
锂电池辊道窑的结构与经济效益分析
2016-11-22 01:20苏文生谢礼飞
工业炉 2016年4期
许 鹏,苏文生,谢礼飞
(中国电子科技集团公司第四十八研究所,湖南长沙410111)
锂电池辊道窑的结构与经济效益分析
许鹏,苏文生,谢礼飞
(中国电子科技集团公司第四十八研究所,湖南长沙410111)
分析了辊道窑的内高、内宽、窑长以及堆跺密度对辊道窑的产量及能耗的影响,提出辊道窑产量的提高应以稳定的热工性能为前提,以达到单位产品成本和能耗的最低值。
锂电池辊道窑;结构;产量;能耗
目前,在我国经济快速发展,能源相对缺乏的情况下,降低能耗,提高经济效益成为任何企业的首要任务,特别是能源消耗大户——锂电池企业更是如此[1]。自从上个世纪90年代,推板窑投入我国锂电池行业使用以来,各个锂电池企业的产品质量和产量都有了大幅度的提高,并显著降低了能耗[2]。然而,随着辊道窑的出现,特别是近年来宽断面辊道窑的使用、发展,使得锂电池产品的质量与产量又进一步大大提高,在能耗上显著低于推板窑及其他间歇式窑(如梭式窑),因而,得到人们的青睐与广泛关注[3]。鉴于此,本文针对锂电池辊道窑的结构特点以及其在降低能耗、提高产量等方面所能带来的经济效益方面进行了分析,并与推板窑进行了比较。
1 辊道窑的优点
首先,辊道窑是通过连续排布的辊子传动而实现连续生产,不必使用窑车或耐火垫板。因此,辊道窑比推板窑减少了由推板带走的热量。更重要的是由于辊道窑无窑体蓄热,窑内温度均匀,预热带温差小,辊棒上下均可加热,为产品快烧创造了条件。其次,辊道窑大大节约了能耗,其热效率及经济效益明显优于推板窑,如表1所示。
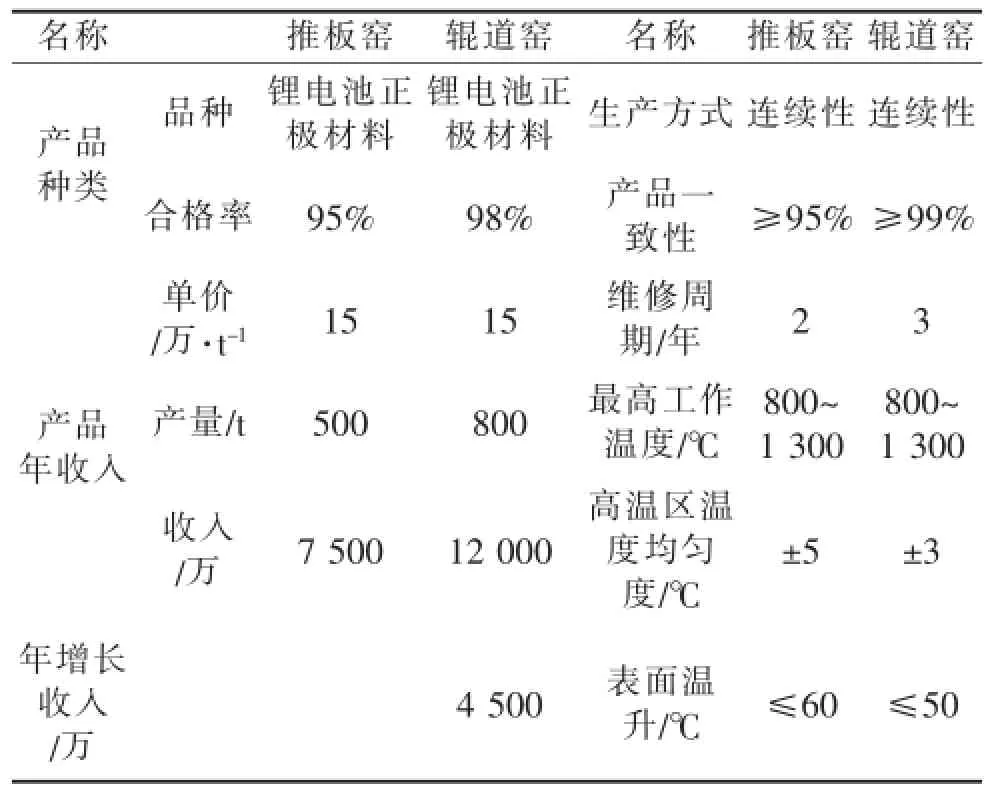
表1 辊道窑和推板窑的综合效益比较
另外,科学地设计辊道窑装载产品的有效高与宽度比,可有效地减少产品的上下温差。它还具有抗腐蚀性好,使用寿命长,自动化程度高,截面温度均匀,产品一致性好,产能大,单位能耗低,以及外观美观大气等一系列优点[4]。
2 辊道窑产量与结构的关系
根据质量守恒定律,有资料得:

式中:V为辊道窑容积,m3;V=F×L=H×W×L,其中F为窑截面积,m2;L为窑长,m;H为窑内高,m;W为窑内宽,m;Γ为烧成时间,h;k为产品合格率;g为体积装窑密度,件/m3,或kg/m3;G为小时产量,件/h,或kg/h。
G=年产量(件/年或kg/h)年工作日×24
由式(1)可得窑长的计算公式如下:

从式(1)可以看出,当其他量一定的情况下,辊道窑的小时产量与窑的容积成正比;而窑容积V是窑的内宽、内高及窑长的乘积,故内高、内宽及窑长三者之一或是联合作用导致窑容积的增加都可以提高辊道窑的产量。下面将分别从辊道窑的内宽、内高和窑长来讨论窑炉产量及经济效益的关系。
2.1窑长与产量
由式(2)可知,当烧成时间、年工作日、成品率及线装窑密度不变的情况下,窑的年产量随着窑长的增加而提高。由于制品产量的大大提高,抵消了由于窑长的増加而引起窑墙散热损失的増加,使单位制品热耗和窑墙散热量减少。同时,随着窑长的增加,相应各带的长度都増加。在预热带,窑内能有更多时间加热制品,较长时间的热交换使温度升高的更为平稳;在冷却带,制品的余热能够更好地散失给冷空气。因此,在整个窑长方向上热耗大大减少且温度曲线趋于平缓,有助于避免预热带较短导致升温较快所带来的料体开裂等等不良后果。同时,产量也直线上升。以某厂宽度为2 m左右的锂电池辊道窑为例,窑长50 m以下产量一般为400~1 000 t/a;24 m为400 t/a;360 m为800 t/a;48 m为1 000 t/a,故窑长越建越长,现已建到100 m,据说产量可达2 000 t/a。因此,在场地允许的情况下适当增加窑长,产量会明显提高。
然而,窑长的增加超过一定长度后,将影响到窑内的正常的热工制度,反而增加了窑炉单位制品的能耗和质量。
根据流体力学中能量守恒方程(二流体伯努利方程简写)

式中:hs1,2,hge1,2,hk1,2,分别表示二流体在1-2断面的静压头、几何压头和动压头;hL表示窑内气体流动的阻力损失。

式中:hf为摩擦阻力损失;hl为局部阻力损失,数学表达式为

式中:ω为气体流速,m/s;ξ为摩擦阻力系数:砖砌通道为0.03~0.06,金属管道为0.02~0.04;ρ为气体密度,kg/m3;d为通道当量直径,m;对于非圆形通道,其中F为通道截面积,m2;I为气体浸润周边长,m;L为通道长度,m;ω为气体流速,m/s;V为流量,m2/s。

式中,ζ为局部阻力系数,其数值由实验求出。
由于窑内气体流动(hs)而产生阻力损失(hl),且阻力损失hL由动压头(hs)转变而来,故由式(3)的能量守恒方程可知,在窑内同一水平面上,为了保证气体在窑内的正常流动,静压头(hk)转变为动压头(hs)以弥补动压头(hs)损失。因而,沿窑长方向窑内静压头的差值(hk1-hk2)成为推动辊道窑内气体水平流动的动力。由式(4)、(5)可知摩擦阻力损失hf与窑长成正比,即辊道窑的窑长越大,摩擦阻力损失hf和总阻力损失hL越大,静压头减少量也随之而增大,最终导致窑内烧成带正压和预热带负压都增大。如果正压过大,则漏出热气体多,热气体带出热使能耗增大,恶化工作环境并且烧成带附近的耐火材料由于高温气体的溢出而降低寿命;如果负压过大,在窑门及密封较差的地方将漏入大量的冷空气,产生气体分层,导致预热带上下温差进一步增大,耗损消耗大等弊端,影响了窑内正常的热工制度,最终导致次品率增加,产品质量和产量下降。故在辊道窑截面积一定的情况下,必须在保证窑内热工制度稳定的前提下才能通过增大窑长以达到增加产量的目的。
另外,当窑长增加时,辊道窑的动力消耗也随之增加。如风机,由于窑长、产量增加,故需选用功率较大的排风机和鼓风机才能保证窑头气体正常排放及窑尾所需要的冷却风量,以达到较好的压力、气氛制度。而辊道窑的辊子驱动功率需满足以下关系式:

式中:N为辊子驱动功率,kW;N1为克服辊子摩擦阻力做功所需功率,kW;N2为克服制品惯性阻力做功所需功率,kW;N3为克服制品重力做功所需功率,kW。
由于辊道窑内制品是水平运动的,故克服制品重力做功为零即N3=0。又因为,故式(7)可表示为:

式中,M摩为摩擦阻力力矩,N·m;v为辊子输送速度,m/s;D为辊子直径,m;Q为辊子输送的生产率,kg/s。
由式(8)可知辊子的驱动功率在其他情况一定时,随着辊子输送速度及辊子输送生产率的增加而增大,随着辊子直径的增大而减小。也就是说当辊道窑窑长增加以后,辊子的输送速度、输送生产率也随之而增加。故需选用辊子驱动功率较大的电机(或是增加电机的个数,以增加总电机功率)和辊径较大的辊子,这样才能保证辊道窑生产的正常、持续运行[5]。表2是我所建造的同一宽断面、不同窑长、生产锂电池正极材料的几种规格的辊道窑参数。

表2 不同窑长锂电池辊道窑参数
从表2可以看出,同一内宽的辊道窑,在保证正常的热工制度的前提下,随着窑长的增加,风机总功率及传动辊电机功率也随之增加且产量明显提高,而单位产品的能耗量却基本不变。
2.2窑宽、窑高与产置

从式(9)、(10)可知,摩擦阻力损失(hf)与局部阻力损失(hl)分别与窑截面积的三次及二次方成反比,由此可见,通过增大面积来减少窑内的阻力损失hL是非常有效的。再加上辊道窑内的制品(锂电池正极材料为例)的堆跺阻力较小,可以视为中空窑炉,故增加窑宽可以大大减小气流阻力,有利于流场的控制。
然而,由于靠近窑两侧壁处的摩擦阻力不变,流速的增大引起窑内同一断面上两侧壁和窑中心处的流速差更大,这对同一断面上温度的均匀性不利,反而增大同一水平面上的温差。我们利用红外热成像测温技术进行温度场的动态测试[6],以及进行辊道窑内动态温差的测试,发现电阻丝加热温度在窑中同一水平面上形成一驼峰形的温度曲线,靠近窑壁处温度比窑内同一水平上高温处温度低20~46℃。因此,当窑内宽增加而电阻丝没有增长时,无疑会使温度达不到窑中心,使中心的温度更低。如果烧制大批量的锂电池正极材料,难免出现严重色差和不一致。湖南省某材料厂通过在改变电阻丝的长度以及合适部位应用硅碳棒加热,提高了窑内同一断面中心的温度。这是因为增加电阻丝长度和更换硅碳棒之后,增加了加热范围。弥补了由于加热距离较短不能到达宽断面辊道窑中心的不足,均匀了窑内中心区域的温度(如图1所示)。

图1 窑内同一截面同一水平上的温度分布图
另外,当焙烧同一种产品时,在窑长和料体前进的速度一定时,理论上产量G与辊道窑的有效宽度(窑内摆放产品的实际宽度)B效成正比,其数学表达式如下:

式中:Gl,ΔG分别表示原内宽时单位时间产量和增加有效宽度后新增产量,kg/h;B效1、ΔB效分别表示原来有效宽度和增加的有效宽度,m;k是比例常数。
在增大窑体表面积的同时使用轻质耐火材料(如纤维)减小窑墙厚度,以增加窑内有效宽度也是增加产量的有效途径之一。这也正是我国目前宽断面辊道窑迅速发展的潜在原因,既能够提高窑炉的产量也保证了窑内较好的热工制度,降低窑体重量,因而宽断面辊道窑的发展具有极大的潜力。
2.3装窑密度与产置
辊道窑如烧制锂电池材料,无疑窑炉制品的堆跺密度越大,窑炉的产量也越高,但是从窑内料跺阻力关系式:

式中:h′l为堆跺阻力损失,N/m2;k为阻力系数,k=;a为常数,由实验确定;de为孔隙当量直径,m;L为通道长度,m。
可以看出,料跺阻力与窑长成正比,且随着料跺空隙当量直径的增大而减小,故过密的堆放料跺及窑体过长不但影响了料跺之间的换热,而且还会导致如前所述的较差的热工性能,最终降低产品的质量和产量。
2.4辊道窑的层数
从结构上来看,多层窑可节约能耗,缩短窑长,减少用地,降低投资费用。但由于层数增多,使入窑及出窑的运输线、连锁控制系统、窑炉本身的结构都复杂化了,尤其给棍棒承载能力带来不少麻烦。
意大利窑炉公司SITI总结出确定辊道窑层数的原则有以下几点:①有效高度大的辊道窑(窑高多为0.7~0.85 m)最好用单层,矮窑(有效高度≤0.15 m)则可以选用多层;②宽窑宜用单层,窄窑可用多层;③产量不大、烧成温度高时宜用单层,反之可用多层;④不用垫板承烧时采用三层窑最为经济,而多层窑一般不用电作为热源。
综上所述,在增加辊道窑截面积、有效宽度、窑长及增加制品层数目以增加窑炉的产量的同时,必须考虑到一些基本的条件,如窑内温度的均匀性、气体的流动、压力制度、热效率等热工性能,然后确定最为经济的窑炉产量。单位产品与烧成成本之间存在最优值,如图2所示。

