工程机械支腿结构焊接菱形变形的控制与研究
2021-08-31 02:24周燕妮
中国新技术新产品 2021年11期
周燕妮 李 辉
(1.中国矿业大学徐海学院,江苏 徐州 221000;2.徐工消防安全装备有限公司,江苏 徐州 221000)
0 引言
焊接是现代工业生产和科学技术发展中的关键技术之一,作为一种基本的加工方法,在工业生产制造中具有举足轻重的地位[1]。但焊接局部受热,焊后存在不同程度的残余应力及变形,焊接变形不仅会影响结构的外观,而且影响拼装构件的安装精度,焊接后需要对变形进行矫正,然而矫正过程会耗费很大的人力、物力、财力。该文对不同工艺条件下的焊接变形和应力进行研究,可解决很多结构中的焊接变形问题[2]。该文主要通过优化焊接工艺,控制工程机械箱型支腿结构焊接菱形变形。
1 工件结构及变形数据分析
1.1 试验构件结构形式
工程机械工作时,为提高其稳定性,须在车身周围伸出4 个支腿支撑地面,如图1 所示。其支腿在车架内伸缩,须控制其配合间隙,因此要严格控制支腿的外形尺寸。支腿工作时受力大、板厚,左右侧板厚度均为8mm,上下盖板厚度均为12mm,材质为低合金高强钢Q550,支腿设计为箱型焊接结构。箱体支腿主要由上下盖板和左右侧板连接的4 条长角焊缝以及四边形各面上加强板的连接焊缝组成。

图1 工程机械支腿图
焊后箱体发生菱形变形,由均为直角的长方形,变形为偏离直角的菱形。即长方形横截面发生了倾斜,由直角变形为钝角或锐角,变形量约4mm,如图2 所示。为控制支腿配合间隙,保证支腿装配顺利,须将倾斜的多余尺寸进行机加工切削。若变形量大于机加工余量,还需先进行压力调形[3],增加加工成本及生产节拍。

图2 支腿焊接菱形变形图
1.2 焊接变形数据分析
收集支腿整个焊接过程的变形数据,找出主要引起菱形变形的工序,进行重点控制试验。箱型支腿的焊接分成2 遍焊接工序,一遍焊接支腿的箱体结构,焊接上下盖板和左右侧板连接的4 条长角焊缝。二遍在箱体的基础上拼点焊接四边形各面上加强板的连接焊缝。整体焊后变形数据见表1。

