一异形炉架的制造复杂性研究
2016-11-17 11:11陶表达
湖北第二师范学院学报 2016年8期
陶表达
(湖北第二师范学院 物理与机电工程学院,武汉 430205)
一异形炉架的制造复杂性研究
陶表达
(湖北第二师范学院 物理与机电工程学院,武汉 430205)
以一异形炉架制造为例,不断改进设计,以适应有限的制造条件,逐步实现制造目的;通过探讨各阶段制成品的制造方法、失效原因和试制失败的原因,总结研制经验。试制的结果表明:可通过不断改进设计来克服生产条件简陋所带来的困难,设计与制造是相互影响的,要将两者很好的融合,需要积累很多知识。
异形炉架;机械制造;复杂性分析;工艺性分析
1 问题的提出
一家用炉架如图1所示,它是一铸铁件,因为使用过程中经常接触高温和水等腐蚀介质,锈蚀速度很快,两年就锈成图示状态,各支撑脚部位都快锈断,给继续使用带来安全隐患,必须想办法解决。
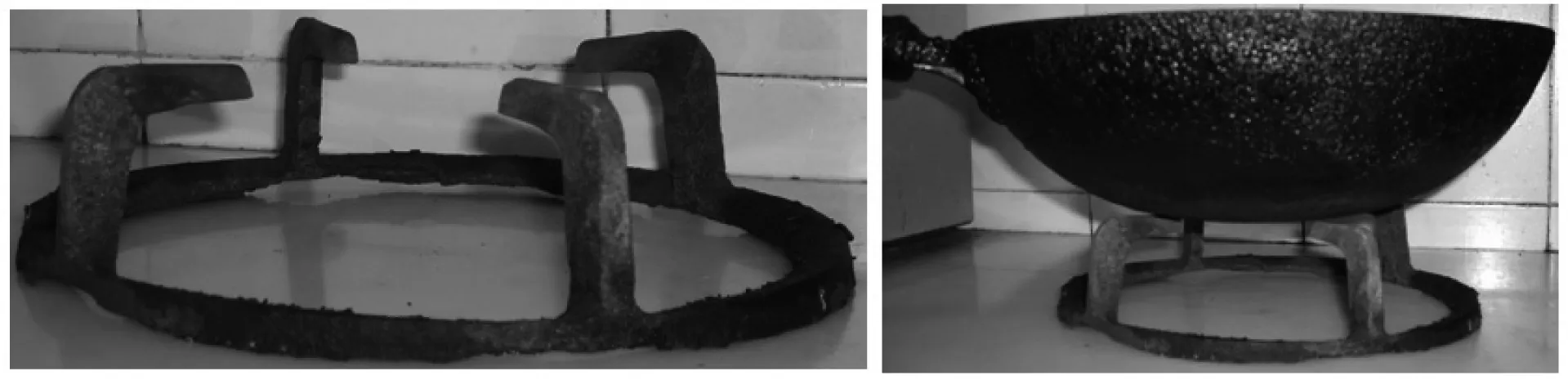
图1 家用炉架的实物照片
联系原制造厂家,但厂家已经倒闭,没有继续生产;市场上购买吧,它又是异形炉架,底座是椭圆形,市场上只有底座是正圆的标准炉架,如图2所示;整体更换新炉灶吧,成本太高,七八百元的炉灶,仅仅只使用两年就因炉架不能使用就更换,炉身完整无缺,未免太浪费了。权衡再三,决定自己制造。
本文试图还原制作过程中所经历的反复,再现在极其有限的机械制造条件下,如何逐步解决该异形炉架制造问题过程,以此为例,探索设计与制造的关系,总结经验,为类似制造提供参考。
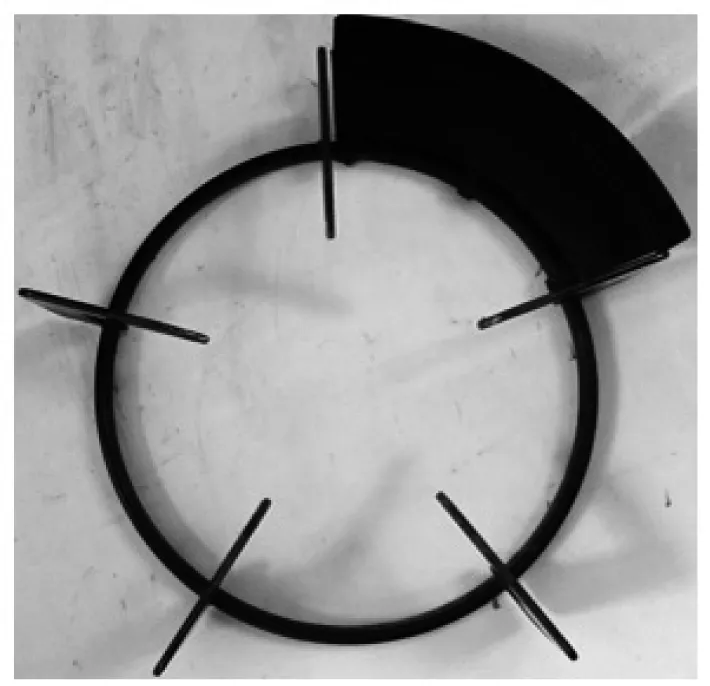
图2 标准炉架的实物照片
2 原异形炉架制造方法及锈蚀成因探索
原异形炉架自身不存在设计困难,其主体造形已经确定,且结构简单,没有太多的改变空间;它不像文章[1]中所述的解决机械创新样机实现中的有无问题,那种情况下可改变的空间很大;但是对于一个并非专门从事机械生产,生产条件缺乏,以教学为主的单位而言,这样一个简单的零件制造起来却困难重重。
