
汽轮机检修中螺栓损坏原因剖析及应对策略
2016-11-19 06:34郑琳
工业技术创新 2016年5期
郑琳
汽轮机检修中螺栓损坏原因剖析及应对策略
郑琳
(秦皇岛发电有限责任公司,河北秦皇岛,066000)
汽轮机检修不当极易导致螺栓发生损坏,影响汽轮机正常运行。通过分析原始汽轮机螺栓检修工艺和流程中存在的不足,归纳了螺栓损坏原因,探究了应对策略,并将其应用于实际案例。应用效果表明:采取相应措施处理后的螺栓质量满足有关标准,回装良好,保障了汽轮机运行的持续、稳定、高效。相关技术值得在业界推广。
汽轮机;螺栓损坏;螺栓检修;疲劳;拆卸;回装;技术改造
引言
螺栓,作为汽轮机的重要组成部分,通常耐高温、高压,具有抗磨损性能。在汽轮机正常运行的情况下,螺栓处于持续受力的状态,故在汽轮机实际检修过程中,经常表现出不同程度的损坏。此外,若在高压导汽管、连通管、主汽门、调节汽门等部位选用不适用的螺栓,也将制约汽轮机安全、稳定、高效运行[1]。因此,在汽轮机检修过程中,应加强螺栓维护与更换,尤其应探究切实有效的防护措施。
1 螺栓检修工艺和流程
为保证汽轮机良好运行,我公司提出了螺栓严格的检修标准及规范的检修程序。现阶段螺栓检修方法较多,且具有各自的优缺点,因此必须针对螺栓实际损坏情况,综合考量,选择最适合者。从以往汽轮机的检修工艺和流程来看,基本程序为:
(1)拆卸螺栓。汽轮机螺栓之间具有关联性,所以在拆卸过程中应保证其金属部位的温度在80 ℃左右。根据螺栓安装情况,应有序拆卸和放置,避免后续安装时混淆不同规格的螺栓,耽误回装。
(2)检修与维修螺栓。检修前,首先要做好准备工作,即将螺扣、螺帽等逐一拆开、清理,并去除氧化皮,保证这些部件的洁净。其次是正式检修,包括丝锥过扣及试扣,若安装螺母、松下螺栓均较容易,则说明螺栓无损坏现象;反之则存在问题,需要排查。最后,采取合适方法进行维修,保证螺栓完好且螺扣表面光滑。
(3)回装螺栓。首先冷紧螺栓,之后再热紧,最后按照正确的安装步骤,有序回装,同时保证螺栓力矩设置良好[2]。
然而,以上工艺和流程存在不足之处,如缺乏螺栓损坏程度的检查、螺栓损坏问题不够细化等,一定程度上影响了检修效果。
2 螺栓损坏原因剖析
如引言所述,汽轮机检修过程中螺栓容易损坏,影响汽轮机正常运行。在提出切实有效的应对策略前,有必要深入剖析螺栓损坏原因。
2.1螺牙咬死
螺牙,顾名思义,近似于牙齿形状,且是螺栓的主要外形。此种形状的螺栓能够与其他螺栓紧密配合,进而带动所有螺栓共同运行,支持整个汽轮机良好运行。当然,实现这一目的的前提条件,是螺牙没有咬死,而事实上,它却是螺栓损坏的常见原因之一。螺母本体咬死、底扣咬死、螺栓咬死等情况,均致使螺栓难以良好运作,制约汽轮机正常运行。造成螺牙咬死现象的原因很多,如螺栓加工质量不合格、螺栓加热工艺不合理、未按时在螺纹上涂抹防烧剂或抗咬合剂、未按时有效清洁螺纹等。此外,螺栓表面被氧化,形成厚厚的氧化膜,其危害性更大,因为在拆卸过程中,氧化膜会使螺扣与螺栓之间产生摩擦阻力,损坏氧化膜自身,使螺栓表面出现毛刺,引发螺牙咬死。
2.2螺栓裂纹及断裂
螺栓裂纹及断裂现象在汽轮机检修过程中也较为常见。分析表明:两者主要是由螺栓自身处理不当或后期维护不佳所造成的。例如,在螺栓加热过程中,并未详细检查螺栓,没有根据螺栓特征确定加热部位,而是随意进行加热,导致受热不合理,致使各部位硬度、强度受到影响;造成在汽轮机运行过程中,如若螺栓承受力过大,就可能造成螺栓裂纹或断裂。再如,汽轮机装备技术不科学、预紧力度过大或螺栓承受力度不集中,可致使某个螺栓承受力过大,那么在汽轮机长时间运行的情况下,也会导致螺栓断裂(如图1所示)[3-4]。

图1 汽轮机螺栓断裂示例
2.3汽缸中分面泄漏
在汽轮机检修过程中,螺帽拧紧时会受到拉应力,就很容易在连接过程中引发侧漏现象。此现象同样会影响螺栓性能,进而导致汽轮机运行不佳。其发生是由于螺栓及螺帽在高压、高温环境下运转,出现了应力松弛现象。在对螺栓进行紧固的过程中,紧固不牢或紧固顺序不合理,是致使气缸中分面泄漏的主要原因。
3 螺栓损坏应对策略
3.1问题预处理
3.1.1螺牙咬死问题处理
首先,要详细了解汽轮机螺栓实际情况,重点分析螺牙咬死现象,进而制定科学、合理、有效的螺栓检修策略,并对螺栓进行二次加工处理,全面保证螺栓质量。其次,按照螺栓检修程序及策略,有条不紊地进行螺栓拆卸、检修,解决螺牙咬死问题,尤其是清除螺栓表面毛刺。再次,将螺栓上的煤油清理干净,均匀涂抹防滑剂,并明确不同螺栓的情况,使用合适的加热仪器合理加热螺栓,保证螺栓完好,为螺栓回装做好准备[5-6]。另外需要说明的是,如若螺牙咬死现象比较严重,螺母无法拆卸,则需聘请专业维修人员进行特殊处理。
