基于液压比例阀的卷纸机控制方法
2016-11-12 01:34王孝聪黄慧春王泽文
中国造纸 2016年6期
王孝聪 黄慧春 王 莹 王泽文
(上海第二工业大学,上海,201209)
·卷纸机·
基于液压比例阀的卷纸机控制方法
王孝聪黄慧春王莹王泽文
(上海第二工业大学,上海,201209)
对改进后卷纸机的机械结构、液压加压过程进行了分析并建立了数学模型,以便用PLC对在卷的纸卷进行恒线压控制。通过在初级臂、次级臂转动处各安装上角位移传感器以分别获得一个角度值,再将此角度值信号输入到PLC,PLC依据数学模型进行运算,给比例减压阀一个控制信号,分别控制支承油缸的压力值、次级臂油缸有杆腔的压力值,使之随动变化,使得卷纸辊线压力恒定不变,以确保卷纸不起皱,保证卷纸质量。
初级臂;次级臂;恒线压控制
针对目前造纸行业中纸机的速度越来越快,门幅越来越宽的发展趋势,卷纸机上的许多控制方法也随之改变。初级臂和次级臂传统控制方法采用同步轴配以手动压力阀来控制其卷纸辊卷纸的线压力,但在换卷或卷纸过程中由于初级臂和次级臂机械臂角度的变化使得其线压力无法根据卷纸要求而跟随变化,造成纸卷起皱、松紧度不均匀、喇叭形的问题,影响卷纸质量,有时需要不停地人工调节压力,难以实现全自动控制[1]。本课题对改进后卷纸机的机械结构和液压原理、加压过程进行了分析并建立了数学模型,以便通过PLC对在卷的纸卷进行恒线压控制。
1 卷纸机工作原理简介
图1所示为卷纸机工作原理图。由图1可知,卷纸机次级臂的主要作用是将卷纸辊紧紧地压在卷纸缸上[2],由卷纸缸作为主动轮带动卷有纸的卷纸辊旋转从而完成卷纸。由于纸机工作的连续性,当纸卷卷到足够大时必须换卷。之前由取辊臂在辊库中取下的空卷纸辊,放入初级臂的锁钩内,并由压臂压紧。此时,首先由助动气缸推动助动轮压在卷纸辊上,通过橡胶轮(这部分设备图1中未表示)的摩擦,带动空卷纸辊(简称空辊)转动,当空辊与卷纸缸线速度相同时换卷条件满足。初级臂带动空辊转过25°左右到达换卷位(图2(b)位置),调节初级臂上的支承油缸压力降低至某值,空辊与卷纸缸接触并产生一定的线压,通过换卷装置将纸切断后引到空辊上。此时次级臂迅速将已卷好的纸卷推出,初级臂继续转动将换好卷的卷纸辊放到水平轨道上(图2(c)位置)。次级臂再迅速返回压住卷纸辊并给予卷纸所需的线压力,支承油缸压力值降为零、压臂和锁钩打开,初级臂返回准备位、同时支承油缸和锁钩复位,并由取辊臂再从辊库中取下一根空辊放入初级臂的锁钩内,压臂压住空辊为下一次换卷做准备,换卷过程结束。接下来次级臂一直陪伴着纸卷直到其卷到一定直径后再换卷,这一过程中纸卷与卷纸缸之间一直应保持恒定的线压以确保纸卷的松紧度合理。
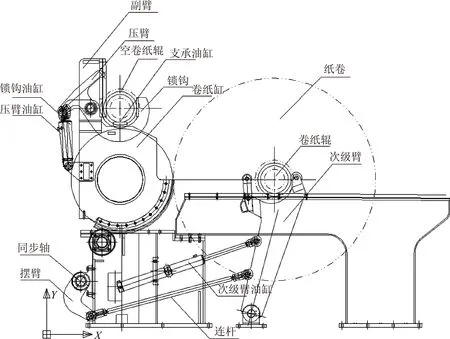
图1 卷纸机工作原理图

