注射成形聚甲醛基In713C高温合金喂料流变行为的研究*
2016-11-19 06:49周晚珠曾克里
材料研究与应用 2016年3期
罗 浩,宗 伟,周晚珠,朱 杰,翁 廷,曾克里
广东省材料与加工研究所,广东 广州 510650
注射成形聚甲醛基In713C高温合金喂料流变行为的研究*
罗 浩,宗 伟,周晚珠,朱 杰,翁 廷,曾克里
广东省材料与加工研究所,广东 广州 510650
研制了一种适合于In713C高温合金注射成形的聚甲醛基粘结剂,研究了剪切速率、温度及载荷对喂料流变行为的影响.结果表明:粘结剂各组分配比为m(POM)︰m(HDPE)︰m(EVA)︰m(SA)︰m(PE-Wax)=85︰7︰3︰3︰2,所制备的喂料的粘度随剪切速率的增大而降低,并具有剪切稀化的假塑性流体特性.粉末装载量为60%时,In713C高温合金喂料的流动指数和粘流活化能分别为0.429和29.07 kJ·mol-1,熔体流动速率为1066.4 g/10min.该喂料具有较好的流变特性,适合用于粉末注射成形.
In713C高温合金;金属注射成形;粘结剂;流变行为
Inconel713C高温合金是一种γ′相沉淀强化型镍基高温合金,该合金在900℃以下具有优异的高温机械强度、抗疲劳性以及抗氧化和耐热腐蚀等特性,通常被用于制备汽车涡轮增压发动机中的涡轮叶轮[1].涡轮叶轮的传统制造工艺是采用熔模精密铸造Inconel 713C合金的方法,但涡轮叶轮的叶片薄且曲率变化大,在浇注时极易产生尺寸精度差、缩孔、热裂纹和夹杂等铸造缺陷[2].金属注射成形(Metal Injection Molding,简称MIM)是一种适于低成本大批量生产复杂形状、难切削加工材料的金属零部件的近净成形技术[3-4],它可有效解决上述组织不均匀、夹杂以及成形三维复杂结构尺寸精度差等问题,可经济高效地制备涡轮叶轮等高温合金复杂零件.
粘结剂体系是金属注射成形技术的核心,其直接影响后续的注射、脱脂、烧结工序[5].聚甲醛基粘结剂既具有蜡基体系流动性好、易于充填模腔的优点,又简化了脱脂工序,提高了脱脂效率,是目前生产中应用最广泛的一种粘结剂体系[6-8].目前,针对高温合金蜡基喂料的研究较多,如Lin Zhang等人[9]采用石蜡基粘结剂体系(PW-PP-HDPE-SA)制备喂料来进行Inconel 713C高温合金注射成形,özgün等人[10]研究了蜡基体系(CW-PW-SA)注射Inconel718高温合金,而对高温合金聚甲醛基粘结剂体系的研究鲜有报道.本文采用Inconel713C高温合金粉末为原料,重点对粘结剂组成进行优化设计,研究影响喂料流变行为的因素,以期提供一种可用于实际生产的In713C高温合金喂料.
1 实验部分
1.1 原料
试验所用粉末为氩气雾化Inconel713C高温合金球形粉末,中位径D50为13.64 μm,振实密度为4.95 g/cm3,粉末的形貌及粒度分布如图1所示.