3.1.2螺栓裂纹及断裂问题处理
在检修过程中,应利用检测仪器全面、详细地检查所有螺栓,如若发现有螺栓裂纹或断裂,则需采取切实有效措施加以处理,或更换同样规格的螺栓。另外,在球面垫圈的过程中,需详细检查螺栓各部位,如若发现其表面有毛刺或凹凸不平的缺陷,应予以处理,避免产生预加应力。在拧紧螺栓的过程中,需根据螺栓大小及材质,选择合适的扳手进行紧固,但同时要避免紧固力度过大,引起螺栓次生断裂。
3.1.3汽缸中分面泄漏问题处理
在检修过程中,应明确要求螺栓力矩,按照相关标准,规范合理运用液压扳手紧固螺栓,并同时测量和观察空缸情况,进一步合理控制螺栓紧固力度,不仅可以保证螺栓紧固良好,也可避免气缸泄漏。
3.2检修工艺改造
汽轮机螺栓检修人员自然需要扎实掌握相关知识及技能,从专业角度出发,实施合理、有效检修,制定切实措施处理螺栓损坏问题。但是,要想从真正意义上完成螺栓检修,保证螺栓质量达标,在具体检修过程中应严格按照相应工艺,有序展开作业。具体做法是:
首先,观察高温、高压环境下的螺栓运行状态,利用先进检测技术全面、详细、深入地开展检修工作,明确是否存在损坏现象[7-9]。
其次,若确定有螺栓损坏问题,则需开展进一步检修,确定螺栓损坏程度,如螺牙咬死或断裂等。
再次,根据螺栓损坏程度,合理规划维修方案,全面开展螺栓故障处理,并对螺栓进行清洁与维护。
最后,对螺栓进行回装,保证螺栓质量达标,满足标准力矩要求,使之可以支持汽轮机良好运行。
3.3检修流程改进
除了完善螺栓检修工艺,还要保证检修人员按照螺栓检修标准规范及流程,合理执行检修作业。但以往的检修流程存在一些不足,笔者提出以下改进建议:
其一,科学拆卸螺栓。将顺气缸的螺栓温度降至80 ℃左右,按照正确流程展开螺栓拆卸,并予以编号,分组管理,便于后续检修及回装。
其二,详细检查螺栓。首先进行螺栓损坏程度的检查,如比较严重,已无法再利用,则应利用同样规格的新螺栓予以替换;而对于损坏程度不是很严重的螺栓,则应根据螺栓损坏细节,制定切实有效的检修措施。
其三,合理检修和维修螺栓。检修前应首先做好准备工作,即清洁螺扣、螺帽、螺钉、螺纹等,再利用有效方法清除螺栓表面的氧化膜。完成准备工作后,再按照相应检修和维修方案,有条不紊地完成螺栓损坏问题的处理。还要进行丝锥过扣、试扣,如若很容易安装螺母、松下螺栓,则说明产品合格,无损坏现象;反之,则说明螺栓存在问题,应及时处理。
其四,正确回装螺栓。严格遵守操作顺序展开螺栓回装,保证螺栓冷紧之后再热紧。另外力矩大小也要科学合理。
4 案例分析
我厂二期机组汽轮机已使用较长时间,整体运行状态不佳。对此,厂领导决定对其进行一次全面彻底地解体检修,意在处理机器故障、消除安全隐患、提高使用性能。但在检修过程中,出现了汽缸螺栓难以拆卸的问题。相关维修人员采用了多种拆卸方法,如电动液压棘轮头扳手、重锤撞击、多人长管等,均未成功。最终决定采用气焊切割措施,虽然成功拆开,但却造成了螺栓损坏,如图2所示。
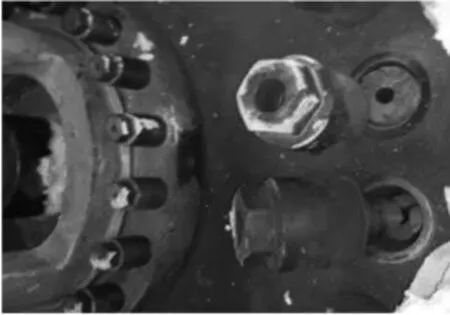
图2 气焊切割所造成的汽轮机螺栓损坏
4.1汽轮机螺栓损坏原因分析
螺栓和螺母在高温下长期运行,表面氧化皮较厚,引起两者间产生较大的挤压力,氧化皮集中在一起形成坚硬的氧化膜。汽轮机运行温度为550 ℃;汽缸螺栓材质为低合金25Cr2Mo1V,其最高使用温度也为550 ℃,达到了使用上限。而在检修过程中,气焊切割方式破坏了氧化膜,更破坏了螺栓结构。
4.2汽轮机螺栓检修
考虑到汽轮机实际情况及技术要求,为其制定了专门的检修方案:基于高温紧固件质量、螺栓强度计算、预紧力值、紧固工艺等资料,结合螺栓初始长度数据等,进行科学合理规划。在利用此方案进行检修的过程中,按照相关标准,进行相应损坏处理,再利用适当力度紧固和加热螺栓,保证了螺栓质量达标,回装良好,达到了支撑汽轮机良好运行的目的[10]。
5 结束语
从实际汽轮机检修可了解到,汽轮机中有大量的螺栓如若检修不当,很可能造成损坏,表现为螺牙咬死、螺栓裂纹和断裂等,进而影响螺栓的使用性能,间接制约汽轮机的运行。因此,应高度重视螺栓检修,即按照相关标准,规范、合理检修螺栓,保证螺栓清洁、安装良好,进而促使汽轮机高效、稳定运行。
