条件要求。顺控表的组态如图5、6所示。
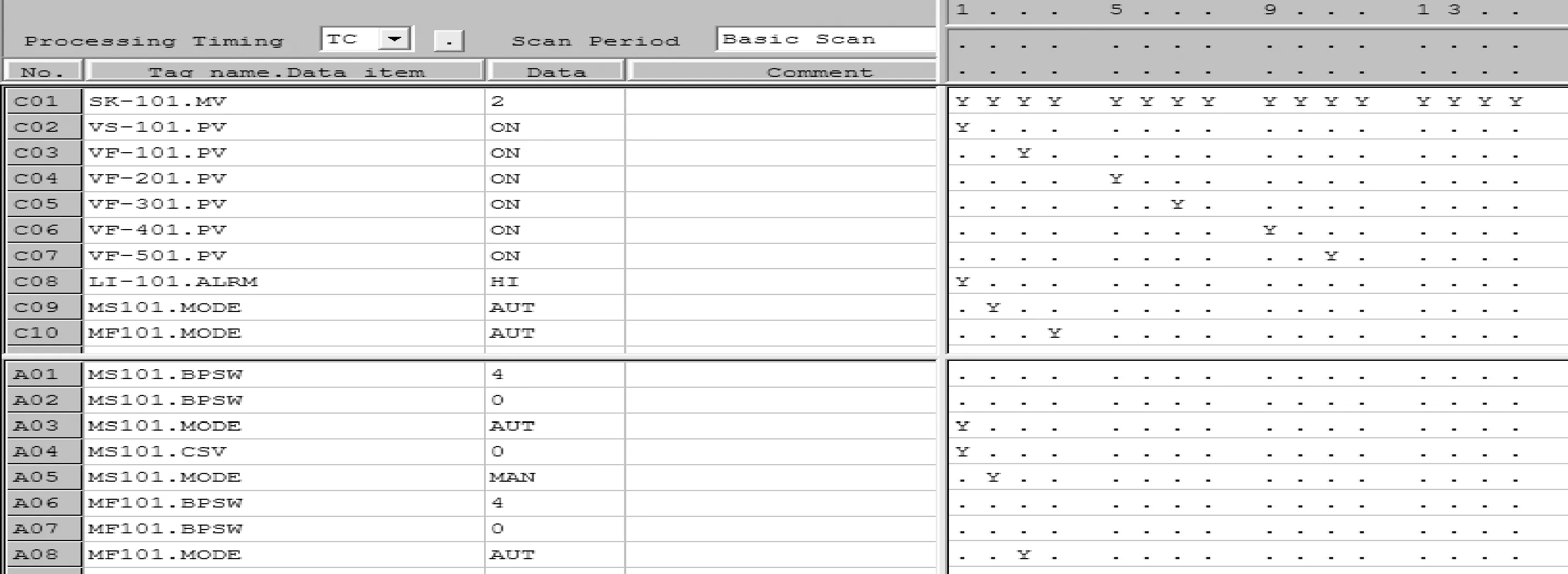
图5 ST011顺控表组态
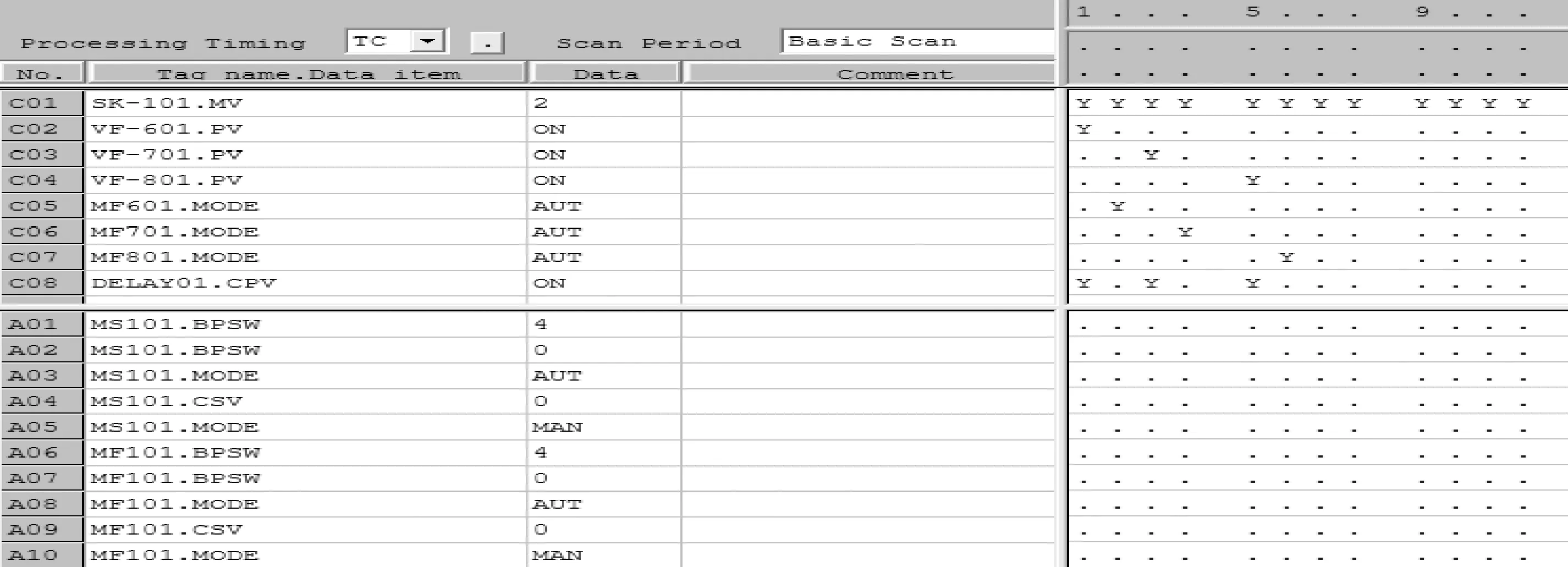
图6 ST012顺控表组态
SK-101开关仪表打开时,启动顺控表ST011和ST012。当收料阀VS-101在开的状态和液位LI-101到达高限两条件同时成立时,收料完毕,收料阀VS-101即MS101打到自动状态(MODE AUT),实现阀门关闭后(MS101.CSV为0)再打到手动状态(MODE MAN);等待条件允许后,随时手动打开收料阀再进行下一次收料;当放料阀VF-101在开的状态和延时模块DELAY01计时结束两条件同时成立时,放料完毕,放料阀VF-101即MF101打到自动状态(MODE AUT),实现阀门关闭后(MF101.CSV为0)再打到手动状态(MODE MAN);等待条件允许后,随时手动打开放料阀再进行下一次放料。其他7个放料过程同理。至此已实现手动收料自动停和手动放料延时结束自动停的工艺过程控制要求。
一种物料(仍以物料盐酸为例说明)收料时,打开收料阀,所有放料阀全部关闭且不能手动打开任何一个;一种物料放料时,打开放料阀,收料阀和其他的放料阀全部关闭且不能手动打开。综合分析,即一种物料的收料阀和所有放料阀不能同时打开两个,一次只能打开一个并且其他的必须全部关闭。按照以上分析,在定义名为ST013的新顺控表中来实现此处的逻辑关系,如图7所示。
SK-101开关仪表打开时,启动顺控表ST013。当盐酸计量罐收料时,收料阀VS-101在开的状态,此时收盐酸的8个成胶釜放料阀都打到旁路开状态(8个参数BPSW都为4),即8个放料阀手动开关都不起作用,避免在收盐酸的同时误打开放料阀而引起计量不准确;当盐酸计量罐不收料时,收料阀VS-101在关的状态,此时收盐酸的8个成胶釜放料阀都打到旁路关状态(8个参数BPSW都为0),即每一个成胶釜都可以随时手动放料准备收盐酸。