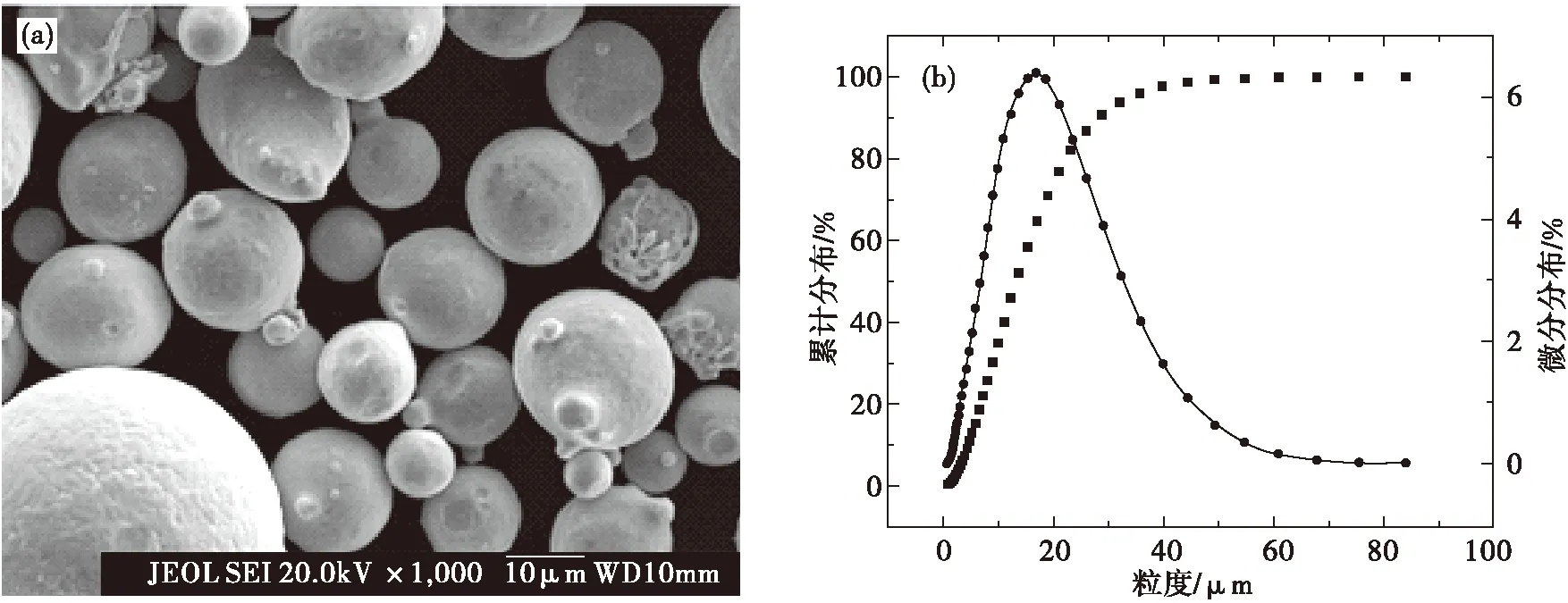
图1 Inconel 713C高温合金粉末的形貌(a)和粒度分布(b)Fig.1 SEM images (a) and particle size distribution (b) of In713C superalloy powder
采用聚甲醛基粘结剂体系进行试验,其组成有聚甲醛(POM)、高密度聚乙烯(HDPE)、乙酸-乙酸乙烯共聚物(EVA)、硬脂酸(SA)和聚乙烯蜡(PE-Wax)等.试验设计的粘结剂组成及粉末装载量列于表1.

表1 粘结剂组成及粉末装载量
1.2 喂料的制备
首先将In713C高温合金粉末加入密炼机(型号为东莞开研KY-1)中进行搅拌预热.当温度达185 ℃时,将粘结剂按比例加入密炼机混炼0.5~1 h.然后取出喂料,在双螺杆造粒机中进行造粒,制得注射成形用喂料.
1.3 测试与表征
采用CEAST-5000型毛细管流变仪测试喂料的流变性能,测试用毛细管的直径为1 mm,长度为40 mm,压力传感器量程为200 MPa.采用MTS-SANS ZRZ1452型熔体流动速率试验机测试喂料的熔体流动速率,测试中加热温度为190 ℃.
2 试验结果与讨论
2.1 剪切速率对喂料流变行为的影响
金属注射成形喂料是靠粘性流动充填模腔的, 这就需要喂料具有特殊的流变特性,其中粘度是流变特性最重要的性能指标, 它与剪切应力、剪切应变速率相关.图2为剪切速率与喂料粘度的关系.由图2可知,四种喂料的粘度都随着剪切速率的增加而降低,即剪切稀化,呈现出假塑性流体特性,这对注射成形流动充模是有利的.产生这种现象是因为在一定温度下,随着剪切速率增大,组成粘结剂的高分子聚合物的稳定结构被破坏,喂料中的金属粉末与高分子聚合物沿着流动方向旋转重排,从而引起剪切稀化.
