V5Cr5Ti电子束焊接作业活动中的钒氧化物控制*
2016-11-11 05:35:05莫仲海
安全 2016年11期
黄 明 莫仲海 余 洋
中国工程物理研究院机械制造工艺研究所
V5Cr5Ti电子束焊接作业活动中的
钒氧化物控制*
黄 明 莫仲海 余 洋
中国工程物理研究院机械制造工艺研究所
真空环境下焊接钒合金可以有效控制氧气的含量,从而避免V2O5、V2O3等有毒氧化物的大量产生,通过试验研究表明:真空电子束焊接时在真空度超过4×10-2Pa时焊接过程中钒及其氧化物的排放含量极低,不会超过国标规定的接触限值;焊接完毕后钒合金在得到充分冷却的情况下与空气接触未检测到钒氧化物的产生,采用真空电子束焊接工艺方法进行钒合金焊接对人和环境都是安全的。
钒合金;氧化物;电子束焊接
作为较理想的聚变反应堆材料,钒基系列合金V(4-5)Cr(4-5)Ti具有良好的尺寸稳定性、高热传导性、较低的膨胀系数、较低的弹性模量以及低生物危害的安全性和环保特性、良好的加工性能、防腐性能等优点,在航空航天及高温领域都具有广阔的应用前景[1-3]。
常温下金属钒的化学性能稳定,无毒,但在高温下能与氧、氮、碳、硫、硅、溴等非金属元素生成有害有毒化合物。钒的氧化物以五氧化二钒最常见,在GBZ 73-2002《职业性急性化学物中毒性呼吸系统疾病诊断标准》中,将五氧化二钒列为直接损害呼吸系统的毒物,有降低人体内血清胆固醇的能力,抑制磷及其它脂类的合成,干扰ATP酶的合成,对人体有多种毒性作用,可引起呼吸器官损害如支气管炎、肺炎、肺硬化等,也可影响造血系统、神经系统和物质代谢[4-5]。GBZ 2-2002《工作场所有害因素职业接触限值》规定五氧化二钒时间加权平均容许浓度为0.05mg/cm3。
金属钒随着温度的升高,化学活性明显增强,四川大学和核工业西南物理研究院等单位对V4Cr4Ti的高温氧化特性研究表明,钒合金在300~400℃的氧化速率较低,而500~600℃氧化速率明显加快,当达到675℃以上,主要形成具有脆性和挥发性的氧化物V2O5
[5-6]。分别针对不同温度下和真空环境下V5Cr5Ti的氧化进行试验对比。
图1为V5Cr5Ti合金试样在530℃、700℃空气中氧化5min后的表面状态以及真空环境下高温拉伸测试试样的表面氧化情况。在大气环境下530℃氧化时,合金表面产生氧化变色,由银灰色转变为蓝灰色。在700℃氧化5min时,试样表面出现较为致密的黑色固体物质,为V2O5氧化物熔化后凝固形成(熔化温度为675℃);在真空环境下试件在400℃、900℃、1100℃温度时氧化程度轻微。
在钒合金的焊接过程中温度远超过700℃,控制焊接过程中钒氧化物的产生十分重要,因此钒合金焊接一般在真空环境或惰性气体保护环境下进行,主要用于隔绝空气与高温状态下的钒合金接触。本文主要针对真空电子束焊接工艺过程中可能产生钒氧化物的环节进行分析和控制。