图2 初级臂换卷示意图
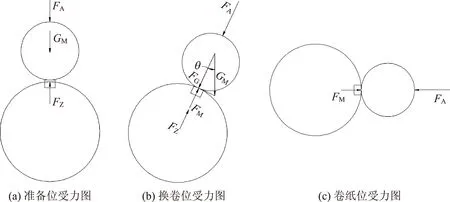
图3 初级臂换卷分析图
2 初级臂恒线压控制计算与分析
初级臂作为卷纸机换卷的准备机构在卷纸机中是不可或缺的部分,现在用一种较常用的结构来说明其换卷时的工艺过程和数学计算方法。
图2为初级臂换卷示意图,图2(a)为换卷准备位置,卷纸辊与卷纸缸不接触;图2(b)为换卷位置,卷纸辊与卷纸缸接触,由压臂压力和卷纸辊的自身质量使得卷纸辊与卷纸缸之间形成一定的线压力,初级臂在此位置换卷完成后应立即旋转65°放到水平轨道上去,如图2(c)位置,以便能够正常工作将纸卷大。由于重力因素卷纸辊旋转时其位置变化引起作用在卷纸缸上的重力分力的变化,从而影响纸卷质量,本课题采用支承油缸来控制卷纸辊重力变化,从而达到这一动态过程中的线压力恒定。
初级臂换卷线压力的受力分析如图3所示,卷纸辊在图3(a)位置时其受力为重力GM,两端支承油缸力FZ,两端压臂力FA,卷纸辊悬空在卷纸缸上(二者没有接触);卷纸辊在图3(b)位置时为换卷位置,卷纸缸与卷纸辊接触,接触面的受力为重力GM的分力FG(两者之间夹角为θ),两端支承油缸力FZ,两端压臂力FA,卷纸缸反作用力FM,卷纸辊悬浮在卷纸缸上。待卷纸辊转到水平位置时,如图3(c)位置,此时作用在缸面上的重力分力全部消失。
现分析卷纸辊中θ从25°(换卷位置)到90°(水平位置)的过程中FM的受力情况,并采用支承油缸内的压力变化来改变FZ,从而来保证FM的恒定以保证其对应的线压力的恒定。
如图3(b)所示,切点处法向合力为零,则:
(1)
所以FA+FG=FZ+FM
(2)
式中,FA为预置两端压臂力(N);FZ为两端支承油缸力(N);FG为重力GM的分力(N);FM为卷纸缸反作用力(N)。
则FZ=FA+GMcosθ-FM
(3)
设支承油缸的缸径为D,活塞面积为A1,支承油缸压力P初由公式(4)计算。

