
270L密炼机液压上顶栓的改造实例
2016-11-14 09:06郭红燃吕明著梁广鑫周仁忠
橡塑技术与装备 2016年4期
郭红燃,吕明著,梁广鑫,周仁忠
(青岛科技大学高性能聚合物及成型技术教育部工程研究中心,山东 青岛 266042)
270L密炼机液压上顶栓的改造实例
Transformation example of 270L mixer hydraulic upper ram
郭红燃,吕明著,梁广鑫,周仁忠
(青岛科技大学高性能聚合物及成型技术教育部工程研究中心,山东 青岛 266042)
根据市场需求,对原设备进行测绘,通过具体实例介绍了270L密炼机液压上顶栓的改造设计方法,得出了最终产设计的上顶栓密炼机要保证压料、加料及连接座外围尺寸一致,且外观美观的结论。
液压上顶栓;压料装置;压砣;压料油缸;加料装置;加料门;连接座
1 对原设备进行测绘
该用户原有的上顶栓也是采用液压驱动的方式,但运行状况并不稳定,所以才要我厂对该设备进行改造。原设备结构如图1所示,包括压料装置及加料装置,直接将加料装置安装在密炼装置上。我们需要重新设计压料装置及加料装置。我们主要测绘了以下内容:
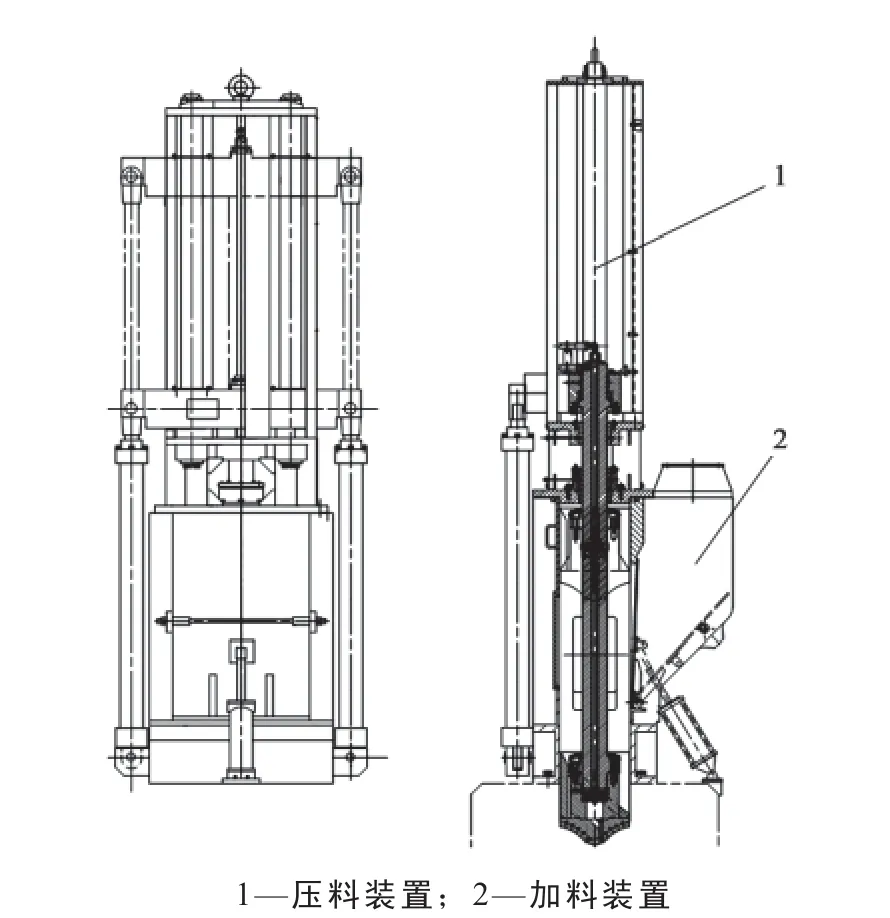
图1 用户厂密炼机上顶栓示意图
1.1 压料装置相关尺寸,主要如下
(1) 压料油缸:活塞杆未伸出时,油缸最小长度;活塞杆伸出油缸缸筒处的轴径。
(2) 横梁上有导向杆,采用位移传感器传递电信号。
(3)压砣:压料装置上方,活塞杆上端有连接水管弯头,以判定压砣需要通水冷却。
1.2 加料装置相关尺寸,主要如下
(1)左、右侧板:主要测量了其高度,面板上用于维修压砣的开口尺寸、开口处连接尺寸,左、右侧板上压砣安全销的位置尺寸。左、右侧板之间的距离。加料门轴至密炼室上平面的高度。
