天然气净化装置节能途径探讨
2016-11-14 07:26:28黄雪锋陶兆勇匡林骄
天然气与石油 2016年2期
黄雪锋 李 涛 李 静 陶兆勇 程 璐 匡林骄
中国石油西南油气田公司川中油气矿磨溪天然气净化厂, 四川 遂宁 629000
天然气净化装置节能途径探讨
黄雪锋李涛李静陶兆勇程璐匡林骄
中国石油西南油气田公司川中油气矿磨溪天然气净化厂,四川遂宁629000
天然气净化属高耗能领域,且节能工作点多面广,故净化装置存在可观节能潜力。针对含硫天然气净化装置节能运行问题,围绕净化厂关键耗能点,从工艺节能、设备节能、电气节能、仪表节能等方面论述了净化装置节能途径。所述节能途径可为净化厂节能工作提供技术借鉴。
节能;工艺参数;脱硫;脱水;硫黄回收;天然气净化
0 前言

在实际生产活动中,天然气净化厂工作重心侧重于生产任务和产品气质量,而节能工作点多面广,未有系统性的节能运行指导措施,加之环境气候、气质变化、气量波动、工艺及设备适应性等因素,使得各地区净化装置存在不同程度的节能空间。针对含硫天然气净化装置一般性工艺,结合国内天然气净化厂生产运行中出现的典型问题及节能经验,天然气净化厂节能途径进行了探讨。
1 关键耗能点分析
含硫天然气净化工艺装置主要包括脱硫装置、脱水装置、硫黄回收装置、硫黄成型装置、尾气处理装置、污水处理装置、火炬与放空系统、公用工程等。含硫天然气净化厂主要耗能点见表1。
表1含硫天然气净化厂主要耗能点
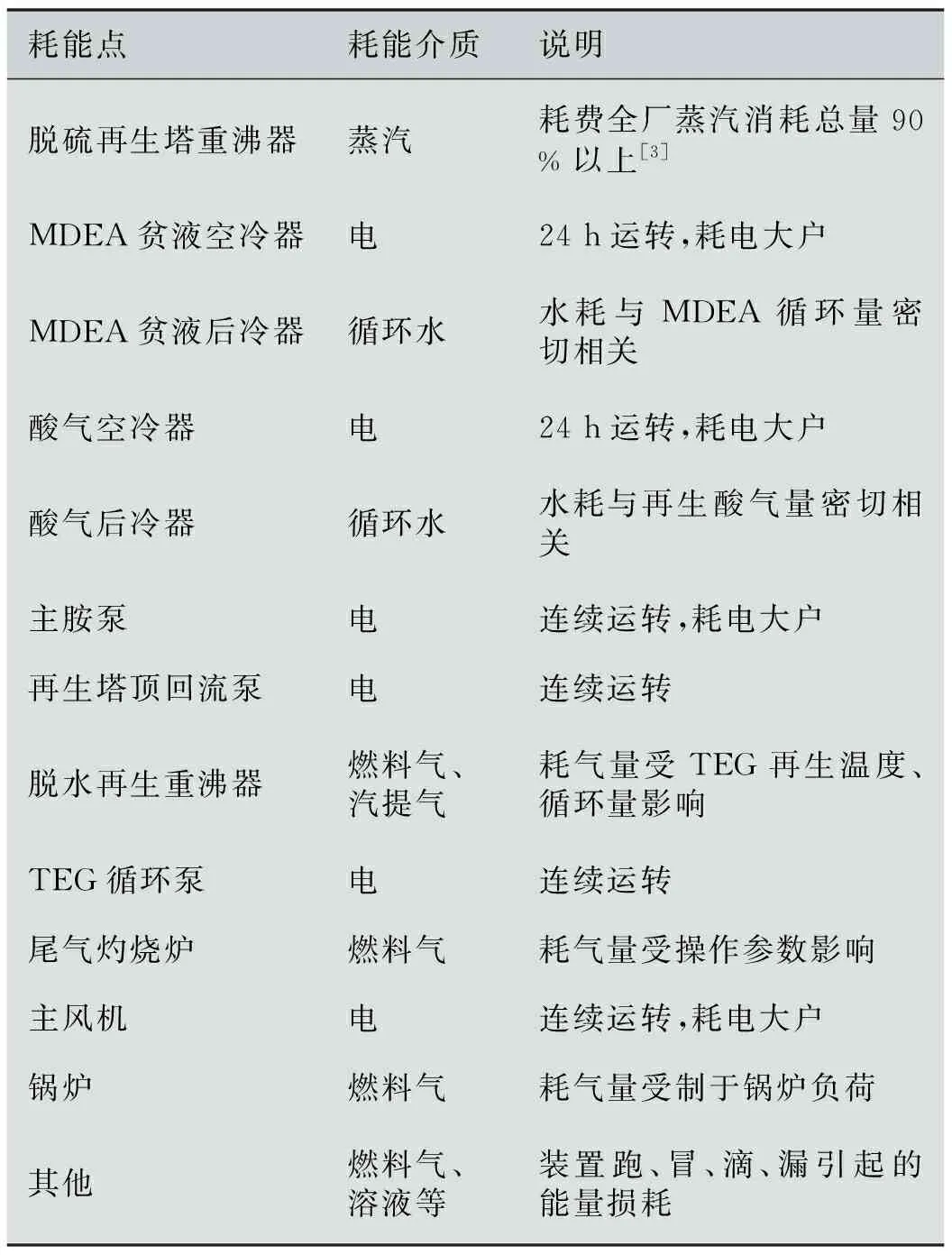
耗能点耗能介质说明脱硫再生塔重沸器蒸汽耗费全厂蒸汽消耗总量90%以上[3]MDEA贫液空冷器电24h运转,耗电大户MDEA贫液后冷器循环水水耗与MDEA循环量密切相关酸气空冷器电24h运转,耗电大户酸气后冷器循环水水耗与再生酸气量密切相关主胺泵电连续运转,耗电大户再生塔顶回流泵电连续运转脱水再生重沸器燃料气、汽提气耗气量受TEG再生温度、循环量影响TEG循环泵电连续运转尾气灼烧炉燃料气耗气量受操作参数影响主风机电连续运转,耗电大户锅炉燃料气耗气量受制于锅炉负荷其他燃料气、溶液等装置跑、冒、滴、漏引起的能量损耗
2 节能途径
2.1工艺及设备
结合表1主要能耗点,各工艺单元操作参数的控制和高效化工设备的普及是最直接的节能途径。
2.1.1脱硫单元
胺液循环量控制。胺液循环量直接影响主胺泵电耗以及再生重沸器蒸汽负荷,是节能的重点对象。控制办法为针对原料气中H2S和CO2含量,以及净化气净化度和CO2控制指标,选择较经济的气液比[6],确定切实可行的最佳循环量。
