590 MPa级高强钢双面双弧立焊焊缝组织性能
2016-11-08 06:59魏金山安同邦何长红
材料科学与工艺 2016年5期
刘 政,魏金山,崔 冰,安同邦,何长红
(钢铁研究总院焊接研究所,北京100081)
590 MPa级高强钢双面双弧立焊焊缝组织性能
刘 政,魏金山,崔 冰,安同邦,何长红
(钢铁研究总院焊接研究所,北京100081)
为研究590 MPa级高强钢双面双弧工艺得到的焊接接头组织与性能的关系,采用钨极氩弧焊(TIG)与熔化极气体保护焊(MAG)方法获得成型良好的焊接接头,经过拉伸、冲击、弯曲试验及光学显微镜、扫描电镜、EBSD分析,对590 MPa级高强钢双面双弧立焊打底焊与盖面焊焊接接头的组织及性能进行了研究.结果表明:打底焊缝组织主要为贝氏体,盖面焊缝组织以贝氏体与针状铁素体为主;打底焊缝经历过一次热循环后组织得到一定程度的细化;打底焊缝硬度值与盖面焊缝相近,盖面焊缝热影响区最高硬度值高于打底焊缝热影响区最高硬度;2 mm坡口间隙性能较5 mm坡口间隙有较大提高,2 mm坡口间隙断口以韧窝断裂为主,5 mm坡口间隙断口以解理断裂为主.
高强钢;双面双弧;立焊;焊接接头;组织性能
双面双弧焊接是一种高效的焊接方法,具有效率高、设备要求简单、可以显著提高焊接熔深及深宽比的特点,能够减少焊接缺陷与变形[1].双面双弧焊接分为单电源型与双电源型2种,焊接时的工艺方式可以分为对称焊接与非对称焊接[2-7].目前双电源型具有较大的优越性,为双面双弧焊接的主要研究发展方向.
590 MPa级高强钢广泛应用于各种船体的薄壁结构中,曾有研究人员对14 mm厚、590 MPa级高强钢进行了焊接试验,采用正面堆焊,背面清根并再焊一道的方式进行焊接,性能满足技术指标要求,但清根工序较为复杂[8-10].
本文针对590 MPa级高强钢在实际中的焊接需求,采用手工双面双弧非对称立焊进行施焊.针对8 mm薄板在室温下进行焊接工艺研究,对焊接接头的显微组织形态进行研究,测试了焊接接头的硬度与拉伸、弯曲性能,并分析了断口形态.
1 试 验
试验材料为8 mm厚、590 MPa级高强钢,试件规格为500 mm×150 mm×8 mm,坡口形式为X型坡口,坡口角度为90°,如图1所示,坡口间隙分别为2和5 mm.试板化学成分见表1.填充焊丝直径为3.2 mm.牌号为JS590,其化学成分见表2.
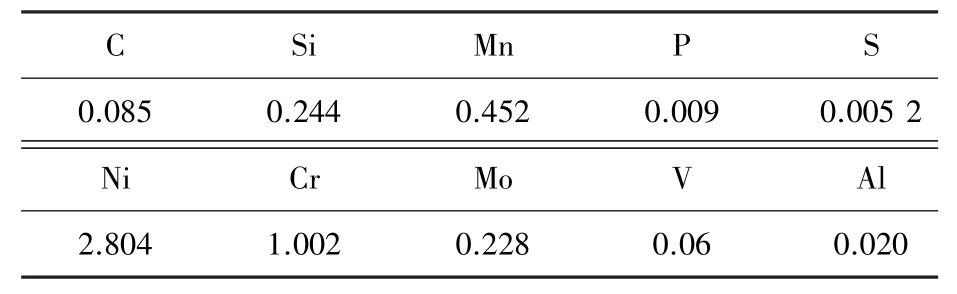
表1 试验钢化学成分(质量分数/%)Table 1 Chemicalcomponent of trial steel(mass fraction/%)

表2 焊丝化学成分(质量分数/%)Table 2 Chemicalcomponent of welding wire(mass fraction/%)
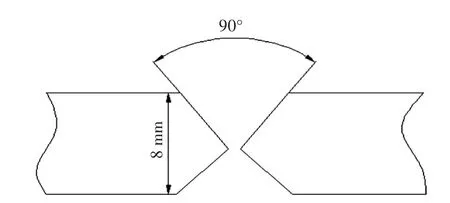
图1 坡口示意图Fig.1 Diagram of groove
焊接试验采用松下YC-300BP焊机,试验原理如图2所示.打底焊时,2把焊枪分别在工件的两侧,正面与背面同时进行焊接,焊枪之间保持50 mm左右的弧间距.这样可以保证正面与背面熔池均在气体保护之下,不会产生氧化夹杂等缺陷.盖面焊接为正反面各焊一道.打底焊接与盖面焊接工艺参数如表3、表4所示.双面双弧焊接试验后,切取焊接接头横向剖面试样.由于试板为8 mm厚的薄板,所以制作5 mm×10 mm×55 mm的冲击试样.焊接接头横截面经磨抛后用体积分数为3%的硝酸酒精进行腐蚀.采用LeicaMEF4-M型金相光学显微镜及S43000扫描电子显微镜进行金相显微组织及冲击断口形貌分析.利用日本AKASHI的MVK-E型维氏硬度仪进行硬度测试.