[1]刘志武. 汽轮机检修中螺栓损坏的原因及应对策略分析[J]. 企业技术开发月刊, 2015, 34(20): 104+106.
[2]姜云涛. 汽轮机检修中螺栓损坏原因分析及对策[J]. 通用机械, 2016(6): 77-78.
[3]宋鹏彪. 国产350 MW汽轮机螺栓检修异常问题分析与处理[J]. 科教导刊-电子版(中旬), 2013(7): 150.
[4]骆建成. 汽轮机检修中螺栓损坏原因分析及对策[J]. 城市建设理论研究:电子版, 2013(3).
[5]吾明良, 余化文, 尹金亮, 等. 1 000 MW超超临界机组汽轮机中压缸变形分析及处理[J]. 电力建设, 2013, 34(12): 86-91.
[6]芮波. 汽轮机检修中螺栓损坏的原因及应对策略分析[J]. 建筑工程技术与设计, 2016(20): 1963.
[7]曾文龙. 汽轮机检修体制现状与改革发展思路[J]. 科技创业家, 2013(21): 43.
[8]丁兰甫. 汽轮机检修中的关键点探究[J]. 城市建设理论研究:电子版, 2015(17): 7215.
[9]魏龙. 汽轮机检修中螺栓损坏原因分析及对策[J]. 山东工业技术, 2015(5): 70.
[10]胡增光. NG25/20汽轮机调节气阀阀碟螺栓断裂原因分析及改善措施[J]. 青年科学:教师版, 2014, 35(12).
Reason Analysis and Coping Strategies of Bolt Failure in Steam Turbine Maintenance
ZHENG Lin
(Qinhuangdao Power Generation Co., Ltd., Qinhuangdao, Hebei, 066000, China)
Improper maintenance of steam turbine easily leads to bolt failure, affecting its normal operation. Through analysis on defects of existing process of steam turbine maintenance, causes of bolt failure are summarized, and corresponding strategies are investigated. Further, such strategies are applied into practical cases, managing to promote the quality of bolts to meet relevant standards as well as fine reinstallations, and guaranteeing a continuous, stable and efficient operation of steam turbine. Relevant technologies are worthy of promotion in related industry field.
Steam Turbine; Bolt Failure; Bolt Maintenance; Fatigue; Disassemble; Reinstallation; Technological Transformation
TK269
A
2095-8412 (2016) 05-892-04工业技术创新 URL: http://www.china-iti.com
10.14103/j.issn.2095-8412.2016.05.017
郑琳(1987-),男,助理工程师。研究方向:汽轮机本体检修。
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
四川建筑(2020年1期)2020-07-21
电子制作(2019年22期)2020-01-14
当代工人(2019年24期)2019-01-17
减速顶与调速技术(2018年1期)2018-11-13
山东工业技术(2016年15期)2016-12-01
山东工业技术(2016年15期)2016-12-01
电子制作(2016年19期)2016-08-24
广西电力(2016年4期)2016-07-10
工业设计(2016年4期)2016-05-04