贫、富液入塔温度控制。贫液入塔温度影响H2S吸收深度以及塔体正常运行。例如,某净化厂贫液入塔温度控制范围为35~45℃,但实际运行中温度波动不宜过大,温度过高不利于选吸,过低则冷却介质耗量增加,且易导致原料气中烃类冷凝,引起溶液发泡。当半贫液温度一定时,富液入塔温度越高越利于降低重沸器蒸汽负荷,它取决于贫富液换热器换热效果。故一方面需加强贫富液换热器进出口介质温度监控,防止堵塞现象发生;另一方面,选用可靠性高、换热效率高的换热器,一般选取多管程列管式换热器。
胺液循环泵(多级离心泵)流量控制,避免循环泵不匹配工况的现象。当原料气中H2S含量减少引起胺液循环量减少时,可通过以轴套代替叶轮的办法来减少循环量,从而节约电耗,并避免整体更换循环泵带来的大幅投资。
再生塔压力、温度、回流比控制。再生塔高温低压,利于再生,但若压力过低,则酸气流速增大,易造成冲塔;塔顶温度过高,则重沸器蒸汽耗量增大,酸气带液严重,亦同样造成冲塔[7],如磨溪净化厂试采工程的再生压力控制小于80 kPa,再生塔塔顶温度控制范围为93~113 ℃,保证装置平稳运行,减少不必要能耗;在保证贫液再生质量的前提下,尽量降低塔底温度,因为该参数对重沸器负荷影响较大[8],此外,控制再生塔顶回流比小于2,降低回流泵能耗[9]。
其他节能措施。胺液经长时间运行,必然存积管线腐蚀物、热稳定性盐等杂质,胺液吸收性能受到影响,且存在溶液发泡隐患,故应加强原料气过滤及贫、富液过滤,防止胺液污染,减少吸收塔胺液发泡[7]。对于300×104m3/d以上处理量净化装置,据某净化厂实际操作经验,当系统溶液电导大于2 000 μs/cm时,即需启用胺液复活系统,直至系统溶液电导小于1 500 μs/cm,从而减少因发泡引起的非计划放空;选择质量过硬的富液过滤滤芯,杜绝使用滤布易坍塌、皱缩的滤芯;脱硫闪蒸气引入燃料气系统作为工厂自耗气;回收脱硫装置大修时设备首次清洗水用作MDEA溶液循环系统的补充水,减少凝结水消耗,节省能耗[9]。
2.1.2脱水单元
精馏柱塔顶温度控制。塔顶温度大于121 ℃时,TEG极易蒸发损失,实际运行中建议塔顶温度控制在107 ℃,温度调控通过控制进入塔内盘管的富液阀门开度来实现。
TEG再生器内压力控制。TEG再生器内压力越低,越利于TEG中水分蒸发,进而减少燃料气量。一般地,TEG再生器内压力控制为微负压。
换热设备、疏水器。近年来,国内天然气净化厂纷纷采用换热效率高的板式换热器。如某天然气净化一厂脱水单元TEG贫富液换热器采用板式换热器,相比传统的管壳式换热器,占地面积大幅度减小,换热效率高,贫液温度由约200 ℃降至95 ℃左右,降低了贫液空气冷却器和贫液后冷器负荷,而富液温度由约55 ℃大幅提高到约160 ℃,减少了再生器燃料气用量,大大提高了热量回收率[11]。为进一步利用贫液热量,可将贫富液换热器出口富液引入再生器缓冲罐,进行盘管换热后再引入精馏柱。监视疏水器回水温度,过高则表明疏水器窜汽,造成蒸汽浪费。