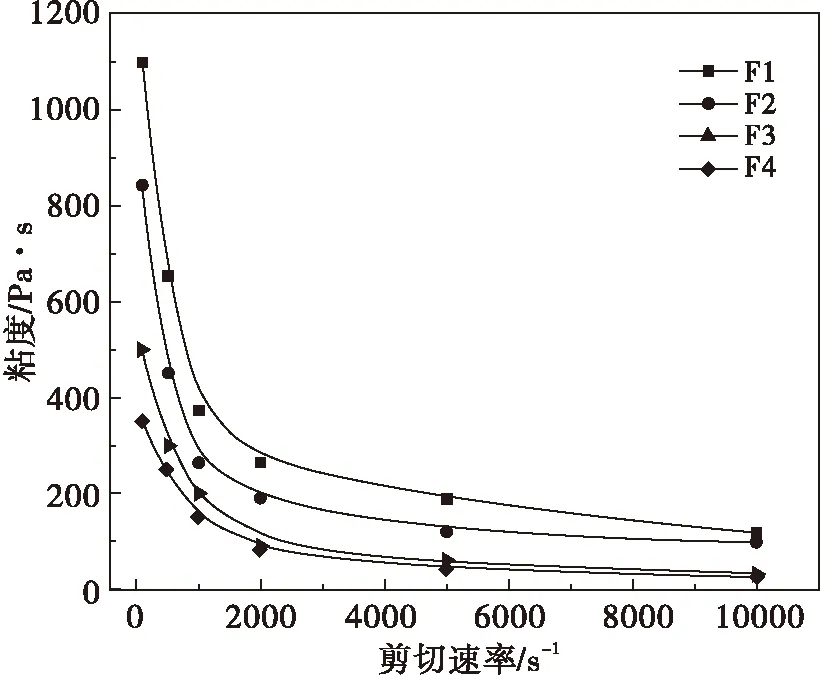
图2 喂料粘度与剪切速率的关系曲线Fig.2 The graph of viscosity of feedstock versus shear rate
金属粉末注射成形喂料是一种粉末/粘结剂分散体系,呈现假塑体流变行为,其粘度与剪切速率的关系可用经验公式(1)表示[11]:
η=Kγn-1,
(1)
式(1)中K为系数;η为表观粘度值,单位Pa·s;γ为剪切速率,单位s-1;n为流动指数,又称应变敏感性因子,n<1.
将公式(1)推导后求解,可得到n值的公式:
logη= logK+(n-1)logγ,
(2)
式(2)中n值的大小代表了流体对剪切速率的敏感性.n值较小时,喂料流变稳定性相对较差;n值越大,喂料黏度值随剪切速率变化的速度越慢,其流变稳定性越好.但n值过大会导致喂料没有足够的剪切稀化效果,喂料流动充模效果不好,形状复杂的微小制品难以成形.对粉末注射成形来说,一般认为在n>0.2的情况下,n越小越好[11].
图3为190 ℃条件下四种喂料的lnη-lnγ关系曲线.由图3可知,四种喂料粘度均随着剪切速率的升高而降低;在同一剪切速率下,喂料粘度值由高至低的顺序依次为η(F1)>η(F2)>η(F3)>η(F4).这表明在温度和剪切速率相同的条件下,喂料F4的粘度值最低,即该种喂料的流动性也最好.这是因为喂料F4具有低的粉末装载量,并添有提高粘结剂流动性的PE-Wax组分.