从原异形炉架的成品材质来分析,它是用铸造方法制造而成,又因上面部分存在弯钩状、不便于起模来判断,它采用实型铸造,即用泡沫塑料代替木模或金属模进行造型,造型后模样不取出,铸型呈实体,浇入液态金属后,模样燃烧气化消失,金属液充填模样的位置,冷却凝固成铸件[2]。
实型铸造由于没有型腔和分型面,不必起模和修型,与普通铸造相比工序简单、生产周期短、效率高、铸件尺寸精度高,可采用无粘结剂型砂,劳动强度低,而且零件设计自由度大,因而实用范围广[2]。
由表面的粗糙状况分析,原铸件采用底面的浇注口;从锈蚀情况来分析,在立柱与底座的四个联接部位锈蚀程度最为严重,这是由于该部位壁厚不均匀,铸造冷却成型时速度不一致,导致存在缩孔、缩松等缺陷,加速锈蚀[2]。
如果按原厂家生产方法制造,需要砂型、实物模型、熔化金属液的钳锅等设备,砂型和实物模型好制造,但关键设备钳锅却没有,导致无法生产金属液,因而排除铸造方法。
3 首次制造方案及失败原因分析
首次制造方案如图2,先准备一块长方形原材料(a),然后利用已有的数控铣床,铣销出图2(b)所示的椭圆形,利用椭圆形的外形作模具,将钢筋绕着椭圆外形弯成标准椭圆形状即可。
实际制造过程中因受锯弓的限制,准备原材料(a)非常困难,每个边有中间部分材料不好直接截断。当费尽心思准备好材料后,放到数控铣床上时,发现因夹具所夹范围的限制,数控铣床的夹具无法夹持图2(b)所示方形部位,无法夹持就意味着椭圆无法铣出,故此制造方案是失败的。
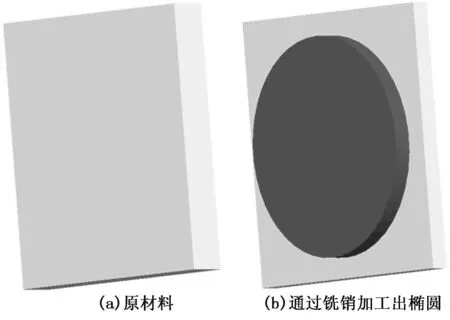
图3 首次制造方案
4 第二次制造方案及失败原因分析
无法制造椭圆模具,故不能采用方案一来制造,必须另想办法!第二次制造方案如图4所示,采用固定钳台加上套筒来加工底面椭圆,具体方法是:在钳台上夹持钢筋,将钢筋插入套筒内,通过套筒形成的力臂逐渐弯曲钢筋,一边弯曲一边和椭圆模板比对,并对不符合模板的部分微调,使其和模板一致。
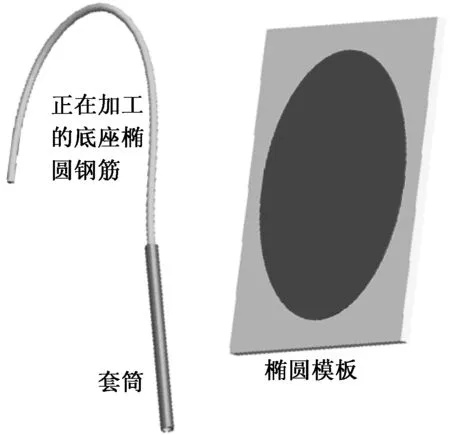
图4 第二次制造方案
