
汽车线材接插件成型模内模锁紧方法的研究
2016-11-02 02:45王英姿潘春梅刘合周
制造技术与机床 2016年10期
王英姿 潘春梅 刘 涛 丁 海 向 峰 刘合周
(①河南工学院,河南 新乡 453000;②许昌职业技术学院 河南 许昌 461000;③河南科技大学,河南 洛阳 471000;④河南省豫北监狱,河南 新乡 453000)
汽车线材接插件成型模内模锁紧方法的研究
王英姿①潘春梅②刘涛①丁海①向峰③刘合周④
(①河南工学院,河南 新乡 453000;②许昌职业技术学院 河南 许昌 461000;③河南科技大学,河南 洛阳 471000;④河南省豫北监狱,河南 新乡 453000)
以一款国外客户(博世集团)的汽车线材接插件成型模为例,讲述了该类产品由于精度要求过高,客户要求成型尺寸必须符合全检合格后才可以验收。而汽车线材接插件成型模需要二次成型,第一次是成型内模。也就是不考虑最终外形,首先将导线和金属接插头用塑料成型固定,形成内模。然后将该内模放置于成型模具中进行二次注塑,达到成品。目前传统工艺在二次成型时,一般是依靠模具上设置金属接插头定位孔,将接插头插入定位孔来固定内模。对于高精度的产品来说,在注射过程中,受注射压力的影响,内模会发生窜动,导致成型出来的产品,尺寸精度无法保证。为此通过增加一套内模锁紧装置,有效地解决了该类模具的难题。
接插件成型模;线材;内模; 二次成型
线材接插件成型模是需要二次成型的,第一次是成型内模,也就是不考虑最终外形,首先将线材和金属接插头用塑料成型固定,形成内模。内模的特点是外形小于最终产品,外形比较简单。它的作用是只需要将线材和金属接插头与成型塑料融为一体。然后将该内模再放置到二次注射模具中进行二次注塑,达到成品。目前传统工艺在二次成型时[1-3],一般是在模具上设置与金属接插件外形相匹配的定位孔,将接插件插入定位孔来固定内模。但是对于高精度的产品来说,由于在注射过程中,受注射压力的影响,仅仅依靠定位孔是无法将内模完全固定的。因为金属接插件与定位孔之间是有一定间隙的。如果配合间隙过小,会影响装配和取下的难度。所以内模在定位孔轴向位置受注射压力影响会发生蹿动,导致成型出来的产品,接插头与塑件之间的尺寸精度无法保证。本文通过增加一套内模固定装置,有效地解决了同类模具的难题。
1 产品介绍
