数控车削轴类零件常出现质量问题研究及改进措施
——以FANUC0i-Mate TB系统为例
2016-11-17 11:11张浩峰苏兆兴
湖北第二师范学院学报 2016年8期
张浩峰,苏兆兴
(淮北职业技术学院 机电工程系,安徽 淮北 235000)
数控车削轴类零件常出现质量问题研究及改进措施
——以FANUC0i-Mate TB系统为例
张浩峰,苏兆兴
(淮北职业技术学院 机电工程系,安徽 淮北 235000)
数控车削轴类零件是机械加工常见的加工方法,但在加工过程中常会出现些质量问题,如零件圆弧处和理想尺寸有差异及断面粗糙度不一致等现象。经过研究发现导致以上问题出现的原因,主要由于在编程过程中考虑的固定刀位点和实际加工中刀尖位置变化不吻合,没有充分考虑断面的不同切削直径与其切削线速度不一致而导致粗糙度不一致。针对以上原因分别采取刀具补偿指令进行相应的设置及采用最大线速度指令进行约束,可以很好地解决以上问题。
数控车削;质量问题;研究;措施
轴类零件是机器中最重要的零件之一,它通常用于支撑传动及传递扭矩,轴类零件结构特点是其长度大于直径,加工表面通常有圆柱面、圆锥面圆弧面、螺纹、沟槽等。其精度要求一般要求如下:尺寸精度、形状精度、位置精度、表面粗糙度等[1]。下面就典型轴类零件加工为例探究数控车削轴类零件(见图1)出现的问题及改进措施.
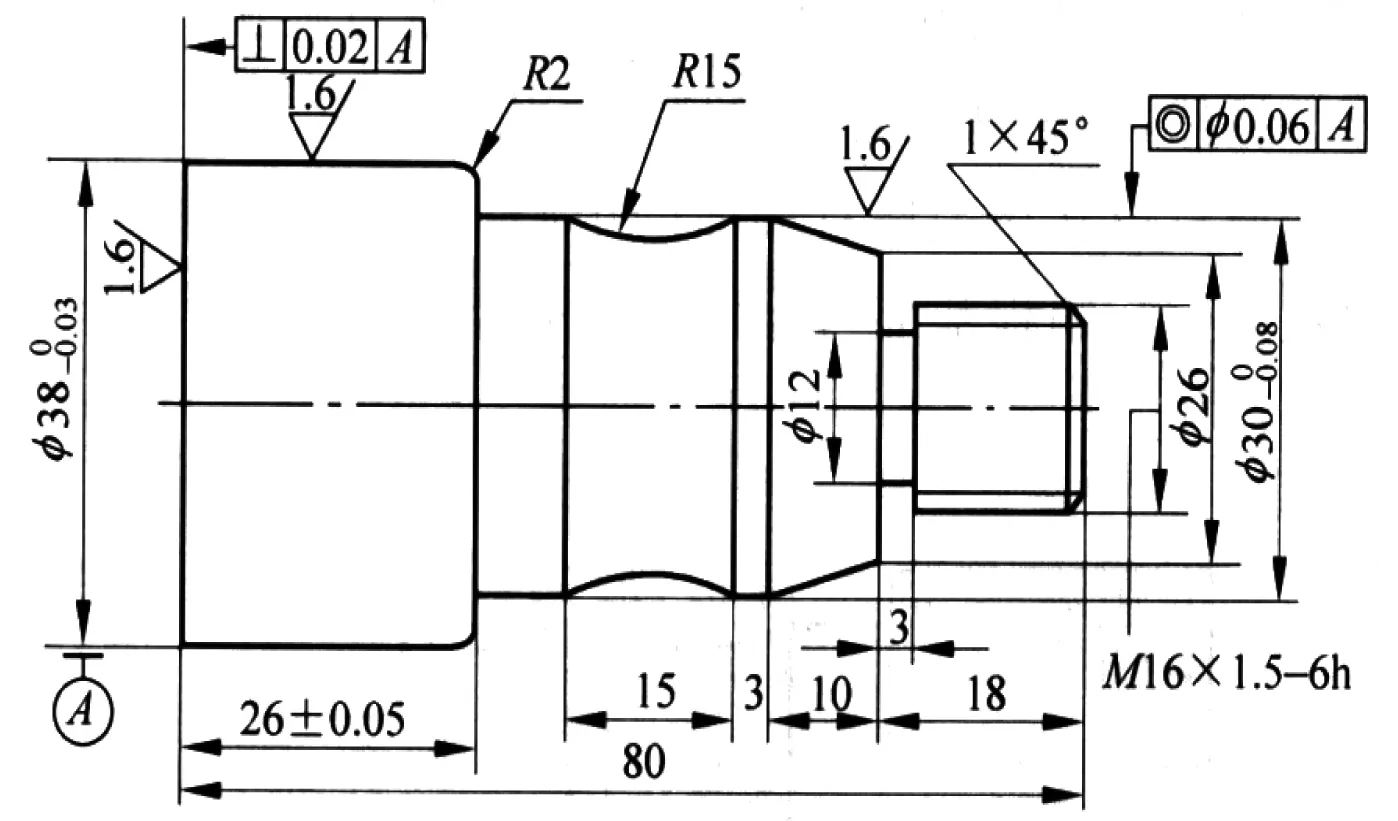
图1 典型轴类零件图
1 典型轴类零件加工程序 [2]
以FANUC0i-Mate TB为例编程
O0701
N010 G54G21G97G99 车端面