图2 焊接示意图Fig.2 Diagram of welding
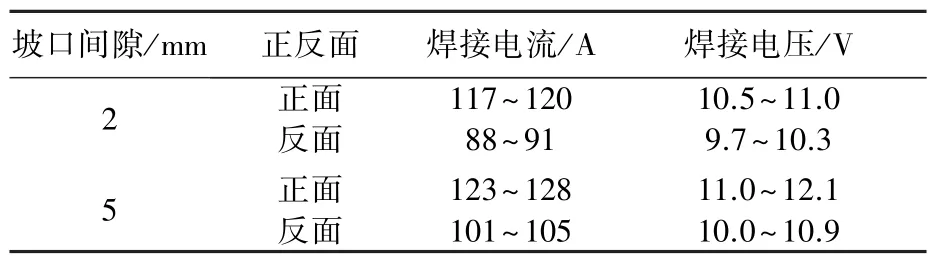
表3 TIG焊接工艺参数Table 3 Parameters of TIG welding

表4 MAG焊接工艺参数Table 4 Parameters of MAG welding
2 结果与分析
2.1 宏观及显微组织
图3为590 MPa级高强钢双面双弧焊接接头的宏观形貌.通过最终的焊接工艺焊接完成后可以观察到,根部打底焊缝与盖面焊缝熔合良好,立焊接头无裂纹、未融合和气孔等宏观缺陷,焊缝成形良好.由不同坡口间隙的宏观照片可以看出,2 mm与5 mm坡口间隙打底焊道的宽度有明显差别,5 mm坡口间隙宽度较大,宏观盖面焊缝柱状晶组织明显.2 mm坡口间隙打底焊缝组织较细,由于5 mm坡口间隙焊接过程中速度较慢,热量积累,致使冷速降低打底焊缝组织柱状晶较大.
图4和图5为打底与盖面焊缝及热影响区显微组织照片.

图3 焊接接头宏观形貌Fig.3 Macroscopic pattern of welded joint
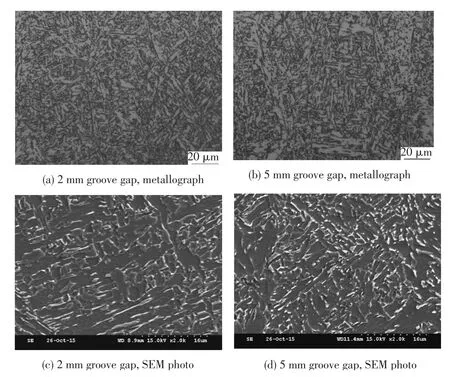
图4 MAG盖面焊缝金相照片及扫描照片Fig.4 Metallograph and SEM photo of MAG cap weld
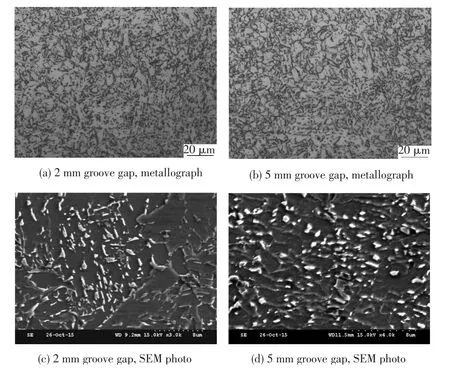
图5 TIG打底焊缝金相照片及扫描照片Fig.5 Metallograph and SEM photo of TIG priming weld seam
可以看到,不同坡口间隙盖面焊缝组织为典型的柱状晶组织,主要由贝氏体与针状铁素体组成.粗晶区组织主要为粗大的板条贝氏体与粒状贝氏体,TIG打底焊缝组织主要为贝氏体与针状铁素体的混合组织.立焊5 mm坡口间隙由于在焊接过程中坡口间隙增大,需要填充金属增多,在实际焊接时焊接速度较慢致使实际热输入数值增加,因此,焊缝冷却过程中冷速较慢,中温转变产物增多,板条长大.