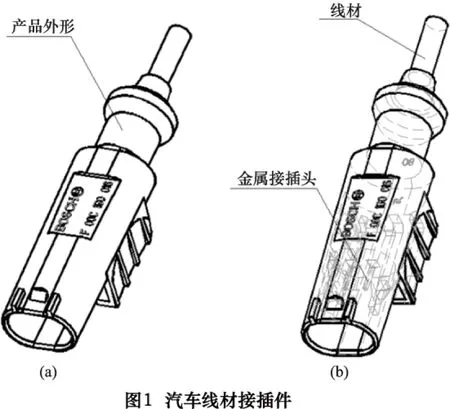
如图1所示:为一款国外客户(博世集团)汽车上用的线材接插件,图1b中虚线为内部结构,其中有两个正、负极端子(金属接插头)。外形包裹材料为PA6+30%GF塑料。后面是线材(图中线材长短只是示意,实际尺寸比图示要长)。除去线材,本产品包容尺寸为60 mm×17 mm×16 mm。客户对此产品要求精度非常高,成型尺寸必须符合全检合格后才可以验收。
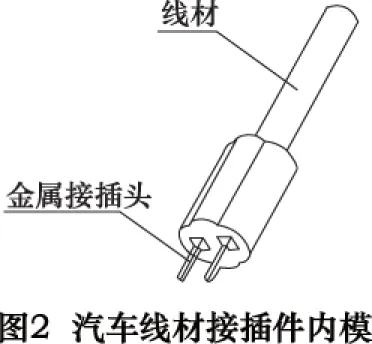
而这类汽车线材接插件是需要二次成型的。第一次是成型内模,如图2所示。首先将线材和金属接插头用塑料成型固定,形成内模。内模的特点是外形小于最终产品,外形比较简单。它的作用是只需要将线材和金属接插头与成型塑料融为一体。第一次成型需要相应的立式模具在立式注射机上成型完成,此过程比较简单,这里不做讨论。当第一次成型完成之后,再将成型好的内模作为内嵌件放置到对应的注射模具中进行二次注塑,达到如图1所示的成品。
二次成型时,一般是在相应的模具上设置与金属接插头外形相匹配的定位孔,将接插头插入定位孔中,来放置内模。如果精度要求不高,这样成型出来不存在任何问题。但是对于高精度的产品来说,由于在注射过程中,受注射压力的影响,仅仅依靠定位孔是无法将内模完全固定的。因为金属接插件与定位孔之间是有一定间隙的,这样会导致内模在注射压力下发生浮动。成型出来的产品,金属接插头与塑件之间的尺寸精度无法得到保证,无法满足客户要求。为此笔者通过增加一套内模锁紧装置,有效地解决了这类模具的难题。
2 模具设计
2.1模具结构
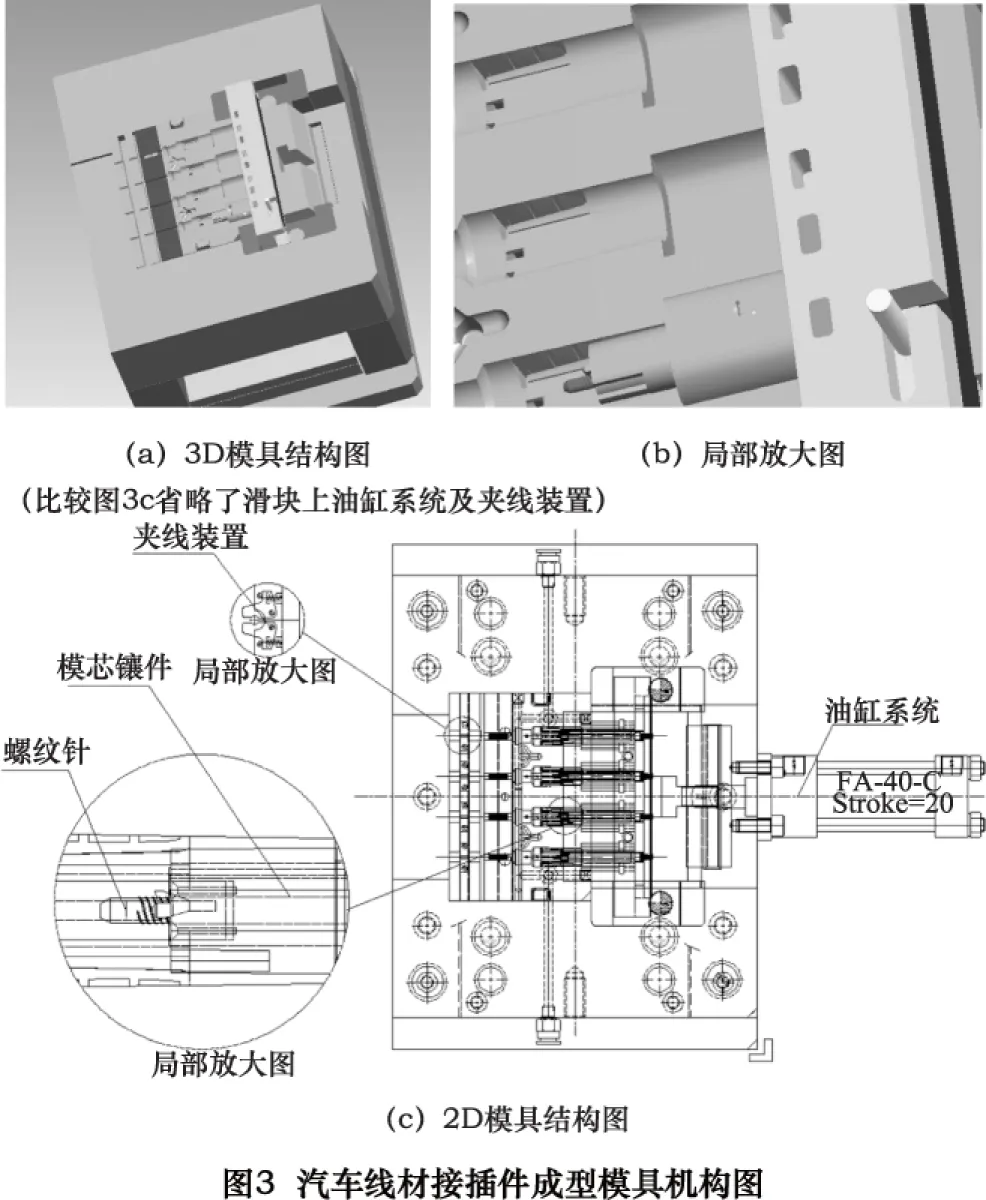
图3所示为汽车线材接插件成型模具结构图。图3a与图3c不同之处是图3a省略了带动滑块抽芯的油缸系统以及夹紧线材的夹线装置。这套模具的主要工作原理是[4-5]:将内模作为镶嵌件放入模具中,一模四穴,通过热流道分出两个进胶口至下模,在下模再分出4个进胶点进行注射成型。模具上设计有线材夹线装置(图3c),内模装入模具后用来夹紧内模后端的线材,这样和模芯镶件上端子定位孔共同固定来保证内模的位置。同时这套模具滑块上设计有油缸系统,开模后油缸带动滑块进行抽芯来完成成型。
2.2内模固定装置