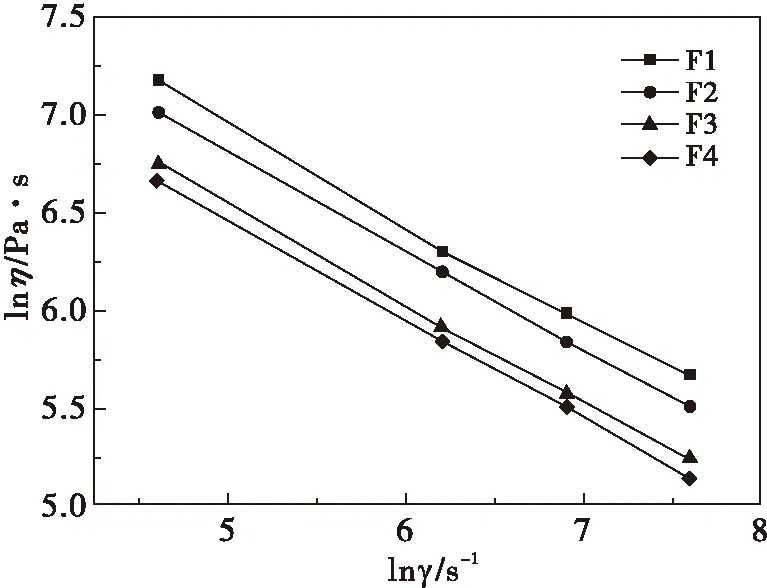
图3 喂料的lnγ-lnη 关系曲线Fig.3 The graph of log viscosity versus log shear rate
利用线性回归计算四种喂料F1,F2,F3,F4的流动指数n分别为0.478,0.467,0.436,0.429.由此可知,所有喂料的n值都小于1.这说明4种喂料都具有剪切稀化的假塑性流体特性.喂料F4的n值最小,说明喂料F4具有较好的剪切稀化特性.对注射成形而言,较低的n值亦说明喂料中粉末与粘结剂相容性好、混合均匀,有利于防止注射过程中缺陷的产生.出现这种差异的主要原因是:喂料F4中添加了短分子链PE蜡,相对于喂料F1和F2粘结剂中缠绕着的大分子链,当剪切速率增大时,更易随着剪切力方向转动,并快速趋于有序化;相对于喂料F3,喂料F4有较低的粉末装载量,金属粉末颗粒也更易于在剪切力的作用下较快地沿流动方向转动并逐渐趋于有序化.
2.2 温度对喂料流变行为的影响
喂料对温度的敏感性是评价喂料流变性能的重要指标.温度对喂料粘度的影响可用Arrhenius方程(3)来描述[12]:
η=η0exp(E/RT) ,
(3)
式(3)中η0为参考粘度,是指零剪切时喂料熔体的流动特性;η为粘度,单位Pa·s ;E为粘流活化能,J/mol;R为气体常数.由式(3)可知,粘度取决于粘流活化能E与每摩尔动能RT之间的比值,随着温度升高粘度降低.
图4为剪切速率为1000 s-1条件下温度对喂料粘度的影响.由图4可知,喂料粘度与温度的关系符合Arrhenius关系.通过计算得到喂料F1,F2,F3,F4的E值分别为46.78,40.67,34.69,29.07 kJ/mol,其中喂料F4具有最小的粘流活化能E.注射成形时,喂料流动充模过程中会出现温度波动.如果E值过大,温度的变化会导致喂料粘度变化过大,引起应力集中,出现生坯开裂、变形;而E值较小时,喂料粘度对温度的敏感性小,可以强化压力的传递,减少过度收缩造成的各种缺陷.综合前面的流动指数n,发现喂料F4具有较好的流变特性,在充模过程具有良好的充模性能.

图4 温度对喂料流变性能的影响 Fig.4 Effect of temperature on the viscosity of feedstock
2.3 载荷对喂料流变行为的影响
熔体流动速率MFI(Melt Flow Index)是指在标准化熔融指数仪中在一定的温度和压力下,喂料通过标准毛细管在一定时间内(一般10min)内流出的熔料克数,单位为g/10min.在注射成形行业,熔体流动速率是常用来衡量喂料流动性好坏的重要指标.
图5为载荷对喂料MFI的影响.由图5可知,在相同的粘结剂比例和载荷条件下,粉末装载量为60 %喂料的MFI高于粉末装载量为65%的喂料;在相同粉末装载量的条件下,加入PE蜡喂料的MFI均高于没有添加PE蜡喂料的MFI;对于同一种喂料,随着载荷的增加,喂料的MFI增大;在相同的载荷条件下,喂料的MFI大小顺序为:F4>F3>F2>F1,说明喂料F4具有较好的流动性.在温度为190 ℃、载荷为200 N时,喂料F4的MFI值达到1066.4 g/10min.

图5 载荷与喂料熔体流动速率的关系Fig.5 The graph of melt flow rate versus applied load
3 结 论
(1)在相同温度下,所制备的喂料的粘度均随剪切速率的增大而降低,并具有剪切稀化的假塑性流体特性.