图2 锂电池辊道窑运行优化图
3 辊道窑的能耗
窑炉的能耗与窑炉的工作制度有直接关系,它可表示为产品产量的多项式关系。对于燃料炉,建立炉膛总热平衡方程[7-8]:
Bt(Qd+Qa)=QL+Qm+Qg(13)式中:Bt为窑炉的总能耗,kJ;Qd为电阻丝的发热量,kJ/h;Qa为硅碳棒的回收热量,kJ/h;QL为窑炉的热损失(包括炉墙散热和蓄热、通过炉孔的辐射热损失等),kJ/h;Qm为产品吸收的有效热,kJ/h;Qg为气体带走的物理热,kJ/h。

上述各项热量计算如下:式中:ε为窑炉热损失系数(0<ε<1),它的数值取决于窑炉的温度和炉墙材料及结构;ΔHm为产品热含量的增值,kJ/kg;G为窑炉的产量,件/h或kg/h;Vn为单位产品的实际气体产生量,m3/kg;Cg为烟气在温度tg下的比热,kJ/m3·℃;tg为烟气出炉温度,℃;
由式(13)~(16)得窑炉的燃烧量为:

若电费的价格为Cf,则窑炉单位产品的能耗费用CF为:

显然从式(17)、(18)可知窑炉能耗量与产量成正比,而单位产品的能耗费取决于总能耗量与总产量的比值,故只有在保证良好的热工制度,能耗量降至最低的前提下,増大窑宽、窑长,增加产量,才可以降低单位产品的能耗费,否则单纯的依靠增加产品的总产量而不考虑产品的能耗,最终可能将导致单位产品的能耗增加。
4 结论
(1)近年来,辊道窑以其能耗低、烧成周期短、产量大、产品一致性好等优点成为锂电池材料烧结设备发展的主流。
(2)在增大窑体断面、窑长,增加产量的同时,应该保证窑内具有良好的温度均匀性、压力制度、热效率等热工性能。
(3)如果只是单方面的增加窑长来增加产量可能会导致单位产品的能耗、成本增加。单位产品的能耗成本存在最优值。
[1]刘彦红,王本力.对我国动力锂电池产业的冷思考[J].新材料产业,2015(9):8-11.
[2]许文华,岳庆,万永刚.新能源粉体材料生产装备与烧制工艺方案状况[J].新材料产业,2012(3):42-45.
[3]刘贵民,王常青,齐杰,等.高温多层推板电窑的开发研制[J].磁性材料及器件,2002(2):43-45.
[4] 苏文生,杨欣.动力电池材料烧结窑的技术改造[J].工业炉,2012(2):57-59.
[5]胡澄清,朱辉球,余筱勤.辊道窑结构的改进[J].中国陶瓷,2006(4):52-53.
[6]吴武辉.陶瓷辊道窑温度场数值模拟与分析研究[D].武汉:武汉理工大学,2008.
[7]李萍,曾令可,阎常峰,等.陶瓷辊道窑热平衡测定与计算方法的若干问题探讨[J].陶瓷,2012(1):31-33.
[8]毛保平.陶瓷辊道窑混合燃烧控制系统设计[D].武汉:武汉理工大学,2014.
Structure and Economic Benefits Analysis of Lithium Battery Roller Kiln
XU Peng,SU Wensheng,XIE Lifei
(No.48 Research Institute of CETC,Changsha 410111,China)
The influences of the inner height,inner width,kiln length of the roller kiln and stacking density on yield and energy consumption are analyzed.It is concluded that the roller kiln production should increase at a steady thermal performance as a precondition to reach the lowest unit cost and energy consumption.
lithium battery roller kiln;structure;production;energy consumption
TM910.5
B
1001-6988(2016)04-0031-04
2016-04-25
许鹏(1988—),男,助理工程师,主要从事热工设备设计研发工作.
猜你喜欢
装备维修技术(2021年52期)2021-07-03
精密制造与自动化(2020年2期)2020-06-30
冶金设备(2019年6期)2019-12-25
山东冶金(2019年3期)2019-07-10
中国重型装备(2019年2期)2019-05-13
机械设计与制造(2018年11期)2018-11-12
陶瓷学报(2015年4期)2015-12-17
建筑工程技术与设计(2015年22期)2015-10-21
山东工业技术(2014年19期)2014-08-15
同煤科技(2014年1期)2014-08-15