从图5可以观察到,5 mm坡口间隙焊缝组织M-A组元明显增多,在铁素体基体上均匀分布.同时,在盖面焊接时,双面双弧的再热作用对打底焊缝的组织具有较大影响,由于后热作用,板条组织回复作用增强,由位错堆积等构成的亚晶界通过迁移或对消而减少,板条形态组织变大[11-12].
2.2 维氏硬度与拉伸弯曲性能
在板面下1 mm与板厚中心处分别进行维氏硬度测试,分别对应为盖面焊缝与打底焊缝及热影响区的硬度,测试结果如图6所示.从图6可以得出,2 mm坡口间隙盖面焊接热影响区最高硬度为360 HV,TIG打底焊接最高硬度为330 HV.盖面与打底焊缝硬度值十分相近,为260 HV.5 mm坡口间隙盖面焊接热影响区最高硬度为330 HV.TIG打底焊接热影响区最高硬度为285 HV.打底与盖面焊缝硬度与母材硬度较为接近,为250 HV.热影响区出现局部硬化现象,主要由于焊接过程中,受热循环的作用晶粒粗化,在快速冷却过程中形成针状铁素体与贝氏体导致.
拉伸试验及弯曲试验沿焊接接头试样厚度方向取样,拉伸与弯曲试样厚度为8 mm.从表5与图7可以看到,接头抗拉强度为726~739 MPa.2 mm坡口间隙拉伸断在母材,5mm坡口间隙拉伸断在焊缝.2种坡口间隙焊接接头抗拉强度较高,与母材抗拉强度值相匹配.说明焊丝的合金化作用对焊缝的组织及性能具有明显改善,断在焊缝的抗拉强度与母材强度相当,皆满足指标要求.由图7可以看到,接头弯曲试样在弯至180°时试样表面均完好,无裂纹产生,表明焊接接头性能良好.焊接接头弯曲试验结果表明,2与5 mm坡口间隙接头试样正弯与反弯均弯至180°试样表面完好,试样受拉面变形均匀,与母材表面熔合良好,无缺陷产生.
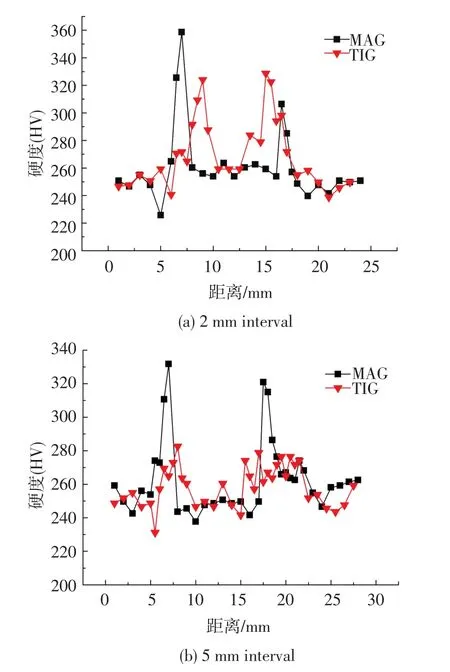
图6 硬度实验结果Fig.6 The result of hardness

表5 拉伸与弯曲试验数据Table.5 Experimental data of stretch and curve
2.3 冲击性能及断口观察
以板厚中心处为基准取冲击试样.由于板厚为8 mm,所以取5 mm×10 mm×55 mm的小尺寸试样,缺口位于焊缝中心、熔合线、熔合线外1 mm.由表6冲击试验结果可以得到:-50℃冲击吸收功2 mm坡口间隙均大于70 J,为标准值的2倍左右.储备韧性较高;而5 mm坡口间隙焊缝冲击吸收功大于36 J,熔合线及熔合线外1 mm均大于51 J.焊缝冲击功值明显偏低,原因可能由于5 mm坡口间隙焊缝宽度较大,焊接时热输入值大,焊缝熔合时部分组织粗大,导致性能降低.