N020 T0101M03S800M08
N030 G00X100Z150
N040 G00X40.5Z2
N050 G01Z0F0.1
N060 X-0.5
…… 粗车外轮廓
N250 S1200T0202 精车外轮廓
N260 G00X40.5Z2
N270 G70P90Q190
N280 Z-31
N290 G01X29.94F0.1
N300 G02X29.94Z-46R15
N310 G01X32
N320 G00X100Z150
……
…… 切槽
…… 螺纹加工
…… 切断
(调头装夹φ30mm外圆面)
O1701
N010 G54G21G97G99 加工总长
N020 G00X100Z150
N030 T0202 M03S800M08
N040 G00X40.5Z2
N050 G01Z0F0.1
N060 X-0.5
N070 G00X100Z150M09
N080 T0200
N090 M30
2 加工后零件出现的质量问题及产生原因
2.1 零件圆弧面、锥面及倒角不符合要求
2.1.1 实际轮廓尺寸和理想尺寸差异见图2
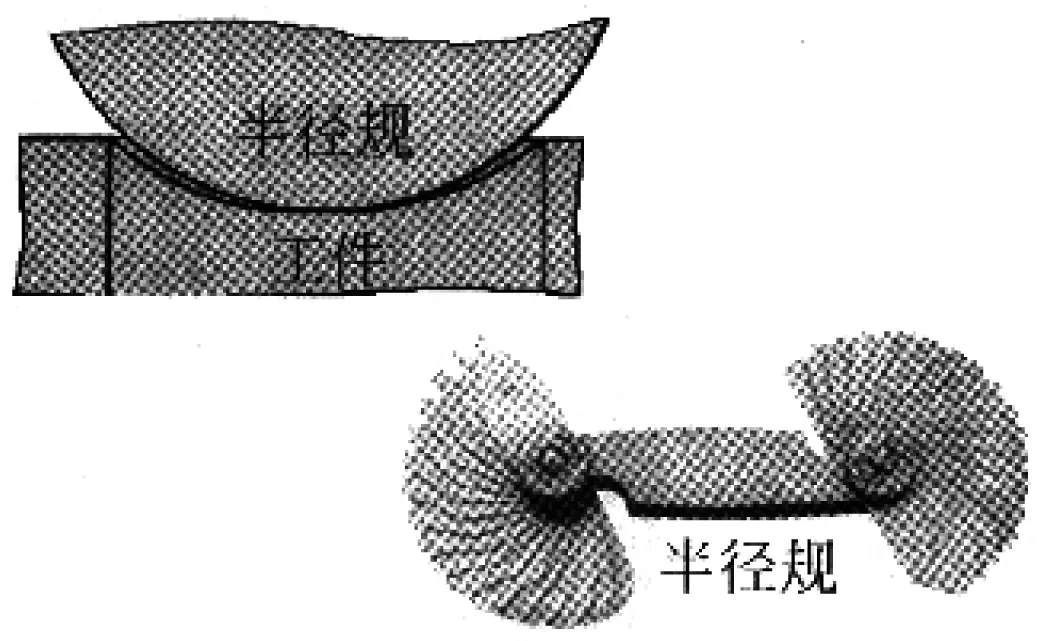
图2 工件实际轮廓和理想尺寸
2.1.2 产生原因
由于实际加工刀具刀尖都有圆弧,所以真实加工时在刀具执行程序时会出现误差,从而影响加工精度。如图3所示,在对刀和编程时,都是以假象的刀尖作为参照的,而假象的刀尖是不存在的,所以加工中刀具和工件的接触点是不断变化的,当车削圆柱面及端面时,刀尖圆弧则不会影响形状及尺寸精度;但当车削锥面或者圆弧面,则会由于刀位点不断变化从而出现过切或者欠切现象,从而影响加工精度。如图4所示