(2)在温度为190℃,剪切速率为1000s-1时,采用In713C合金粉末与聚甲醛基粘结剂(85%POM+7%HDPE+3%EVA+3%SA+2%PE-Wax)按粉末装载量为60%制备喂料,其流动指数和粘流活化能分别为0.429和29.07 kJ·mol-1;在载荷为200N时,其熔体流动速率为1066.4 g/10min.该喂料具有较好的流变特性,适合用于粉末注射成形.
[1] 张志伟,牛永吉,史世凤,等.Inconel In713C合金研究现状[J].金属材料研究,2014,40(4):17-18.
[2] 呼和.镍基铸造高温合金的热等静压处理[J].金属学报,2002,38(11):1199-1202.
[3] 徐小明,李笃信,吴谓,等.改进型催化脱脂型粘结剂及其应用研究[J].粉末冶金工业,2015, 25(5): 36-41.
[4] 贺毅强,胡建斌,张奕.粉末注射成形的成形原理与发展趋势[J].材料科学与工程,2015,33(1): 140-42.
[5] 周时宇,蔡一湘,罗铁钢,等.钛注射成形用催化脱脂型喂料的制备与性能研究[J].粉末冶金技术,2015, 33(2): 95-96.
[6] 郑礼清,李笃信,李昆,等.粉末注射成形催化脱脂工艺研究[J].粉末冶金工业,2009,19(2): 32-35.
[7] 李笃信,黄伯云,曲选辉,等.新型金属注射成形用催化脱脂型粘结剂的催化快速分解研究[J]. 材料科学与工艺,2001,9(3):256-258.
[8] THAVANAYAGAM G,PICKERING K L,SWAN J E.Analysis of rheological behaviour of titanium feedstocks formulated with a water-soluble binder system for powder injection molding[J].Powder Technology,2015(269): 227-232.
[9] ZHANG L,CHEN X W,LI D,et al.A comparative investigation on MIM418 superalloy fabricated using gas- and water-atomized powders[J].Powder Technology,2015(286):798-802.
[10] ÖZGÜR ÖZGÜN,ÖZKAN GÜLSOY H,et al.Microstructural and mechanical characterization of injection molded 718 superalloy powders[J].Journal of Alloys and Compounds,2013(576): 140-153.
[11] BLOEMACHER M,WEIN D.Powder injection molding symposium[J].Princeton:Metal Powder Industry,1992,3(2): 66-69.
[12] 李益民,曲选辉,黄伯云,等.金属注射成形粘结剂和喂料流变性能的研究[J].粉末研究材料科学与工程,1996,1(2): 23-27.Analysis of rheological behaviour of catalytic debinding feedstock for In 713C superalloy metal injection molding
LUO Hao,ZONG Wei,ZHOU Wanzhu,ZHU Jie,WENG Ting,ZENG Keli
Guangdonginstituteofmaterialsandprocessing,Guangzhou510650,China
ApolyformaldehydebinderwasdevelopedforInconel713Csuperalloyinjectionmolding,theinfluenceofshearrate,temperature,andvariousloadstothefeedstock’srheologicalbehaviorwasstudied.Theresultsindicatethat,whenthebindercomponentism(POM)︰m(HDPE)︰m(EVA)︰m(SA)︰m(PE-Wax)=85︰7︰3︰3︰2,thefeedstock'sviscositydecreasewiththeincreasingofshearrate,anditalsohastheshearthinningpseudoplasticfluidproperties.Whenthepowderloadingis60%,theinconel713Csuperalloyfeedstock’smeltflowindexandviscousflowactivationenergyandmeltflowrateare0.429,29.07kJ·mol-1and1066.4g/10minrespectively.Forthegoodrheologicalbehavior,thefeedstockissuitableforpowderinjectionmolding.
In713Csuperalloy;metalinjectionmolding;binder;rheologicalbehavior
1673-9981(2016)03-0205-05
2016-03-15
广东省科技计划资助项目(2013B010403019)
罗浩(1987-),男,河南新乡人,工程师,硕士.
TF122.1
A
猜你喜欢
山东陶瓷(2021年5期)2022-01-17
黑龙江交通科技(2021年10期)2021-11-01
黑龙江交通科技(2021年9期)2021-10-13
陶瓷学报(2021年1期)2021-04-13
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
石油沥青(2019年3期)2019-07-16
制造技术与机床(2018年9期)2018-09-19
中成药(2018年1期)2018-02-02
滇池(2017年5期)2017-05-19