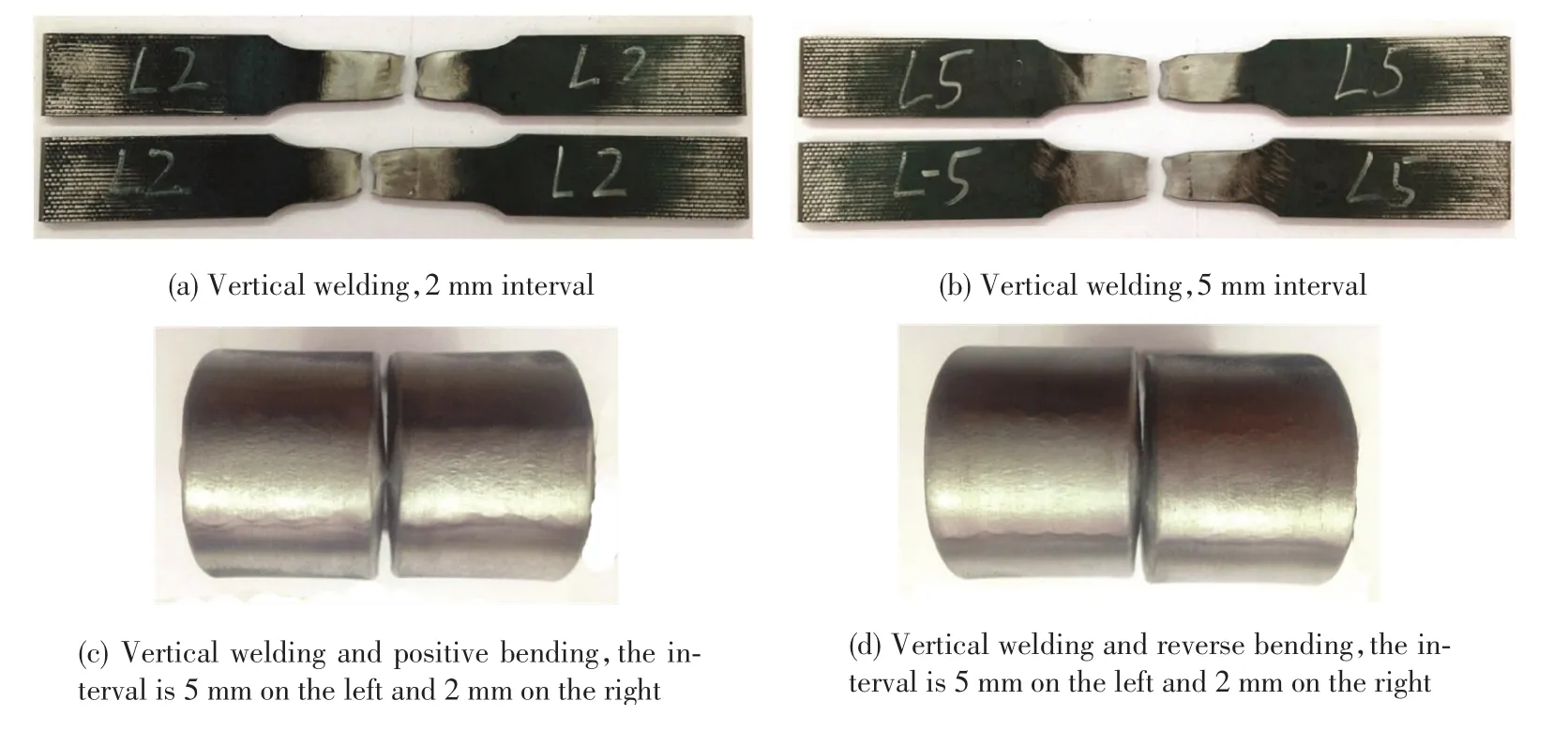
图7 拉伸与弯曲试样图Fig.7 Diagram of stretch and curve
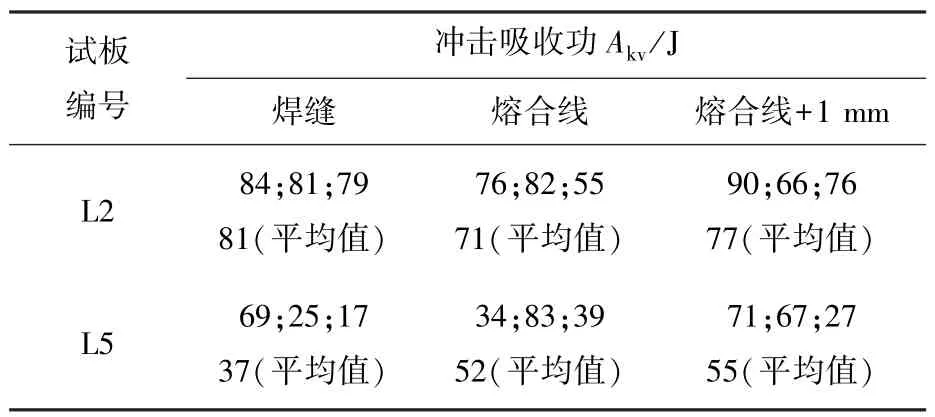
表6 焊接接头冲击试验结果Table 6 Impulse test data of welded joint
图8为冲击断口的放射区形貌特征,可以看出:2 mm坡口间隙焊缝断口形貌为细小的韧窝并存在撕裂棱,为细小的韧窝聚集断裂,韧窝内存在第二相粒子为起裂源,为典型的韧断形貌,所以其冲击吸收功较高;而5 mm坡口间隙断口存断口出现部分解理形貌,撕裂棱较为密集,存在稀少的大而浅的韧窝.