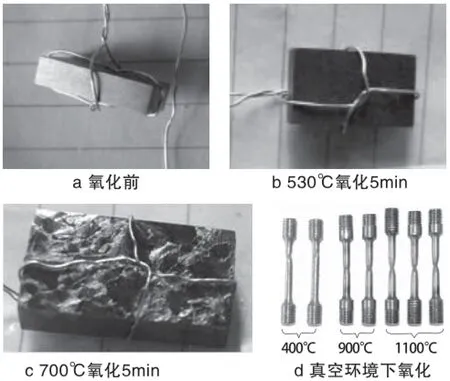
图1 氧化对比试验
1 工艺过程风险分析
为彻底隔绝空气的影响,在焊接工艺上选用了真空环境下的电子束焊接方法,按照电子束的工艺要求,其焊接流程分为:焊前清洗、装配、电子束焊接、冷却等几个主要过程。
在以上工艺流程中,焊前清洗和装配是在常温环境下进行,不会产生钒氧化物。而焊接过程中,钒合金焊缝处温度将超过熔点, 存在被氧化的可能,同时刚焊接完毕后焊缝仍处于高温状态,此时与氧接触也存在被氧化的可能。
根据以上分析,在钒合金的焊接作业活动中产生钒氧化物的主要环节在于焊接过程和焊后与氧气接触时的温度。需要对焊接时的真空度和焊后冷却时间进行控制,以达到控制钒氧化物的产生。为证明控制有效,对控制措施进行了试验验证。
2 钒氧化物控制试验
2.1试验材料
试验材料为V5Cr5Ti,其化学成分,见表1。
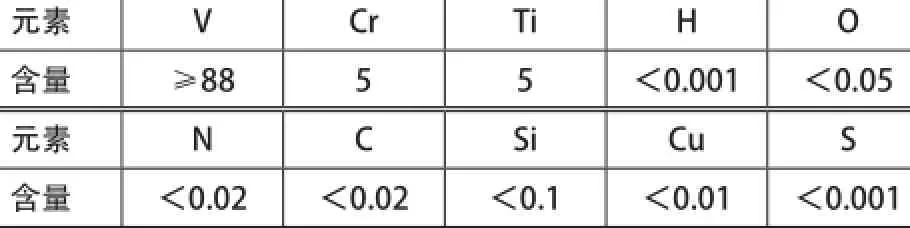
表1 V5Cr5Ti主要化学成分(%)
2.2试验方法
真空电子束焊接过程是将被焊工件置于焊机真空室内,抽真空至4×10-2Pa以上的真空度(焊机工作真空度),然后发射电子束轰击工件,将电子束的动能转化为热能形成焊缝[7]。焊接完毕后需要泄真空取出工件。
根据分析,钒合金焊接过程和焊后短时间内温度较高,存在氧化可能性,针对这两个环节,分别就不同工作真空度和不同焊后冷却时间进行试验验证。
电子束焊接过程中由于需要维持真空室内的真空度,各真空泵一直处于运转状态,不停的将真空室内的气体抽出,排气口处于排气状态,因此可以直接在不同的真空度下对排气口排除的气体进行钒氧化物的测量。
针对焊后的冷却时间采用了焊接过程的温度循环数值模拟计算的方法,模拟计算了钒合金熔池在焊后的温度与时间的关系,如图2,可以看出在冷却到300℃以下时至少需要5秒钟时间,从安全角度出发,在试验设计时采用了分别冷却10min和30min进行检测试验。
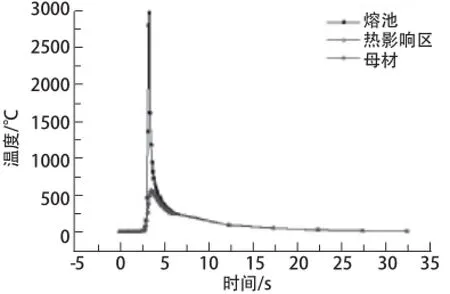
图2 焊接温度循环数值模拟
同时考虑到焊后取出工件时需要打开真空室门,若存在钒氧化物也可能污染工作场所,因此针对不同位置、不同焊接真空度和不同的焊后冷却时间进行了6组试验。
图3是本次试验的研究平台,采用了真空电子束焊接方法,通过对焊接过程中及焊后泄真空时排放终端和工作场所指定位置(图3中1#、2#位置)的气体进行检测,确定钒氧化物的排放量。在泄真空时需要空气进入真空室内,此时排气口无排出气体,需要打开真空室门或进行二次抽真空操作以排除气体进行检测。具体做法为泄真空后打开真空室门进行直接测量(图示1#位置),或泄真空后不打开真空室门,再次进行抽真空操作,对排放口的气体进行检测(图示2#位置)。