(2)后墙:测量了高度、宽度,后墙上用于添加炭黑等粉料的开口尺寸及开口连接尺寸。
(3)加料门:加料门打开位置,加料门打开后顶面至密炼室上平面的距离,顶面与侧板边缘间距离。
(4)加料门油缸:加料门油缸的固定方式,固定位置的相关尺寸。
1.3 密炼装置相关尺寸,主要如下
(1) 密炼装置上加料通道尺寸。
(2) 与加料装置连接尺寸(包括螺钉位置及螺钉尺寸等)。
(3)边支架上压砣安全销位置尺寸等。
综合所测的数据,确定密炼机加料通道尺寸L×W,加料装置高度H,加料门轴高度,如图2,图3所示。
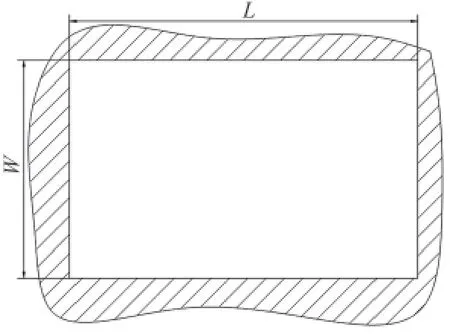
图2 加料通道示意图

图3 原设备加料尺寸示意图
2 新结构的设计
根据测绘所得数据,在保证加料门轴高度D的前提下,结合我公司现有结构特点,将原加料装置高度H分解为加料装置高度H1和连接座高度H2。因此,新设计的结构如图4所示,包括压料装置、加料装置和连接座三部分组成。
2.1 压料装置
如图5所示,压料装置主要由压砣、上顶栓推杆、油缸、横梁、架子和连接座等零件组成。两个油缸分别安装在机器的两侧,受力均衡,运行平稳。高压油进入油缸内推动油缸内的活塞杆运动,活塞杆与横梁连接,继而带动横梁上下运行。横梁又与推杆相连的压砣把加料口处胶料推压到密炼室里。本次改造设计主要重新设计压料油缸、推杆、压砣及相关附属结构。
2.1.1 压料油缸
根据测绘数据,算出压砣行程为S,并结合我厂常规密炼机所选油缸的要求,参照油缸样本,计算出油缸行程及缸径D、活塞杆直径d等,选定油缸型号。同时因为本机台的特殊性,还要考虑油缸在安装上后,是否会与其它结构干涉,及是否会阻碍其它结构的安装。