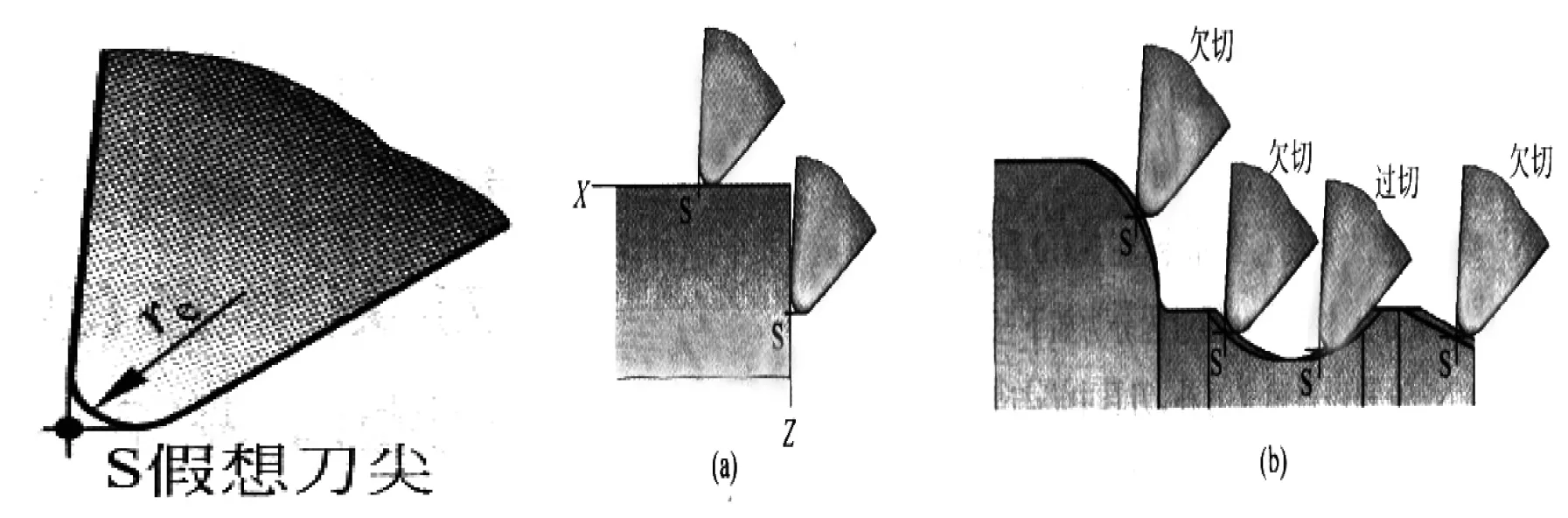
图3 假想刀尖点 图4 到位点不同切削位置的影响
2.2 零件端面表面粗糙度不符合技术要求
2.2.1 零件的端面粗糙度没有达到Ra1.6um
2.2.2 产生原因
由于编程中主轴的转速选用S为800r/min,加工端面时,由于V=W*R,随着端面不同直径的各点线速度不同,所以导致端面加工质量不一致,不能达到该零件的粗糙度要求。
3 改进措施
3.1 编程中使用刀具半径补偿指令G40,G42/G42
从图4a可以看出,当加工圆柱面和端面时,车削方向只沿X或Z单一方向移动,实际刀尖位置没有变化,并且和假想刀尖重合,不会出现过切和欠切现象。当切削圆锥面时,虽然实际刀尖位置不变,但其坐标与假想刀尖不重合;当切削圆弧面时,刀尖位置不断变化(如图4b所示)。虽然在车削过程中实际刀尖的位置随着切削面不同而不同,但是实际刀尖的位置到刀尖圆弧中心的距离一定,同为刀尖圆弧半径,所以加工实际轨迹就是理想轨迹的等距线,按刀尖半径进行补偿,这样就会和理想轨迹重合,正确地加工出零件的实际轮廓[3]。
3.1.1 刀具半径补偿指令G40,G41/G42
G40,G41/G42代码和T代码指定的刀尖圆弧补偿号,加入或者取消半径补偿。G41为刀具半径左补偿,G42为刀具右补偿,G40为取消刀具半径补偿。正确的判断左补偿和右补偿对以上程序进行修改,只需修改N260和N320程序段:
…
N260 G41 G0 X40.5Z2.