与方案一相比,方案二省去了制造椭圆模具的烦恼,充分利用套筒作力臂,并利用其中心孔与钢筋的配合来解决施力问题,首次制成品如图5所示,基本上实现了原炉架的结构。设计过程中为了减少焊接点,四个立脚采用“7”字弯曲形式,使用效果对比如图6所示。
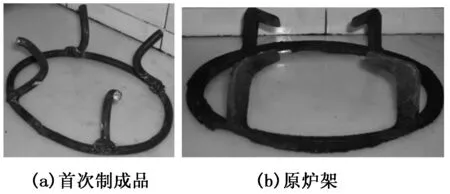
图5 首次制造方案
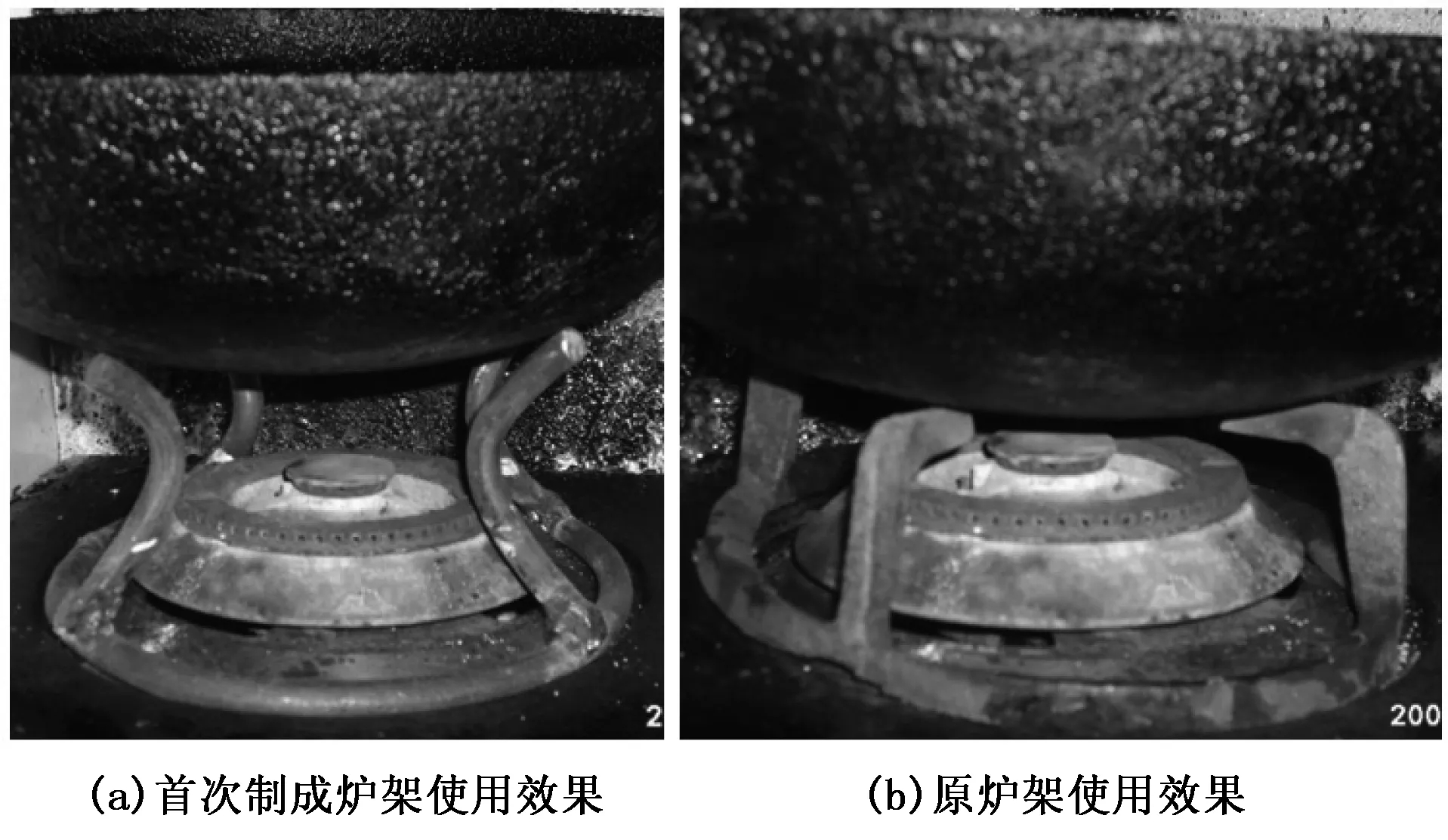
图6 首次制成品与原成品比较
试验发现存在两个问题:第一是锅放不稳,因为上述弯曲方法为手工弯曲,比对“7”字形立脚时,因钢筋较粗,回弹角不好控制[3],弯曲角度或多或少存在差异,即使没有差异,但固定在图7(a)所示的辅助支架焊接时,也会存在两对侧立脚倾斜角度不一致,直接导致锅放不稳;第二是锅放得太高,离火焰距离过远,导致火焰再怎么大,锅内一点热气也没有。
再用套筒调整立脚的角度的话,很难保证对侧立脚倾斜角度一致,也可能导致它不在同一平面内,直接导致锅仍放不稳;当然也可以用乙炔焰加热软化立脚,用锤子像铁匠加工工件时那样调整立脚,但现实中没有加热工具。
综上所述,无法准确保证四个立脚的倾角一致,因而方案二的制成品仍是失败的,必须继续改进。
5 再次制造方案及实用效果
认识到利用套筒手工弯曲只能加工大致角度精度,而不能获得准确角度精度[3],是改进制造方案关键。对于椭圆底座而言,不需要很高的椭圆形状精度,只要保证底面平直就可以了,这可用固定钳台不断夹紧来调整校对,故其制造方案仍采用方案二;而对于立脚而言,不仅要求弯曲的精度高,而且焊接夹持时的精度要求高,才能保证锅放置其上平稳。改进后制造过程如图7所示,它在方案二的基础上,只对立脚的制造进行改进。

图7 再次制造过程与制成品
改进后每个立脚均由两小段直钢筋焊接而成,两小段钢筋直线度可在固定钳台上不断周向转动夹紧来保证,它虽然增加了一个焊点,但容易保证每段长度和夹持的方位。