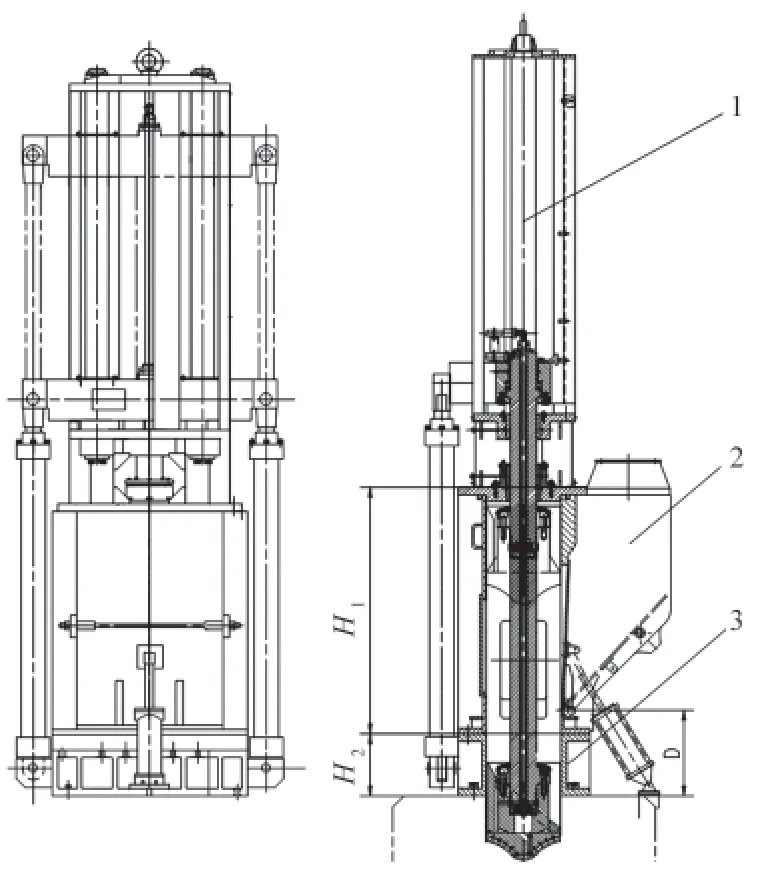
图4 新设计的密炼机上顶栓示意图
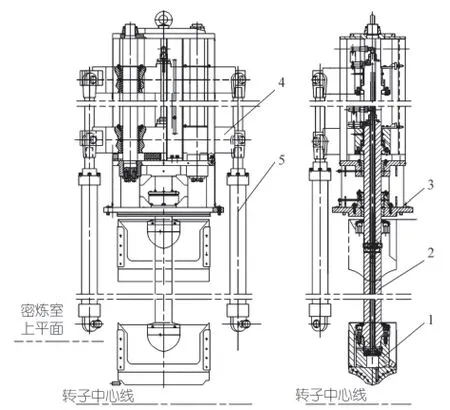
图5 压料装置示意图
2.1.2 推杆
根据油缸行程及压砣行程,综合计算得出推杆的长度。
2.1.3 压砣
根据加料口尺寸,压砣与加料通道的间隙留量,计算得出压砣的外围尺寸。压砣内部需要通水冷却,同时结合以往我厂的密炼机压砣冷却通道的设计方法,尽量保证最佳冷却效果且不影响压砣使用强度、冷却孔均匀布置的前提下,重新设计冷却水通道,如图6所示。
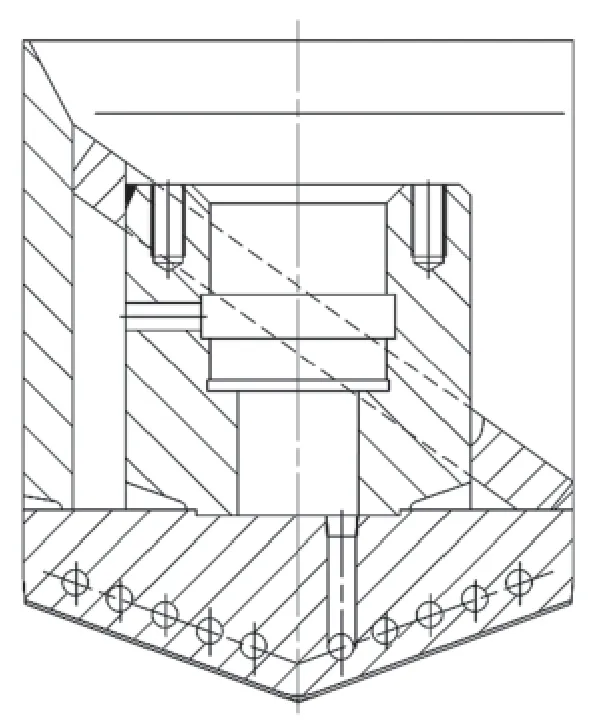
图6 压砣冷却水道示意图
如图7所示,在压砣四周的滑动面上,装有可以更换的垫板,可以在不拆卸整机的情况下对垫板进行更换,从而能及时的调整压砣和滑道之间的间隙,减小冲击,延长寿命。
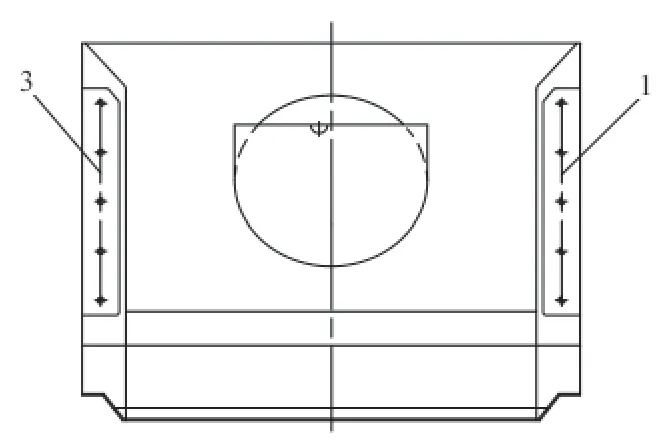
图7 压砣耐磨条示意图
2.2 加料装置
加料装置的主要功能:供操作者将胶料、配合剂加入密炼室中。
因为加料通道尺寸为L×W,即左侧板与右侧板之间的距离为L,加料门关闭状态时,后墙与加料门之间的距离为W。又因为加料装置的高度为H1,与我厂常规设备不同,故整个加料装置都要进行重新设计。如图8所示,加料装置由左、右侧板、后墙、加料门、加料门轴等零部件组成,这里主要介绍后墙、左侧板、右侧板、加料门的设计。
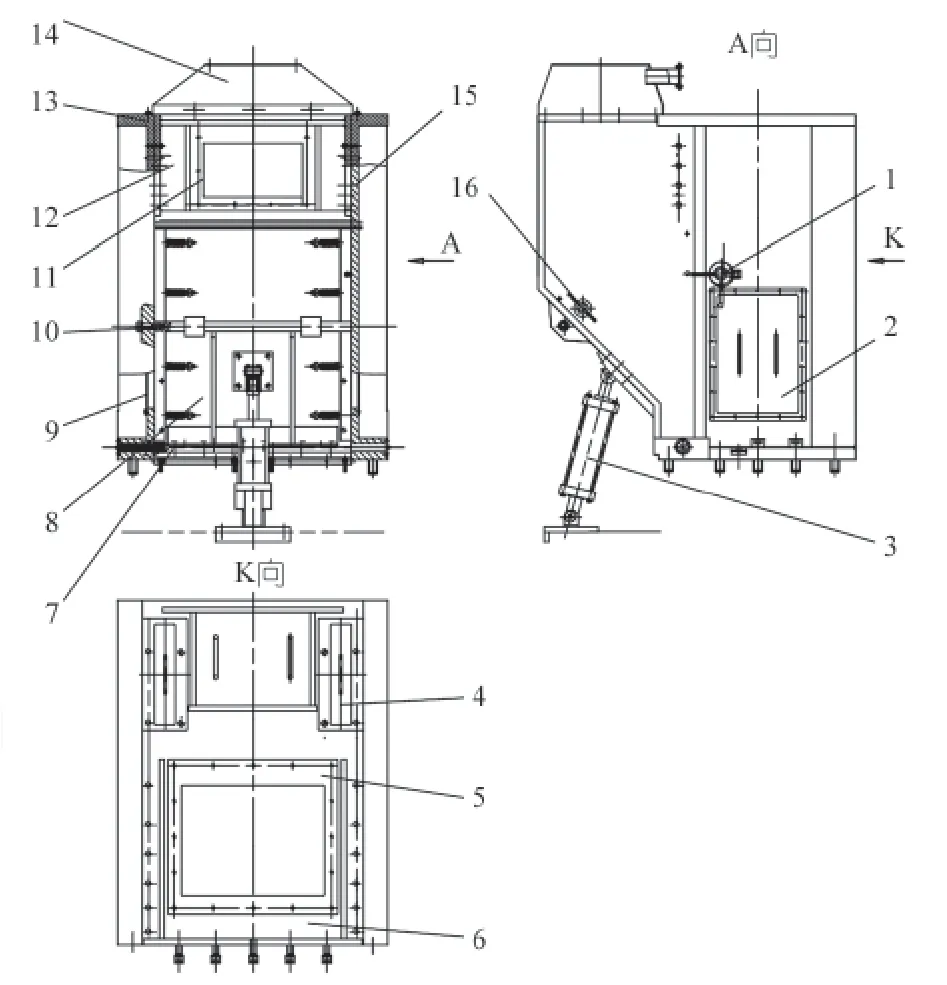
图8 加料装置示意图
2.2.1 后墙
后墙整体都需要重新设计。设计过程中,要注意后墙与左右侧板的螺纹孔要相匹配。同时在设计后墙时,还要注意以下两点:
(1)压砣维修孔的设计,改孔的作用是在维修压砣时,方便更换压砣耐磨条,在设计这个维修孔时,要注意压砣的高度,及耐磨条的位置。要保证当压砣固定平稳后,压砣耐磨条应处于维修孔大约中间的位置,方便耐磨条的顺利拆卸及安装。
(2)炭黑输送装置连接孔,因为这台上顶栓是旧设备改造,用户厂的原配置是不更换的,所以在设计这个孔时,孔的大小尺寸、以及孔与炭黑输送装置的螺纹连接孔尺寸要保证和原机台一致。该孔在出厂时有压盖。
2.2.2 左、右侧板
本机台的左、右侧板均需重新设计。在设计左右侧板时,主要注意以下几点:
(1)右侧板上设有两个安全销:一个是压砣安全销,用于固定压砣。当设备进行维修或停机时,压砣要提到最高位置,把安全销插入(这时手柄杆处于水平位置)后,可固定压砣的位置,以防压砣落下发生事故;另一个是加料门安全销,用于固定加料门。当设备进行维修或其它需要保持加料门打开的状态时,将安全销插入,固定加料门,阻止加料门意外闭合而有可能造成的人身伤害。
(2)左、右侧板各有盖板盖住的预置孔,预备投配合剂或维修时用。
(3)右侧板上设有两个接近开关,用于加料门开合状态的自动控制。
2.2.3 加料门
加料门及其门轴可方便的单独拆下,维修方便。在设计时,在保证其宽度与加料通道宽度W相匹配的同时,还要尽量保证加料门打开时其顶面的位置尺寸与原设备的尺寸相一致。这样就可以保证用户现场的用于投料的输送皮带等相关辅助设备不需要进行调整。
2.2.4 加料门油缸
加料门油缸的设计要考虑使用与原设备一致的固定位置,并保证加料门的正常打开和关闭。
2.3 连接座
连接座的功能:密炼装置与加料装置间的连接过渡。