…
N320 G40 G0 X100.Z150.
…
整个补偿分三步:
(1)N260程序段建立刀补,刀具中心由与编程轨迹重合到偏离一个刀尖圆弧半径的过程。
(2)N270~N 310程序段执行G41指令。
(3)N320段取消刀补,应在刀具加工完零件轮廓后进行。
3.1.2 刀具半径补偿的设置
在使用G41/G42指令时,需要设置刀具圆弧补偿的相关参数R(半径补偿量)和(刀尖方位号),对于后置刀架外圆车刀刀尖方位号为3。具体设置参照图4,进入刀具补偿设置窗口,选择需要半径补偿的刀具号,把刀尖圆弧补偿值输入,然后检查刀尖方位号是否和所选刀具类型相符,如不相符,可将光标移动到编辑区进行调整。
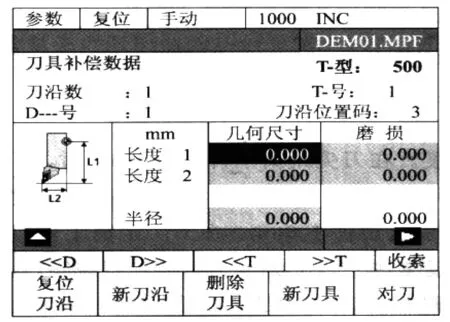
图4 刀具补偿设置窗口
3.2 采用恒定线速度指令G96
采用G96指令生效后,主轴的转速将会随着端面切削直径的变化而变化,从而保证恒线速度切削,如图5所示不同切削直径转速的变化情况,采用恒线速切削的表面质量较高,零件的表面粗糙度趋于一致。设定恒线速度包括设定S下的转速值m/min,和考虑当切削直径接近于零时,主轴转速会理论上趋于无穷大,所以为保证安全不飞车,一般用G50对主轴转速加以限制。采用G96对程序进行优化,对于调制钢,切削深度0.3mm,进给量0.1mm/r,切削速度选100m/min[4],主轴最大转速Smax=2500r/min,取S=2000 r/min(Smax80%),优化程序如下:
O XXX
N020 G0X100Z150;
N030 T0202 M4S800M08;
N035 G96S100G50S2000;
N040 G0X40.5Z2;
N050 G1Z0F0.1;
N060 X-0.5;
N070 G0X100Z150;
N075 G97;
N080 M30;
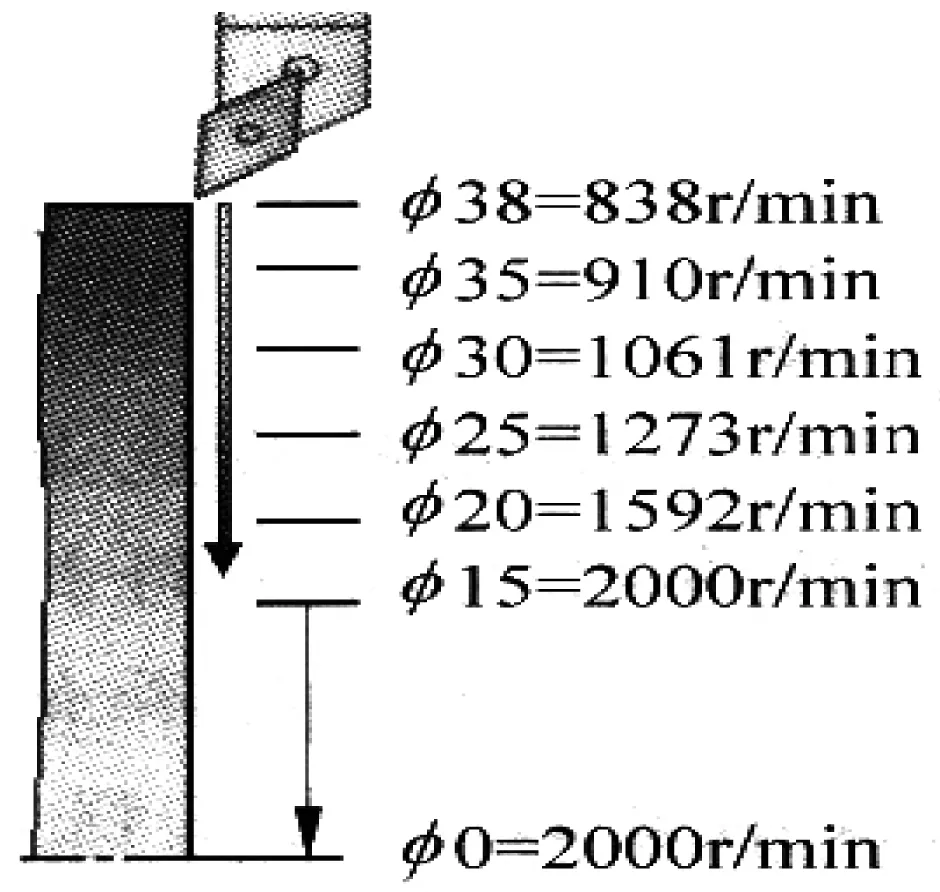
图5 恒线速转速变化
4 结论
通过对刀尖圆弧半径用G41/G42指令进行补偿,解决了实际加工中刀具会对所加工表面出现过切和欠切的问题,从而保证零件的圆弧面、锥面、球面的形状精度;采用恒线速G96对端面切削速度进行约束,从而保证了不同切削直径端面粗糙度的一致性。
[1]静恩鹤.车削刀具技术及应用实例[M].北京:化学工业出版社,2006:83-84.
[2]彼得·私密德,罗科学等译.数控编程手册(第二版)[M].北京:化学工业出版社,2005.
[3]李正峰.数控加工工艺[M].上海:上海交通大学出版社,2004:78.
[4]任东.数控车床操作指南[M].长沙:湖南科学技术出版社,2005:31.
Research and Improvement Measures for Quality Problems of NC Turning Shaft Parts — A Case Study of TB FANUC0i-Mate System
ZHANG Hao-feng, SU Zhao-xing