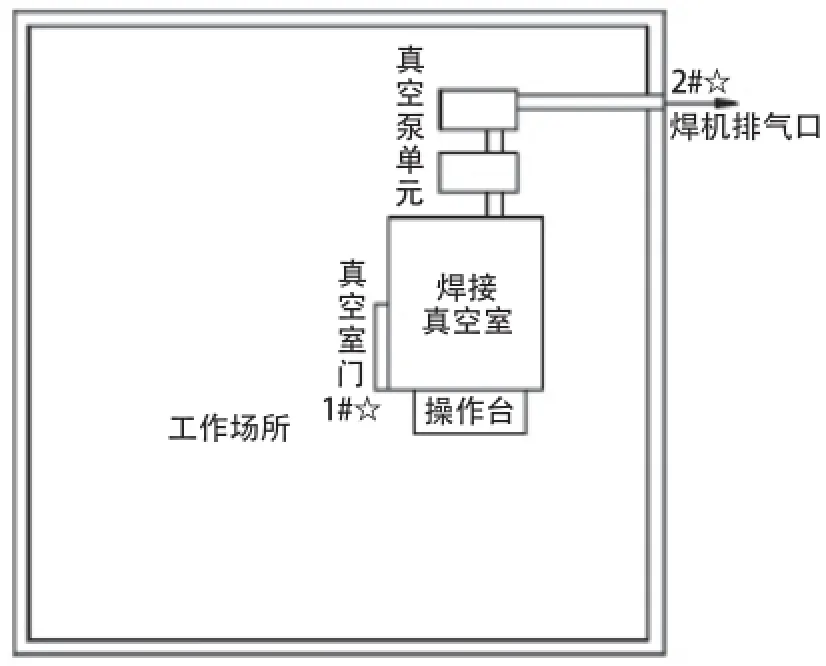
图3 试验平台
2.3钒氧化物排放浓度检测
钒合金在空气中的氧化行为[8]研究表明:钒合金在400~600℃空气中的氧化后呈抛物线增重规律,形成了以V2O5为主的十余种氧化物,且氧化物增重与氧化时间平方根基本呈线性关系,说明在高温环境下钒氧化物随时间和温度的增加而增加,且符合抛物线增重规律。
为使采样结果准确,分别采用了GBZ 159-2004《工作场所空气中有害物质检测的采样规范》、GBZ/T 160.24-2004《工作场所空气中有毒物质测定》和GB/T 16157-1996《固定污染源排气中颗粒物测定与气态污染物采样方法》的规定内容进行了钒及化合物含量的检测,多采用的检测设备分别为:IFC-2防爆型粉尘采样仪、IRIS Intrepid发射光谱仪以及KC-6D大气采样器。
3 试验结果及讨论
3.1钒氧化物检测结果
表2针对不同的焊接真空环境和工件冷却时间的数据检测结果。
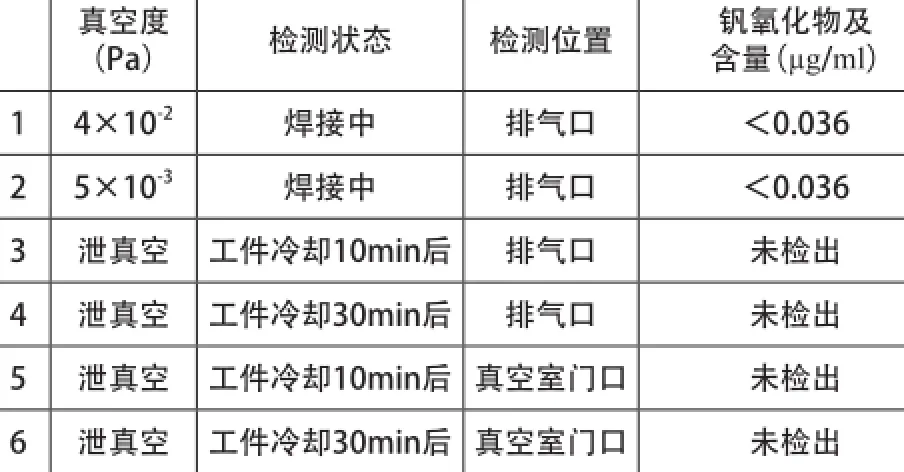
表2 钒氧化物检测结果
3.2真空度对钒氧化物的影响
从表2中可以看出,当环境真空度分别为4×10-2Pa和5×10-3Pa时,电子束焊接V5Cr5Ti时所产生钒氧化物都微乎其微,远远低于《工作场所有害因素职业接触限值》中所规定的含量,这表明在真空环境下对钒合金进行焊接所产生的钒氧化物对人体和环境是安全的。
真空中相关的残余气体主要有H2O、O2、H2、CO、CO2及 N2等,其中水气和氧气是最普遍的残余气体,而气体分子密度n与压强p满足方程p=nkT的关系[9],当温度T一定时,可以推知真空环境下残余气体密度与压强成正比关系,相对于大气压,焊接时的气体压强下降了7个数量级,可以简单的认为氧分子数量也减少了7个数量级,使得焊接环境中的氧气含量很低,与钒形成的氧化物含量也极低,这也是在真空环境下焊接过程中钒氧化物检测含量低的原因。而当真空度超过4×10-2Pa时,真空度的高低对钒合金焊接过程中的氧化影响不大。
3.3焊后冷却时间对钒氧化物的影响
V5Cr5Ti的熔点为1890±10℃,焊接时的焊缝熔池温度超过该温度,即使熔池凝固后短时间温度也超过700℃,此时进行泄真空的话,大量的氧气将进入真空室内,与高温状态下的钒反应可能产生大量钒氧化物,为确保试验过程安全,分别测试了工件焊接后在真空状态下冷却10min和30min的钒氧化物含量检测,结果,见表2。
可以看出泄真空后无论是排气口还是工作场所中都未检测出钒及化合物的存在,说明只要被焊工件冷充分后再进行泄真空操作将基本不会有钒氧化物的产生。
4 结论