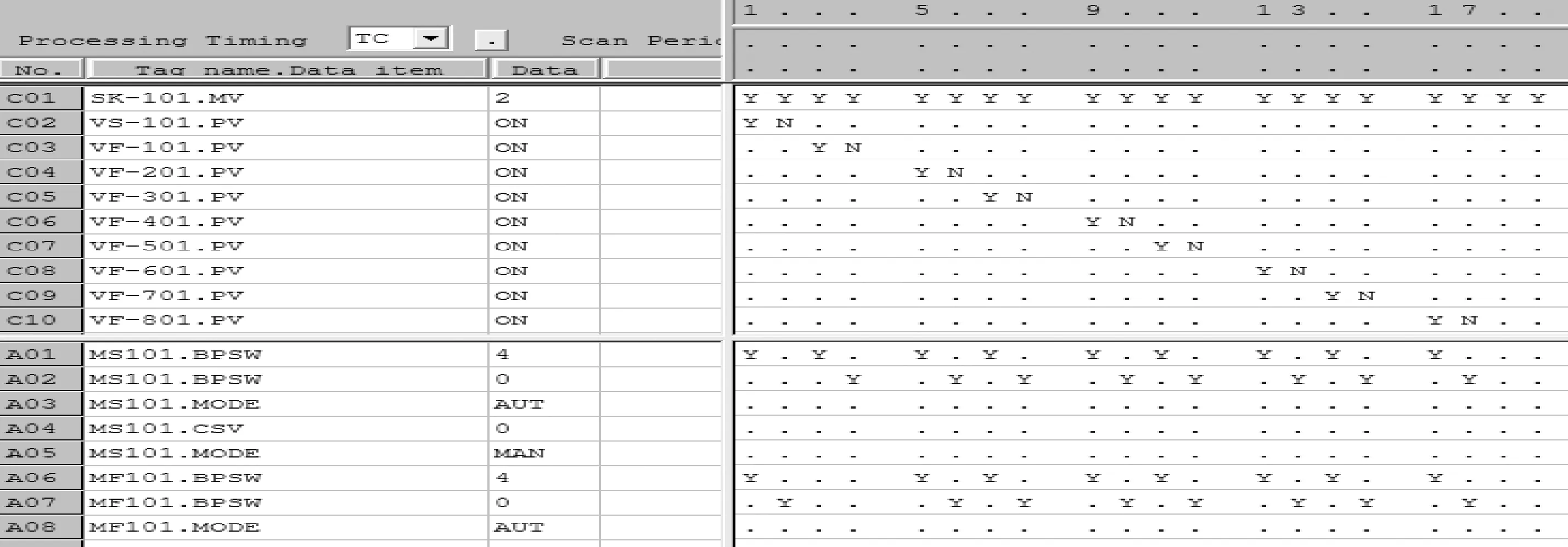
图7 ST013顺控表组态
当盐酸放料时,即F-101/1成胶釜收盐酸,放料阀VF-101在开的状态,此时收料阀VS-101和其他的7个成胶釜放料阀都打到旁路开状态(8个参数BPSW都为4),即收料阀VS-101和其他的7个成胶釜放料阀手动开关都不起作用,避免在F-101/1成胶釜收盐酸时误打开收料阀和其他的放料阀而引起计量不准确;当盐酸不放料时,即F-101/1成胶釜不收盐酸,放料阀VF-101在关的状态,此时收料阀VS-101和其他的7个成胶釜放料阀都打到旁路关状态(8个参数BPSW都为0),即收料阀VS-101和其他的7个成胶釜放料阀都可以随时手动开关准备收放料。
至此,盐酸的整个收放料自动控制过程已全部组态结束,它是按照一种物料的收料和到8个釜的放料以及延时作为一个单元来进行顺控编程的。其他7种物料的自控联锁实现与盐酸类似,也按照收料、放料和延时作为一个单元来进行独立控制。
3 顺控技术应用效果
上述自控实现是将联锁条件、延时控制和各个阀门之间的逻辑关系统一在顺控表中展现出来,在顺控表中有条不紊地按照程序步骤执行。利用顺控技术将各种条件和动作进行相互作用,通过周期扫描和状态转换来满足控制过程,不仅整个联锁控制可以手自动启停,而且每个单点仪表也可以手自动自由切换。该顺控技术经过中石化催化剂齐鲁分公司多年来的应用,不仅满足催二成胶工艺自动操作控制要求,而且也满足相同催化剂成胶工艺的自动控制要求,完全实现自动控制,达到自控零故障,应用效果非常显著。
4 结束语
横河CS3000系统不仅具有DCS系统的基本特性,而且性能更加可靠且比较稳定,具备整体解决方案的能力。利用其顺控技术能较好解决催化剂成胶工艺环节的自动控制,方便岗位操作人员操作现场仪表、阀门或机械设备,消除了由于误操作而引起不必要的紧急停车处理。该套顺制技术方案,不仅提高了产品质量和工作效率,降低了工人劳动强度,而且节省了大量的后期维护成本,在同类工艺中有较大的推广应用价值。