(Department of Mechanical and Electrical Engineering, Huaibei Vocational and Technical College, Huaibei Anhui 235000, China)
CNC turning shaft parts processing method for machining is quite common, but there are some quality problems in the process, such as part arc and differences from the ideal size and surface roughness and inconsistencies. It is found after study that the cause of the above problems mainly is due to inconsistency between the fixed cutter tip position considered in the programming process and the actual processing changes; in addition, the roughness inconsistency caused by different cutting line speed of cutting diameter section has not been fully considered. In view of the above causes, to take corresponding compensation instruction tool set and to use maximum line speed command constraints can well resolve those problems.
NC turning; quality problem; research; measures
2016-06-13
淮北职业技术学院教学团队项目(20131);安徽省质量工程项目(2014jyxm502)
张浩峰(1973-),男,安徽濉溪县人,讲师、工程师,硕士,研究方向为机械制造及自动化。
TH16
A
1674-344X(2016)08-0025-03
猜你喜欢
CHINA TODAY(2022年4期)2022-11-22
汽车实用技术(2022年15期)2022-08-19
建材发展导向(2022年4期)2022-03-16
小哥白尼(野生动物)(2021年5期)2021-08-30
化工管理(2021年7期)2021-05-13
科学技术创新(2020年6期)2020-04-18
汽车实用技术(2019年21期)2019-11-22
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年8期)2017-11-27
解放军健康(2017年5期)2017-08-01