(1)采用真空度高于4×10-2Pa的环境进行V5Cr5Ti的电子束焊接,焊接过程中产生的钒氧化物量极少,远小于GBZ 2-2002《工作场所有害因素职业接触限值》规定的五氧化二钒时间加权平均容许浓度0.05mg/cm3。
(2)在真空环境中工件焊后冷却充分的情况下再进行泄真空,空气与工件接触过程不会产生钒氧化物。
(3)基于电子束焊接工艺方法的V5Cr5Ti焊接工艺对人体安全,对环境不会造成污染。
[1]王亚荣,等.钒合金与钢异种材料焊接研究现状分析[J].焊接,2012,(11):15-20
[2]于兴哲,等.钒基合金的研究现状和进展[J].材料开发与应用,2006,(12):36-40
[3]Chung H M,Now icki L,Busch D,et al. Tensile Proper Ties of V-(4-5)-Cr(4-5)-Ti Alloys[R]:Fusion Materials Semiannual Progress Report for Period Ending.US Department of Energy report.DOE/ER-0313/ 19,1995
[4]岳龙清,等.钒及其化合物的安全防护及应急处理[C].2013年第二届全国危险物质与安全应急技术研讨会论文集,2013:465-475
[5]陈慧,等.急性五氧化二钒中毒11例临床分析[J].中国急救医学,2006,26(8):573
[6]蒲治军.钒合金生产安全论证报告[R].中物院科技报告,2013
[7]黄维刚,等.V-4Cr-4Ti合金的氧化特性及氧化物的形.稀有金属材料与工程[J].2006,35(5):695-697
[8]余洋,等.G50钢电子束焊接结晶裂纹成因初探及控制措施[J].焊接技术,2010,39(3):56-58
[9]谌继明,等.钒合金在空气中的高温氧化行为[R].中国核科技报告,2002
[10]胡平亚.谈谈真空度的表述[J].大学物理,1995,4(4):27-28
国家自然科学基金资助项目(51105346)
猜你喜欢
能源工程(2020年6期)2021-01-26 00:55:18
陶瓷学报(2020年6期)2021-01-26 00:37:56
中国奶牛(2019年1期)2019-02-15 07:19:46
中学生数理化·中考版(2018年11期)2019-01-31 06:18:06
教学考试(高考化学)(2018年5期)2018-12-06 07:21:56
电子测试(2017年12期)2017-12-18 06:35:21
中国塑料(2016年7期)2016-04-16 05:25:49
焊接(2015年7期)2015-07-18 10:59:18
焊接(2015年7期)2015-07-18 10:59:18
发电设备(2014年4期)2014-02-27 09:45:31