宏观断口形貌平整,基本不存在塑性变形,冲击断口呈现出“冰糖状”,出现明显扇形解理花样,从图8(a)~8(d)可见,随着坡口间隙的增大呈现出韧性断裂再到解理断裂的转变.从冲击断口形貌反映出冲击吸收能量随坡口的变化趋势,5 mm坡口间隙性能较2 mm有明显的降低.
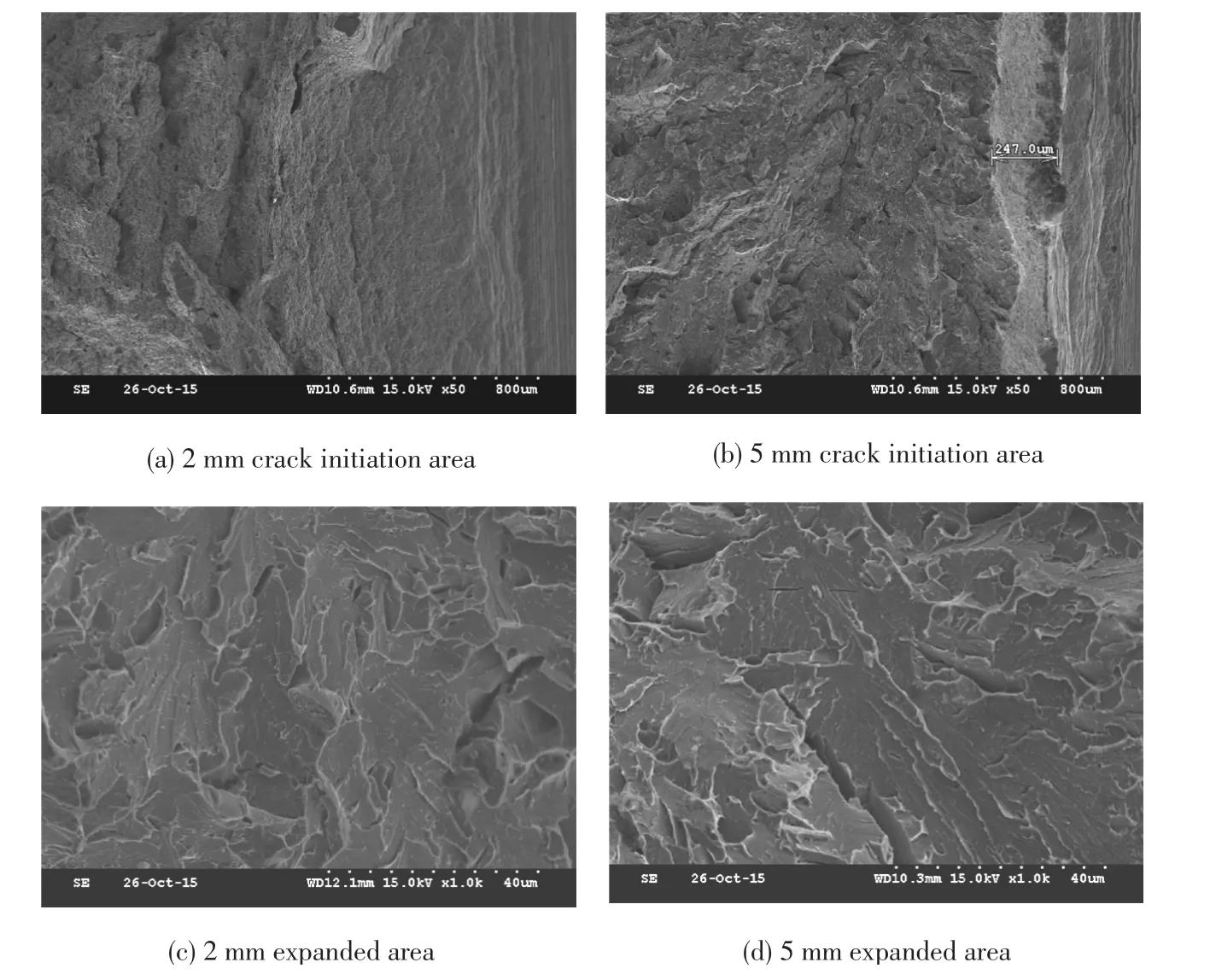
图8 打底焊缝断口形貌Fig.8 Priming weld seam morphology
2.4 焊缝组织特征EBSD分析
图9为焊缝金属EBSD分析结果,图中黑色粗实线表示晶粒取向差大于15°的大角度晶界,灰黑色细线为小于15°的小角度晶界.利用EBSD自带的分析软件分别对间隙为2和5 mm TIG打底和MIG盖面的焊缝金属中心部位大小角度晶界分别进行统计,结果见表7.