2.1.3硫黄回收单元
凝结水罐排空蒸汽回收。采用CPS工艺的回收单元,其凝结水罐持续排空凝结水闪发蒸汽,经技术改造,将排汽管线接入至蒸汽空冷器的进口管线上,回收蒸汽并对其再次进行冷却,同时使得凝结水罐的氧腐蚀现象得到有效控制[12]。
蒸汽疏水阀优化选型。合理选择疏水阀是确保凝结水回收系统正常运行的关键环节。若不按照压差和排量选取疏水阀排水孔直径,将造成疏水阀排量过大或过小,出现漏汽或开旁通的浪费现象[12]。
N2用量优化。回收单元主燃烧炉炉头24 h不间断提供N2作为保护气,实际生产中应摸索出合理的流量值,避免N2浪费;液硫储罐在首次灌满N2后,应立刻调低N2输入量;吹气式液位计的吹气量随被测对象容积的不同而不同,不宜统一设定为高流量值。对于拥有3台以上空压机的净化厂,应根据装置用气工况确立适宜的空压机启运台数,避免供过于求的现象。
2.1.4其他节能措施
采用高效绝热的保温材料,优化保温结构,减少设备、管道的热能损失[10]。
调整长明灯燃料气量至合理的最小流量值,放空火炬的分子封密封气,在火炬头出口处的流速控制在 0.02 m/s 内,以减少燃料气耗量[9]。
2.2电气及仪表
电耗在净化厂生产成本中占相当比例,关于电耗的节能技术主要是变频器的应用,如酸气空冷器、贫液空冷器,在使用变频器之前为手工调节空冷器顶部百叶窗开度,工艺参数控制不理想,电能浪费大,变频器的投用实现了工艺参数精确控制,从而节约电能[12-13]。另外杜绝厂区照明浪费,大力推广节能电器设备也不失为有效的节能手段。
现代化工厂离不开自动化仪表,并在工厂生产运行中占举足重轻的地位。开展仪表节能主要有几点[14]:
1)节约仪表资源。如蒸汽锅炉上水无需安装流量计;湿净化气不用设置温度计;无需在各个换热器循环水进口均设置循环水温度计,而仅在循环水总管设置温度计即可。
3)节省安装材料。尽量减少引压管长度,如此可减少开工热量损失。
4)仪表维护节能。监视疏水器回水温度,过高则表明疏水器蹿汽,造成蒸汽浪费;重视仪表风管线、卡套式接头等处的漏风巡检,避免漏风现象;加强天然气孔板计量精确度研究,减小计量误差[15]。
3 结论
针对我国天然气净化厂不同程度存在节能空间的问题,分析了天然气净化装置主要耗能点,指明了净化厂节能对象。并按工艺、设备、电气、仪表等专业详细论述了净化装置节能办法,可供净化厂节能工作借鉴。
[1] 国务院办公厅.国务院关于印发能源发展“十二五”规划的通知[EB/OL].(2013-01-23)[2015-06-28].http: //www.gov.cn/zwgk/2013-01/23/content_2318554.htm.