在本机台连接座设计时,首先要按照测绘的加料通道的尺寸L×W,重新设计连接座中心开口尺寸,同时因为本机台要重新安装在用户厂原有的密炼装置上,所以在保证与新设计的加料装置连接无误的同时,还要保证和原密炼装置的连接尺寸保持一致。
3 小结
最终设计的上顶栓密炼机要保证压料、加料及连接座外围尺寸一致,外观美观。目前,该改造项目已经在用户厂投产使用,压砣运行时间不大于5 s,速度较原设备更快,运行稳定无任何问题,用户反映良好。
(R-03)
NUSIL开发出高强度硅橡胶
新近,NuSil Technology公司开发出一种新型铂硫化硅橡胶,它是一种高强度、低硬度、高伸长率材料,同时还保持了良好的滞后或拉伸永久变形。
这种综合性能拓展了高性能医用领域的设计范围,如球囊导管,该产品要求球囊必须易于充气,不破裂,而且必须能够完全放气以便于取出。
该产品的拉伸强度比市场上的现有硅橡胶高50%,同时具有良好的综合材料性能,柔软,易弯曲,有助于大幅改进医用器械的设计。
(燕丰供稿)
TQ330.43
1009-797X(2016)04-0032-04
B
10.13520/j.cnki.rpte.2016.04.014
2015-12-29
猜你喜欢
沈阳理工大学学报(2022年3期)2022-08-11
锻压装备与制造技术(2022年2期)2022-05-11
模具制造(2021年10期)2021-11-20
探索科学(学术版)(2020年7期)2021-01-13
模具制造(2020年12期)2020-02-06
中国设备工程(2018年15期)2018-08-08
橡胶工业(2015年5期)2015-08-29
橡胶工业(2015年8期)2015-07-29
橡胶工业(2015年6期)2015-07-29
橡塑技术与装备(2015年7期)2015-07-03