图9 焊缝金属晶界取向差图Fig.9 Orientation maps of grain boundary of welding metal
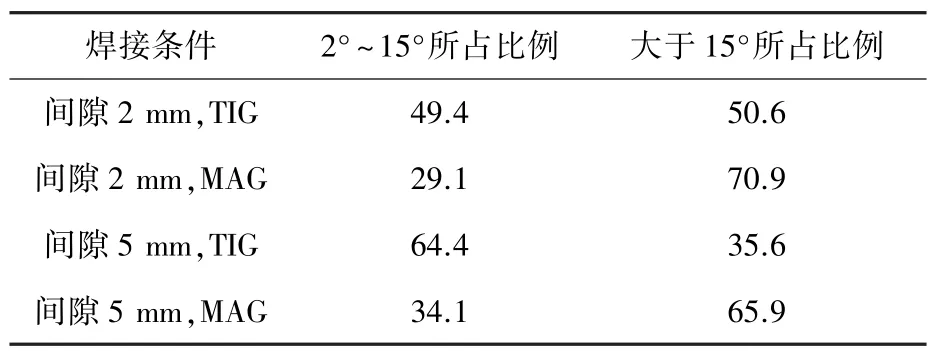
表7 图9中晶界角的比例 %Table 7 Proportion of boundary angle in Fig.9 %
由图9和表7可知:间隙2 mm情况下,TIG打底焊焊缝金属中心部位的小角度晶界和大角度晶界的比例分别为49.4%和50.6%,MIG盖面焊时为29.1%和70.9%;间隙5 mm情况下,TIG打底焊焊缝金属中心部位的小角度晶界和大角度晶界的比例分别为64.4%和35.6%,MIG盖面焊时为34.1%和65.9%.