具体制造方法是:先在软纸上确定一个立脚的固定方位,对折即可确定另外一个立脚的固定方位(图7(a)),将这两个立脚的固定方位标注在辅助制造支架上,再将小段钢筋按标识方位固定在辅助制造支架上。固定的方式有两种,一个是在辅助支架上穿孔,用细铁丝通过孔将立脚缚住;另一个是用活动弹簧夹子夹住。最后用弹簧夹子将辅助制造支架和底座椭圆固定在一起(如图7(b)),便可直接用电焊焊接了。
需要注意的是,辅助制造支架是必不可少的,它需要自制,确保对侧两立脚在同一平面内且轴对称;由于焊接过程中产生高温,立脚钢筋会传导热量,不用辅助制造支架的话,易发生烫伤事故,用辅助制造支架可避免。虽然制造方案二也用到了该辅助制造支架,但是“7”形立脚的弧度难以完全一致,固定起来也无法确保两边完全对称。充分吸取方案二失败经验,本次制成品如图8所示,使用效果如图9所示。

图8 制成品
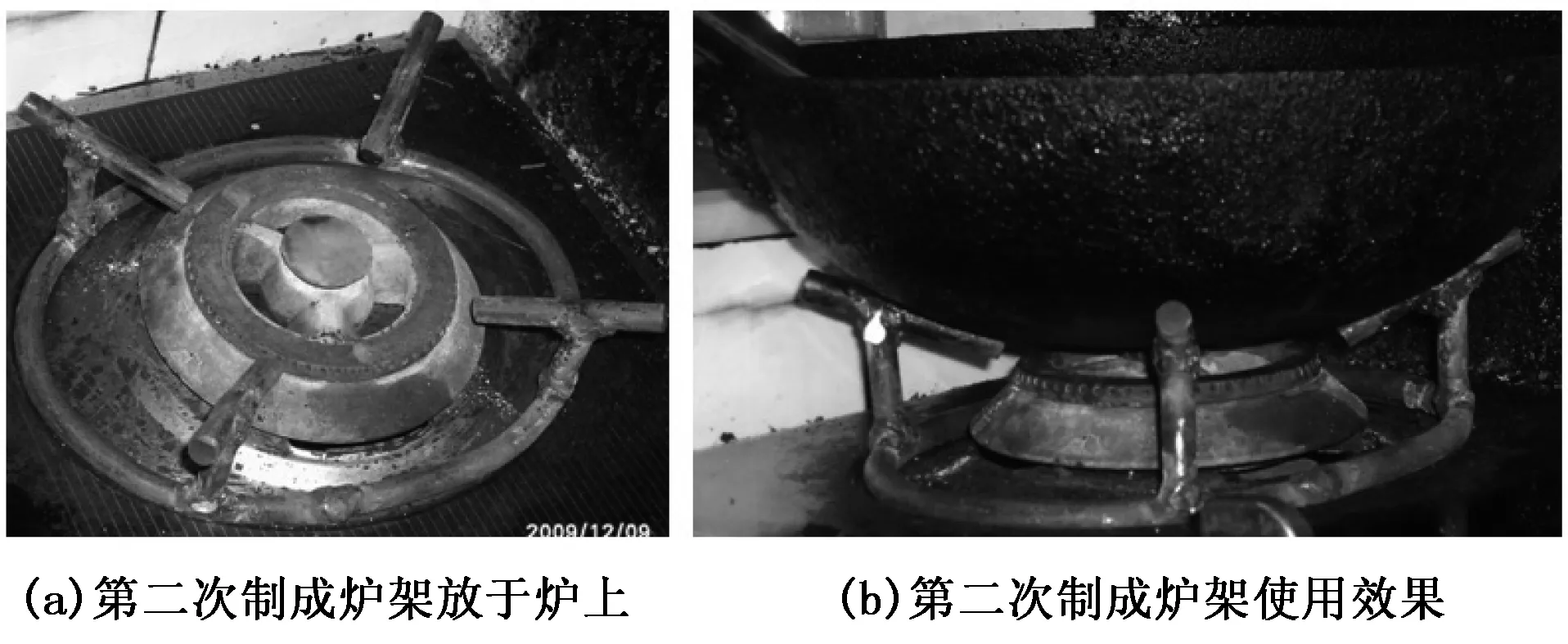
图9 第二次制成品与使用效果
试验结果表明,第二次制成品完全能实现原炉架的功能,锅放在其上非常平稳,炉架的高度合适,火焰的温度能迅速传递到锅上,较好地实现了各项功能要求。
6 结语
异形炉架自身结构并不复杂,但是制造起来因条件限制,却要考虑很多问题,不断改进设计,以适应简陋的生产条件。通过复现异形炉架制造过程,可得出如下研制经验:
(1)原异形炉架在设计时,为了考虑美观、标新立异,底座采用椭圆形,但这给后期维护埋下了隐患。初期设计时应尽量采用市场上的标准圆形造形,这样在损坏时可方便客户更换,这需要设计人员具有足够的设计经验。
(2)在考虑机械零件制造时,要知己知彼,才能百战不殆,知已就是要弄清楚具有什么样的设备,能加工什么;知彼就是要搞清待加工零件需要什么样的设备来加工,没有相应设备,工艺设计得再好,也只能空中楼阁,无法实现。要从夹具、量具、卡具等诸多方面,要从制造的全过程进行相互对照,越全面,越能避免做无用功,例如本零件的首次制造方案就因对照不全面而失败。
(3)制造一个机械零件的方法有很多,它与所拥有的机械加工设备密切相关,不同的制造方法对应着不同的制造设备。设计并非一成不变,它受制造方法影响,必须随具有的加工设备情况进行调整,也必须随制造过程中出现的新情况、新问题而调整。