[1] 张建新.DCS控制系统的现状及发展趋势[J].中国氯碱,2005,(10):42~43.
[2] 李平.浅谈CENTUM系统的应用研究[J].中国石油和化工标准与质量,2011,31(7):105~106.
[3] 朱政宇.CS3000系统安全性的解决方案[J].石油化工自动化,2008,44(4):46~47.
[4] 崔富军.横河CS3000系统在三催化装置的实际应用[J].广东化工,2010,37(5):246~247.
[5] 何骁勇,徐正海,纪超,等.液超声流量计在海上原油贸易交接计量中的应用[J].化工自动化及仪表,2015,42(7):749~752.
[6] 刘忠,陈丽华.基于工控机的锅炉控制系统的设计与应用[J].化工自动化及仪表,2012,39(4):456~459.
TH865
B
1000-3932(2016)11-1211-05
2016-05-09(修改稿)
猜你喜欢
川菜(2023年10期)2023-11-02 06:29:03
机电工程技术(2023年1期)2023-02-24 05:20:46
应用化工(2021年10期)2021-11-13 09:06:02
科技创新与生产力(2020年10期)2020-10-13 12:01:16
小学生导刊(2017年17期)2017-05-17 05:44:16
世界汽车(2016年8期)2016-09-28 12:09:43
世界汽车(2016年8期)2016-09-28 12:09:00
世界汽车(2016年8期)2016-09-28 12:06:49
印刷技术·包装装潢(2016年2期)2016-03-23 06:28:07
精细石油化工进展(2015年3期)2015-08-20 01:52:52