在晶界取向中,大角度晶界(取向差≥15°)能够有效地改变裂纹的扩展方向,使裂纹路径复杂曲折,使裂纹在扩展过程中吸收更多的能量,进而能有效地抑制裂纹的扩展,提高冲击韧性.从表7可以发现,2和5 mm间隙情况下,TIG打底焊缝金属中心部位大角度晶界的比例分别为50.6%和35.6%,而MIG盖面焊缝金属中心部位大角度晶界的比例分别为70.9%和65.9%.冲击试样几乎取在全部TIG打底焊的焊缝位置处,故2 mm间隙时TIG打底焊缝的大角度晶界比例明显高于5 mm间隙情况下的,这可能与5 mm间隙时TIG打底焊焊缝金属中存在较多的粒状贝氏体组织有关.缪成亮认为,粒状贝氏体组织中的贝氏体铁素体大多数情况下成同一取向,表现为小角度晶界[13].由于间隙为5 mm时,间隙较大使得焊丝填充量大,从而焊缝金属高温停留时间长,冷速慢,导致较多粒状贝氏体组织生成;而间隙为2 mm时,间隙较小,焊丝填充量小,高温停留时间短,冷速快.Tomio认为,在无变形的情况下增加冷速,相变驱动力的提高可以增加变体的选择,提高大角度晶界密度,从而获得较好的冲击韧性[14-15].从大角度晶界分布图可以看到,随着坡口间隙的增大,板条组织长大合并,单位面积的大角度境界比例明显降低.这是因为,随着坡口间隙的增大,焊接速度减缓,热输入升高,板条组织粗化和块状形态组织增多,有效晶粒尺寸增大,阻止裂纹扩展时需要的大角晶界减少,使得焊缝韧性较差.
3 结 论
1)采用双面双弧TIG打底、MAG盖面的方式可以实现8 mm厚度薄板的双面双弧焊接.2 mm与5 mm坡口间隙焊缝成形性能良好,焊接质量可靠,符合性能指标要求.
2)坡口间隙不同根部TIG打底焊缝宽度明显不同,5 mm坡口间隙组织出现较2 mm坡口间隙贝氏体组织明显增加.
3)590 MPa级钢TIG打底薄板双面双弧焊接2 mm坡口间隙立焊相较5 mm坡口间隙冲击性能有较大提高,但拉伸性能较为接近.
4)5 mm坡口间隙组织大角度晶界角比例较低,对裂纹扩展阻碍较小,韧性较低,5 mm坡口间隙焊接接头焊缝为薄弱环节,实际焊接过程中应采用2 mm坡口间隙焊接较为合适.
[1]邓宏筹.面向21世纪的柔性制造技术[J].中国工程科学,2000,2(9):12-23.DENG Hongchou.FMT meets the needs of 21st century[J].Engineering Science,2000,2(9):12-23.
[2]ZHANG H M,WU L.Current density distribution in double-sided GTAW Process[J].Journal of Materials Science and Technology,2001,17(1):187-188.
[3]ZHANG Y M,ZHANG B.Double-sized arc welding increases weld joint penetration[J].Welding Journal,1998(6):57-61.
[4]冯日海.双面双弧工艺研究现状及发展[J].焊接,2002(1):5-9.FENG Rihai.Double double arc technology research and development[J].Welding,2002(1):5-9.
[5]ZHANG Y M,ZHANG B.Welding aluminum alloy 6061 with theopposing dual-torch GTAW process[J].Welding Reseach Supplement,1999,78(6):202-206.
[6]ZHANG Y M,PAN C,MALE A T.Welding of austenitic stainless steel using double sided arc welding process[J].Materials Science and Technology,2001,17(10):1280-1284.
[7]安同邦,田志凌,单际国,等.保护气对1000MPa级熔敷金属组织及力学性能的影响[J].金属学报,2015,51(12):1489-1499.AN Tongbang,TIAN Zhiling,SHAN Jiguo,et al.Effect of shielding gas on microstructure and performance of 1 000 MPa grade deposited metals[J].Acta Metallurgica Sinica,2015,51(12):1489-1499.
[8]肖炯.600 MPa级船用低合金高强钢T型接头的CO2激光复合焊[D].上海:上海交通大学,2011:30-31.
[9]马凯夫,郑世达,易江龙,等.热输入对921A钢焊接接头性能及显微组织的影响[J].电焊机,2014,44(3):50-54.MA Kaifu,ZHENG Shida,YI Jianglong,et al.Effect of heat input on the microstructure and mechanical properties of weld joints of 921A steel[J].Electric Welding Machine,2014,44(3):50-54.