General Office of the State Council. Notice of the State Council on Issuing the“12th 5-Year Plan”of Energy Development [EB/OL]. (2013-01-23) [2015-06-28]. http: //www. gov. cn/zwgk/2013-01/23/content_2318554. htm.
[2] 中华人民共和国工业和信息化部.《工业节能“十二五”规划》发布[EB/OL].(2012-02-27)[2015-06-28].http: //www.miit.gov.cn/n11293472/n11293832/n1129390 7/n11368223/14475991.html.
Ministry ofIndustry and Information Technology of the People’s Republic of China.Industrial Energy Saving“12th 5-Year Plan” Released [EB/OL]. (2012-02-27) [2015-06-28]. http: //www. miit. gov. cn/n11293472/n11293832/n11293907/n11368223/14475991. html.
[3] 杜德飞,胡金燕,李宇,等.天然气净化厂脱硫装置能耗分析及节能措施探讨[J].油气田环境保护,2013,23(5):20.
Du Defei, Hu Jinyan, Li Yu, et al. Discussion on Energy Consumption and Conservation of the Desulfurization Unit in Natural Gas Purification Plant [J]. Environmental Protection of Oli & Gas Field, 2013, 23 (5): 20.
[4] 王开岳.天然气脱硫脱碳工艺发展进程的回顾——甲基二乙醇胺现居一支独秀地位[J].天然气与石油,2011,29(1):17-18.
Wang Kaiyue. Review on Development Process of Gas Desulfurization and Decarburization Technique-Methyldiethanolamine (MDEA for short) Outshines Others [J]. Natural Gas and Oil, 2011, 29 (1): 17-18.
[5] 傅敬强,万义秀.五种克劳斯延伸硫黄回收装置运行情况的对比分析[J].石油与天然气化工,2012,41(2):148-155.
Fu Jingqiang, Wan Yixiu. ComparativeAnalysis of Operation Situation on the Five Extended Claus Sulfur Recovery Unit [J]. Chemical Engineering of Oil & Gas, 2012, 41 (2): 148-155.
[6] 王开岳.天然气净化工艺——脱硫脱碳、脱水、硫黄回收及尾气处理[M].北京:石油工业出版社,2006:60-61.
Wang Kaiyue. Natural Gas Purification Processing—Desulfurization and Decarburization, Dehydration, Sulfur Recovery and Tail Gas Treatment [M]. Beijing: Petroleum Industry Press, 2006: 60-61.
[7] 赵家常,刘炜,马永波,等.高含硫天然气净化厂硫化氢气体吸收的影响因素探讨[J].广州化工,2014,42(16):105-106.
Zhao Jiachang, Liu Wei, Ma Yongbo, et al. TheInfluence Factors of High Sulfur Gas Purification Plant Uptake of Hydrogen Sulfide Gas [J]. Guangzhou Chemical Industry, 2014, 42 (16): 105-106.
[8] 邱奎,安鹏飞,杨馥宁,等.高含硫天然气脱硫操作条件对能耗影响的模拟研究[J].石油学报(石油加工),2012,82(6):984-985.
Qiu Kui, An Pengfei, Yang Funing, et al. Simulation Studuy on the Impact of Operating Condition on Energy Consumption in High-sulfur Natural Gas Desulfurization [J]. Acta Petrolei Sinica (Petroleum Processing Section), 2012, 82 (6): 984-985.
[9] 刘家洪,杨晓秋,陈明,等.高含硫天然气净化厂节能措施探讨[J].天然气与石油,2007,25(5):43.