(4)
(5)
式中,W为卷纸辊宽度;FL1为卷纸辊线压力。
将公式(5)代入公式(4)中得到公式(6)。

(6)
式中,FL1为设定线压力。
由上述公式可知,只要在初级臂转动处安装上角位移传感器以获得θ值[3],将此角位移θ值的电信号输入到PLC,PLC根据上述公式进行运算后给液压比例阀一个控制信号,控制支承油缸的压力值P初,使之随动变化,就可使得FL1恒定不变,以确保纸卷不起皱。
3 次级臂恒线压控制计算与分析
图4为次级臂受力分析示意图。在卷纸过程中,随着卷纸直径的增大,要求卷纸辊紧贴卷纸缸的水平力恒定,即卷纸辊线压力恒定,此力由次级臂有杆腔油缸压力P次来控制,纸卷变大使得次级臂围绕其支点摆动产生角位移α变化。
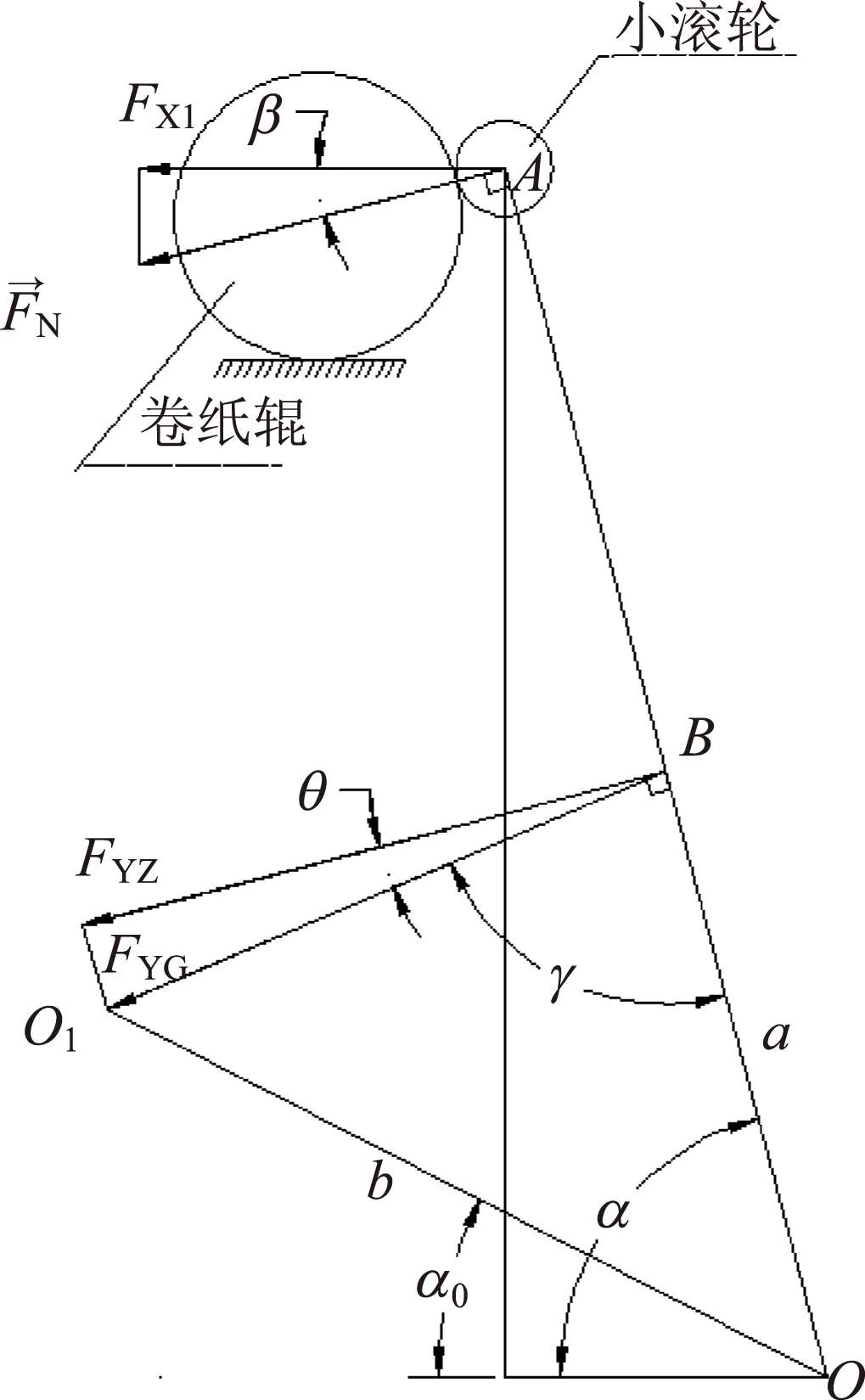
图4 次级臂受力分析
次级臂油缸压力P次与次级臂摆动角度α之间的关系分析如下。
图4中,OA为次级臂长度,O点为次级臂摆动支点,O1为油缸铰接点,B为油缸活塞杆与次级臂连接点,次级臂顶端上安装一小滚轮与卷纸辊头部接触,其作用力为FN。
设次级臂小滚轮与卷纸辊相切,其切点处受力为FN,水平方向力为FX1,其水平方向合力为零,则:
FX1-FNcosβ=0
(7)
将cosβ=sinα代入公式(7),整理得:
(8)
对于次级臂摆杆,受力分析如下:
设OA=L,OB=a,OO1=b,垂直于次级臂的油缸拉力的分力为FYZ,次级臂的油缸拉力为FYG,FYZ力与FYG力的夹角为θ,则:
(9)
FN·L-FYZ·a=0
(10)
(11)

(12)
如图4所示,在△O1BO中,
(13)
式中,α0为两支点连线与地面的夹角;α为次级臂与地面的夹角。
因为OO1=b,OB=a;
依托知名学术机构,师资力量雄厚,后续力量足。这一点对于“体育舞蹈圈”接下来的发展与定位具有重要的作用,有了这部分的资源,该公众号才有能力实现更多专业性功能的开发,继而为订阅群体进一步推送优质且权威的内容等后续发展提供强有力的保障,从而获得大众的信任和教学口碑,形成用户使用与关注的黏性。

(14)