[10]余永宁.金属学原理[M].北京:冶金工业出版社,2010:135-138.
[11]安同邦,单际国,魏金山,等.热输入对1 000 MPa级工程机械用钢接头组织性能的影响[J].机械工程学报,2014,50(22):42-49.AN Tongbang,SHAN Jiguo,WEI Jinshan,et al.Effect of heat input on microstructure and performance of welded joint in 1 000 MPa grade steel for construction machinery[J].Journal of Mechanical Engineering,2014,50(22):42-49.
[12]缪成亮,尚成嘉,王学敏,等.高NbX80管线钢焊接热影响区显微组织与韧性[J].金属学报,2010,46(5):541-546.MIAO Chengliang,SHANG Chengjia,WANG Xuemin,et al.Microstructure and toughness of HAZ in X80 pipeline steel with high Nb content[J].Acta Metallurgica Sinica,2010,46(5):541-546.
[13]TOMIO Y,FURUHARA T,MAKI T.Effect of cooling rate on superelasticity and microstructure evolution in Ti-10V-2Fe-3Al and Ti-10V-2Fe-3Al-0.2 N Alloys[J].Materials Transactions,2009,50(12):27-31.
[14]安同邦,田志凌,单际国,等.后热温度对1 000 MPa级高强钢焊缝组织及性能的影响[J].机械工程学报,2015,51(4):40-46.AN Tongbang,TIAN Zhiling,SHAN Jiguo,et al.Effect of the temperature of post weld heat treatment on microstructure and performance of weld metal for 1 000 MPa grade high strength steel[J].Journal of Mechanical Engineering,2015,51(4):40-46.
[15]赵家瑞.高效节能焊接技术的应用现状与发展趋势.焊接技术[J].1992(4):38-41.ZHAO Jiarui.The application status and trend development of high efficiency and energy saving welding technology[J].Welding technology,1992(4):38-41.
(编辑 程利冬)
Weld structure and mechanical properties of 590 MPa high strength steel thin slab in vertical position double-sided arc welding
LIU Zheng,WEI Jinshan,CUI Bing,AN Tongbang,HE Changhong
(Department of Welding,Central Iron and Steel Research Institute,Beijing 100081,China)
To establish the relationship between microstructures and mechanical properties of 590 MPa high strength steel through double-sided arc welding,the welded joints were obtained by TIG and MAG.The properties,including tensile,strength,toughness,and flexural strength,were measured.The microstructures were observed by optical microscopy,scanning electron microscopy and electron backscattered diffraction.In this paper,the microstructure and properties of welded joint of the 590 MPa high strength steel double-sided arc vertical welding of back welding and cosmetic welding are studied.The results show that the backing weld bead mainly consists of bainite while the cosmetic welding bead mainly consists of acicular ferrite and bainite.Meanwhile,microstructure of the cosmetic welding bead become finer after one thermal cycle.The hardness of backing weld bead is close to that of the cosmetic welding bead.The highest hardness value of heat affected zone in the cosmetic weld bead is higher than that of the backing weld bead.The performance of the 2 mm groove gap is better than that of 5 mm one.Dimple fracture dominates the 2 mm groove gap whereas cleavage fracture dominates the 5 mm groove gap upon loading..
high-strength steel;double-sided arc;vertical position welding;welded joint;structure property
TG442
A
1005-0299(2016)05-0034-07
10.11951/j.issn.1005-0299.20160506
2015-11-16.
国家国际科技合作专项项目(2015DFA51460).
刘 政(1991—),男,硕士研究生;魏金山(1962—),男,教授.
刘 政,E-mail:liu15154428016@163.com.
猜你喜欢
山东冶金(2022年2期)2022-08-08
金属热处理(2022年11期)2022-03-03
中国新技术新产品(2021年11期)2021-08-31
星星·诗歌原创(2021年1期)2021-04-01
小哥白尼(野生动物)(2021年12期)2021-03-29
投资与理财(2020年9期)2020-10-14
学生天地(2020年20期)2020-06-09
西南交通大学学报(2018年6期)2018-12-18
金属加工(热加工)(2018年2期)2018-03-22
知识经济·中国直销(2017年3期)2017-04-16