Liu Jiahong, Yang Xiaoqiu, Chen Ming, et al. Discussions on Energy-saving Measures for High Sour Natural Gas Purification Plant [J]. Natural Gas and Oil, 2007, 25 (5): 43.
[10] 梁玮玮.天然气净化厂节能降耗途径分析[J].石油石化节能,2014,4(8):53-54.
Liang Weiwei. Analysis on Energy Conservation Measures of Natural Gas Purification Plant [J]. Petroleum and Petrochemical Energy Saving, 2014, 4 (8): 53-54.
[11] 雷英,刘蔷,唐伟,等.天然气处理厂节能减排对低碳经济的推动作用[J].石油与天然气化工,2011,40(4):358-361.
Lei Ying, Liu Qiang, Tang Wei, et al. Promoting Role of Energy Saving Emission Reduction of Natural Gas Treating Plant on Low Carbon Economy [J]. Chemical Engineering of Oil & Gas, 2011, 40 (4): 358-361.
[12] 廖铁,苏梦瑶,李法璋,等.万州天然气净化厂硫黄回收单元蒸汽与凝结水节能优化措施[J].石油与天然气化工,2013,42(6):582-587.
Liao Tie, Su Mengyao, Li Fazhang, et al. Energy Saving Measures of Steam and Condensation Water of Sulfur Recovery Unit in Wanzhou Natural Gas Purification Unit [J]. Chemical Engineering of Oil & Gas, 2013, 42 (6): 582-587.
[13] 张剑波,宋丽丽,唐丹.靖边气田第二净化厂空冷器节能改造效果评价[J].石油化工应用,2011,30(3):91-93.
Zhang Jianbo, Song Lili, Tang Dan. Evaluation of Air Cooler Energy-saving Effect of The Second Purification Plant in Jingbian Gas Field [J]. Petrochemical Industry Application, 2011, 30 (3): 91-93.
[14] 王发明.浅谈石化行业仪表节能工作的开展[J].自动化博览,2009,26(3):19-31.
Wang Faming. Discussion on Energy Saving of Petrochemical Instrument [J]. Automation Panorama, 2009, 26 (3): 19-31.
[15] 余涛.基于SY/T 6143-2004标准的天然气孔板流量计算软件[J].油气田地面工程,2011,30(2):67-68.
Yu Tao. Natural Gas Orifice Flow Calculation Software Based on SY/T 6143-2004 Standards [J]. Oil-gasfield Surface Engineering, 2011, 30 (2): 67-68.

相国寺储气库调峰采气量逾10×108m3
截至2016年3月初,相国寺储气库累计调峰采气量逾10×108m3,其中,上载中贵线4.61×108m3、进川渝管网5.49×108m3。
2013年6月29日投运注气以来,相国寺储气库累计历经3个注气和2个采气周期,共建成注采井11口,2014年12月1日首次向川渝管网调峰采气,2015年11月19日首次向中卫—贵阳联络线调峰采气,同时实现了双向调峰功能以及与全国管网的互联互通。
去冬今春,全国大部分地区遭遇寒流,华北地区特别是北京天然气保供形势严峻。中国石油西南油气田公司周密组织,全力保障冰雪天气下安全平稳采气,相国寺储气库单日最高调峰采气量突破1 400×104m3,通过中贵线华北地区最高日供气量突破900×104m3,保证了每日500×104m3以上调峰气进入全国输气管网。
(曾妍摘自中国石油新闻中心网)
2015-08-31
黄雪锋(1989-),男,四川邻水人,助理工程师,硕士,主要从事天然气净化工艺技术研究。
10.3969/j.issn.1006-5539.2016.02.006
猜你喜欢
石油炼制与化工(2021年8期)2021-08-17 03:00:30
水泵技术(2021年3期)2021-08-14 02:09:24
能源工程(2021年3期)2021-08-05 07:26:14
石油学报(石油加工)(2020年4期)2020-09-27 09:20:10
化工进展(2020年3期)2020-04-01 10:04:30
制冷(2019年2期)2019-12-09 08:10:36
石油化工设备技术(2019年5期)2019-09-05 12:04:12
中国化工贸易·中旬刊(2018年11期)2018-10-21 20:12:20
化工进展(2016年12期)2016-12-10 08:18:32
焊接(2016年10期)2016-02-27 13:05:35