表1 原工件焊后菱形变形量
由表1 可知,箱型支腿一遍焊接后菱形变形量约为3mm~4.5mm,二遍焊接后菱形变形量约为2.5mm~5mm。支腿的焊接菱形变形主要由一遍焊接引起,二遍对菱形变形影响约为0~0.5mm,可忽略不计。因此,主要在支腿一遍焊接工序上,研究其控制变形的方案。
2 试验方案
焊接是一种瞬时局部热输入的过程[4],热量高度集中。焊接生产过程中不均匀的受热和冷却,且受周边区域的约束,在焊接后会产生较大的残余应力及变形[5]。支腿的菱形变形主要由箱型的4 条长角焊缝的焊接变形引起,焊缝尺寸相同,但在焊接过程中焊接顺序会导致结构刚度变化,先焊焊缝刚度约束最小,变形最大,后焊焊缝的刚性约束越来越大,变形逐渐减少,从而引起4 条长角焊缝角变形大小不一,导致箱体焊接结构菱形变形。研究人员可以调整焊接顺序进行试验,减小其焊接变形量[6]。
2.1 单边V 型打底焊接顺序优化方案
打底焊焊接顺序优化实验主要调整4 条长角焊缝的打底焊接顺序,使左右两边打底焊焊缝角变形量相近或相同即可,使焊接菱形变形相互抵消。具体方案见表2。
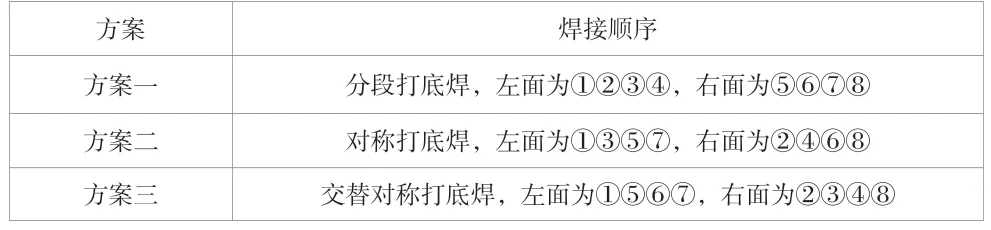
表2 优化打底焊焊接顺序试验方案
为减小焊接变形,方案一将长打底焊缝采用分段退焊法焊接,如图3 所示。方案二,则采用两侧打底焊缝进行分段对称焊接,如图4 所示。方案三,两侧打底焊缝使用交替分段对称焊接,即第一小段的焊接先后顺序与第二小段的顺序相反,第三小段的焊接先后顺序又与第二小段的顺序相反,依次类推,如图5 所示。
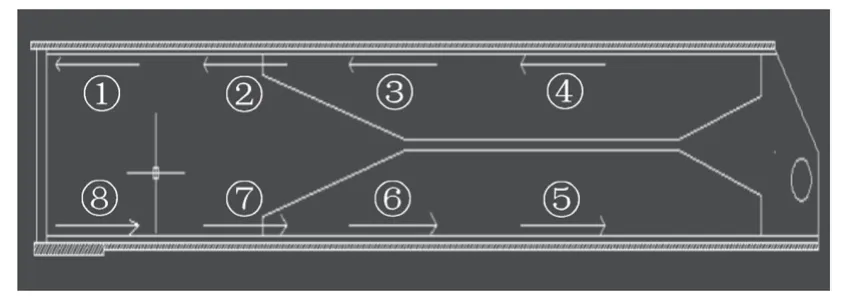
图3 方案一打底焊顺序图
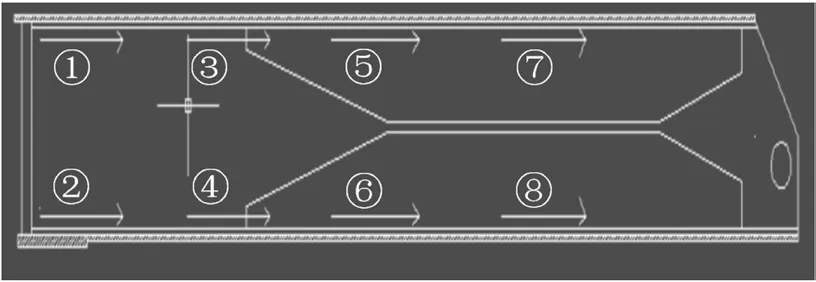
图4 方案二打底焊顺序图

图5 方案三打底焊顺序图
2.2 角焊缝盖面焊接顺序优化方案
盖面焊焊接顺序优化实验主要调整4 条长角焊缝的盖面焊接顺序,组合出3 个盖面焊焊接顺序不相同的方案。具体方案见表3。
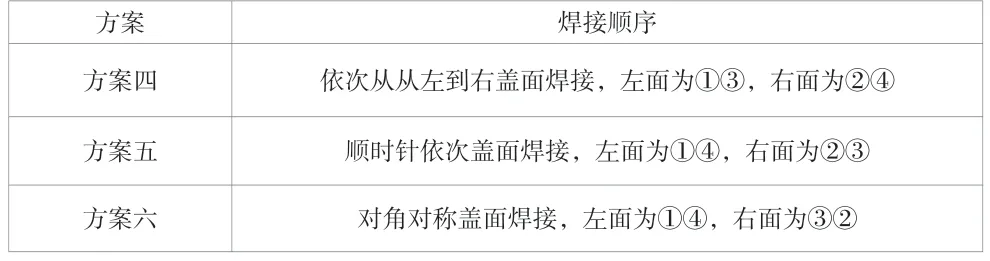
表3 优化盖面焊焊接顺序试验方案
方案四依次从左到右盖面焊接,上盖板的连接盖面焊缝,先焊左侧再焊右侧,同理,下盖板的连接盖面焊缝,也先焊左侧再焊右侧。方案五,则按顺时针依次盖面焊接。方案六,则采用对角对称盖面焊接,先对称焊接一对对角焊缝,再对称焊接另一对对角焊缝。
3 试验数据及分析
3.1 打底焊接顺序优化试验数据及分析
3.1.1 打底焊试验数据
优化打底焊顺序后,焊接完箱型支腿,测得其焊接菱形变形的数据见表4。方案一先打底焊完一侧再焊另一侧,焊后菱形变形量0~4mm,变形较大。方案二对称打底焊,焊后菱形变形量0~2mm,变形较小。方案三交替对称打底焊,焊后菱形变形量0~0.5mm,变形最小,基本不变形。