(4)对于非标准件的制造,不可能存在制造所需的全部装备,必须充分考虑制造过程中存在的问题,优先保证采用自行无法制造的装备的使用,并采取相应的制造方法;提前制造能自行解决的相应的工具。例如本次制造过程中的辅助夹具,必须自己制造,它不可能是标配,既能保证对侧立脚的对称一致,又不致于在焊接过程中发生烫伤事故。
(5)意识到弯曲过程中因为回弹的影响,不可能通过手工弯曲保证角度精度[3],这可以避免在难以实现的制造方案二上继续想办法调整而少走弯路,及时改进设计。
机械制造它需要设计者、制造者具有生产制造的经验,而这些知识在书本上往往难以找到。本文为非标准件的研制提供了一个范例,对设计者如何思考、如何改进设计以适应生产条件提供一种参考。
[1]陶表达.一种速降装置手动调速机构多种设计方案的制造复杂性研究[J].机械,2015,11(42):37-41.
[2]林江.机械制造基础[M].北京:机械工业出版社,2012.
[3]成虹.冲压工艺与模具设计[M].北京:高等教育出版社,2006.
Study on the Manufacturing Complexity of a Special-Shaped Stove Frame
TAO Biao-da
(School of Physics & Mechanical Electrical Engineering, Hubei University of Education, Wuhan 430205, China)
This paper conducts a case study of a special-shaped stove in order to adapt to limited manufacturing conditions, make continuous improvement and realize the purpose of manufacturing. Through the discussion of product manufacturing method of each stage,and the causes of invalidation and trial failure manufacture experience have been summarized. The trial results show that it proves to overcome the difficulties of poor manufacturing conditions by continuous improvement of the design, for the interaction of designs and manufacture. Therefore, better integration of them would need more deep knowledge.
special-shaped stove frame; machinery manufacturing; complexity analysis; process analysis
2016-07-08
湖北省教育厅科学技术研究项目(B2013020); 湖北省教育厅教学研究项目(2012386)
陶表达(1972-),男,湖北洪湖人,副教授,硕士,研究方向为CIMS、智能控制。
TH16
A
1674-344X(2016)08-0016-04
猜你喜欢
数学杂志(2022年5期)2022-12-02
商业经济(2022年10期)2022-11-02
中学生数理化(高中版.高二数学)(2021年12期)2021-04-26
中学数学杂志(2019年1期)2019-04-03
新商务周刊(2018年2期)2018-05-24
汽车与安全(2017年7期)2017-08-03
汽车与安全(2017年6期)2017-07-25
汽车与安全(2017年5期)2017-07-20
汽车与安全(2017年3期)2017-04-26
福建中学数学(2016年4期)2016-10-19