(15)
将公式(8)、公式(15)代入公式(12),得:
(16)
(17)
式中,W为卷纸辊宽度(mm);FL1为卷纸辊线压力(N/mm)。
将公式(17)代入公式(16)中,得:
(18)
次级臂油缸压力P次为:

(19)
式中,A2为次级臂油缸有杆腔面积;D为次级臂油缸缸径;d为次级臂油缸活塞杆直径。
将公式(18)代入公式(19)中:
实际生产中,公式中α角度是变量,α在73°~106°范围中变化;式中α0、L、a、b都是常量。
由上述公式可知,只要在次级臂转动支点处安装上角位移传感器以获得α值,将此角位移α值的电信号输入到PLC,PLC根据上述公式进行运算后给液压比例阀一个控制信号,控制次级臂油缸有杆腔的压力值P次,使之随动变化,就可使得卷纸辊线压力FL1恒定不变,以确保卷纸质量[4]。
4 结 语
综上所述,要想达到卷纸辊与卷纸缸之间的线压力恒定,可采用角位移传感器、伺服阀或比例压力阀作为整个控制系统的检测元件和控制对象,再由PLC应用PID控制模式对相应的液压缸压力进行动态控制,从而达到较好的卷纸效果,对初级臂的恒线压控制可使得纸卷起圈时打底平整度提高,降低损纸率,提高产量。虽然每台卷纸机的机械结构和液压缸安装位置有所差异,所生产的纸品也各不相同,其控制的压力值仍可以根据上述公式得到,但要根据纸种和纸品的定量对初设的线压力作相应的调整以便取得较好的卷纸效果。
[1]FAN Xiao-qun. The Application of S7300PLC in the Control of Paper Machine[J]. China Pulp & Paper, 2005, 24(11): 65.
樊晓群. S7300PLC在纸机控制中的应用[J]. 中国造纸, 2005, 24(11): 65.
[2]HUO Hong. The Fault Analysis of Unloading Roll in Winder[J]. China Pulp & Paper, 2015, 34(6): 45.
霍宏. 卷取机下辊故障分析[J]. 中国造纸, 2015, 34(6): 45.
[3]YAO Jing-hong, YAN Guo-xiang. Automatic Roll Changing System Composed of Proximity Switch Sensor and PLC[J]. China Pulp & Paper, 2003, 22(3): 58.
姚竟红, 严国祥. 接近开关传感器与PLC组成的自动换卷系统[J]. 中国造纸, 2003, 22(3): 58.
[4]ZHAO Bo. Application of hydraulic in high speed reel[J]. Hydraulics Pneumatics & Seals, 2006(3): 17.

(责任编辑:马忻)
Control Method for Paper Reeling Machine Based on Hydraulic Proportional Valve
WANG Xiao-cong*HUANG Hui-chunWANG YingWANG Ze-wen
(ShanghaiSecondPolytechnicUniversity,Shanghai, 201209)
(*E-mail: xcwang@sspu.edu.cn)
This paper analyzed the mechanical structure of an improved paper reeler and hydraulic pressing process. The mathematical model was established in order to use PLC controlling paper roll with constant linear pressure in the reeling process. Angle values were measured by angular displacement sensors which were installed on the rotating positions of primary arm and secondary arm, respectively. Then the angle value signals were input to the PLC and processed based on the mathematical model, the control signals were sent to the proportional valves. The support cylinder pressure value and the pressure value of the chamber with rod in secondary arm cylinder were controlled accordingly. This method made the paper reel pressure constant therefore to ensure the paper quality without wrinkling.
primary arm; secondary arm; constant linear pressure
王孝聪先生,高级工程师;主要研究方向:造纸机械的液压比例控制。
2016- 02-22(修改稿)
TH137
ADOI:10.11980/j.issn.0254- 508X.2016.06.013
猜你喜欢
机电信息(2021年17期)2021-07-01
内燃机与配件(2020年22期)2020-09-10
少儿美术(2019年2期)2019-12-14
动漫界·幼教365(中班)(2019年10期)2019-10-28
课程教育研究·学法教法研究(2018年14期)2018-08-11
学苑创造·A版(2017年8期)2017-06-24
意林(2017年4期)2017-03-03
光学仪器(2016年5期)2017-01-12
意林(2016年7期)2016-05-03
意林(2016年3期)2016-03-01