表4 优化打底焊顺序试验后支腿菱形变形量
3.1.2 打底焊试验数据分析
方案一采用的是分段退焊法,先焊完①②③④,然后再焊⑤⑥⑦⑧。随着焊缝①~焊缝⑧依次焊接,焊缝①~焊缝⑧焊接时的刚性依次增大,其焊接变形ε依次减小。即ε1>ε2>ε3>ε4>ε5>ε6>ε7>ε8,一侧的焊接总变形为ε1+ε2+ε3+ε4,另一侧焊接总变形为ε5+ε6+ε7+ε8,两侧总焊接变形量不可抵消,ε1+ε2+ε3+ε4>ε5+ε6+ε7+ε8,但分段退焊法存在一定焊前预热效果[7],焊缝①刚焊完,会产生较高的热量,会对②处有一定的预热保温作用,这样在焊缝②不会产生较大的变形,如图6 所示,方案一焊接菱形变形量在2mm~3mm,其变形量比原生产方式接菱形变形量小约4mm。

图6 方案一数据图
方案二采用的是对称打底焊,随着焊缝①~焊缝⑧依次焊接,其刚性依次增大,焊接变形ε依次减小。一侧的焊接总变形为ε1+ε3+ε5+ε7,另一侧焊接总变形为ε2+ε4+ε6+ε8,ε1+ε3+ε5+ε7>ε2+ε4+ε6+ε8,两侧总焊接角变形量仍然不可抵消,但角变形抵消量大于方案一,如图7 所示,方案二焊接菱形变形量约1mm~2mm,其变形量小于方案一焊接菱形变形量约2mm~3mm。

图7 方案二数据图
方案三采用的也是对称焊接,但是顺序有所改变,交替对称打底焊。一侧的焊接总变形为ε1+ε5+ε6+ε7,另一侧焊接总变形为ε2+ε3+ε4+ε8,ε1+ε3+ε5+ε7≈ε2+ε4+ε6+ε8,两侧总焊接角变形量基本抵消,如图8 所示,方案二焊接菱形变形量为0~0.5mm,基本消除箱体的焊接菱形变形。
3.2 盖面焊接顺序优化试验数据及分析
3.2.1 盖面焊试验数据
改变盖面焊顺序后,焊接完箱型支腿,测得其焊接菱形变形的数据如表5 所示。方案四依次从左到右盖面焊接,焊后菱形变形量2mm~3.5mm,变形较大。方案五按顺时针依次盖面焊接,焊后菱形变形量3mm~4mm,变形大。方案六采用对角对称盖面焊接,焊后菱形变形量3.5mm~5mm,变形最大。

表5 优化盖面焊顺序试验后支腿菱形变形量
3.2.2 盖面焊试验数据分析
由表5 可知,改变盖面焊焊接顺序,箱型支腿菱形变形量为2mm~5mm,变形仍然很大,与原始方案焊接变形量3mm~4.5mm,基本相近,因此盖面焊接顺序对焊接变形量影响较小。打底焊缝先焊接,打底焊缝虽然焊接量较小,但先焊接时,刚性最小,引起的焊接变形最大。打底焊缝焊接后,支腿的刚性大大增加,再焊接盖面焊缝,即使盖面焊缝焊接量较大,引起的焊接变形却很小,因此盖面焊缝对焊接变形影响很小。
4 结论
活动支腿是工程机械的关键部件,承受着工程机械的重量与负载,因此需要控制活动支腿的焊接焊接变形,提高其精度。该文结合消防车的活动支腿的焊接问题,进行了探讨和分析。得到以下结论:1)活动支腿在焊接过程中产生的菱形变形,实际上是角变形引起的,角变形引起角度变化不均匀,最终导致菱形变形产生。2)分段打底退焊具有焊前预热作用,可一定程度上降低焊接变形,减小箱型结构的焊接菱形变形。3)分段对称打底焊接,基本不降低焊接角变形量,但可增大两侧角焊缝角变形均匀程度,一定程度上减少箱型结构的菱形变形。4)交替对称打底焊接,在不降低焊接角变形量的情况下,最大程度地使箱型左右两侧角焊缝的角变形量相同,使不同方向的菱形变形相互抵消,达到控制箱型结构焊接产生的菱形变形,提高箱型支腿的制造精度的目的。5)盖面焊最后焊接,刚性增大,焊接变形减小,基本不影响焊接菱形变形量。
猜你喜欢
中国公路(2021年17期)2021-11-22
星星·诗歌原创(2021年1期)2021-04-01
投资与理财(2020年9期)2020-10-14
金属加工(热加工)(2018年2期)2018-03-22
西南交通大学学报(2016年4期)2016-06-15
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10
汽车科技(2014年3期)2014-08-02
中国铁道科学(2014年1期)2014-06-21
湖北农机化(2013年2期)2013-08-15
船海工程(2013年6期)2013-03-11