这套模具的工作顺序是首先将成型好的内模压入模芯镶件的定位孔中(如图4a所示)。通过图4b放大图可以看到在模芯镶件前端有两个与内模上两个端子相对应的定位孔。图4c是内模压入模芯镶件之前的结构示意图,它相对于整套模具来说是活动件,成型前,在模具外将内模压入,待内模压入型芯镶件之后,将这套活动装置放入模具中的滑块槽中,合模后依靠锁紧块锁死,然后注射成型。这套活动装置由方销钉将模芯镶件和活动模棒组合在一起。

2.3内模锁紧机构
2.3.1内模锁紧简介
对于产品精度要求不高的产品,在二次成型时,传统设计就是仅仅按照图4a所示,在相应的模芯镶件上设置与金属接插头外形相匹配的定位孔,将接插头压入定位孔中,来放置内模,然后将内模固定装置放入模具中,同时再依靠后面夹线装置夹住后面线材就可以进行模具二次成型,达到最终产品。但是对于高精度产品来说是不行的,为此我们增加了一套内模锁紧装置,如图5所示。
2.3.2内模锁紧设计详细分解
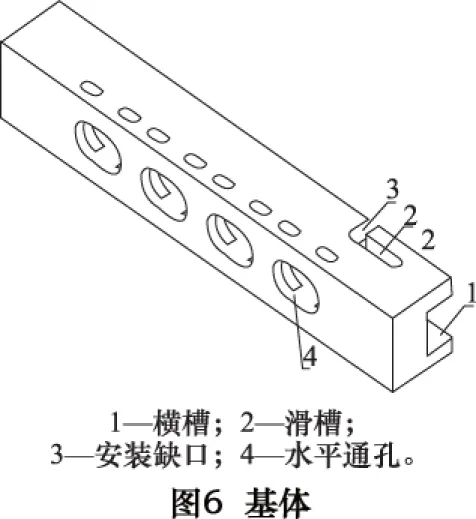
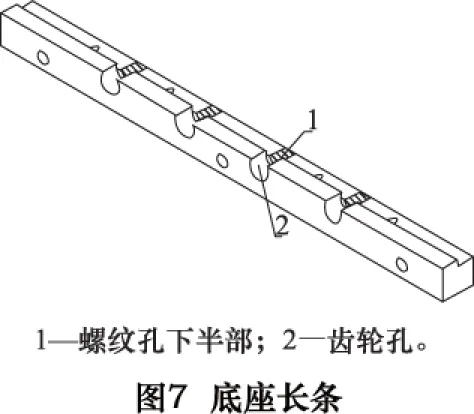
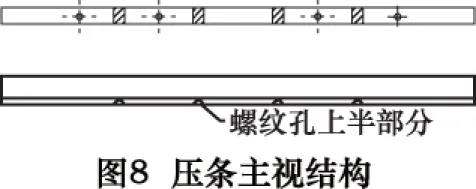
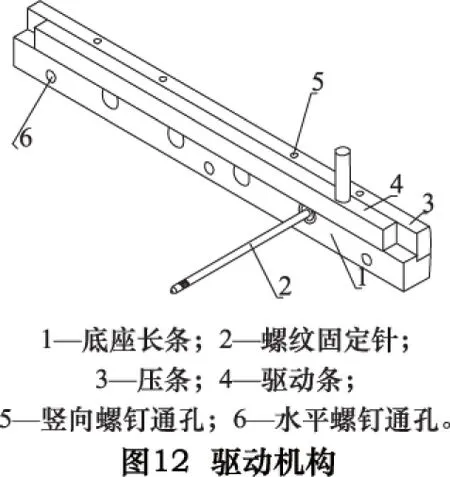
内模锁紧机构如图5所示,由基体、设置在基体内的驱动机构和螺纹固定针等组成,基体结构如图6,一侧沿长度方向设有水平的横槽,另一侧设有与该横槽垂直的水平通孔。驱动机构位于基体横槽内部,包括位于该横槽下半部与基体固定连接的底座长条(图7)、位于横槽上半部的压条(图8)和驱动条(图9)。螺纹固定针的安装端从外到内依次设有螺纹和齿轮,固定针的另一端设有固定螺纹(如图10)。压条和底座长条的结合面处设有垂直于底座长条长度方向的水平螺纹孔,该螺纹孔的轴心线位于结合面上,与螺纹固定针齿轮端螺纹相匹配;底座长条的侧部设有垂直于底座长条方向的水平齿轮过孔,该齿轮孔的上部穿透底座长条的上表面形成缺口;螺纹孔和齿轮孔同轴,固定针的螺纹装入螺纹孔中,固定针的齿轮位于齿轮孔内(如图11),驱动条位于齿轮孔的上部,驱动条的下表面为与齿轮配合的齿条。驱动条的上部设有垂直向上的拨杆,基体上设有与该拨杆匹配的滑槽,该滑槽侧部设有安装缺口。压条通过竖向的螺钉与底座长条固定连接,底座长条通过水平螺钉固定连接在基体的横槽内(如图12所示)。
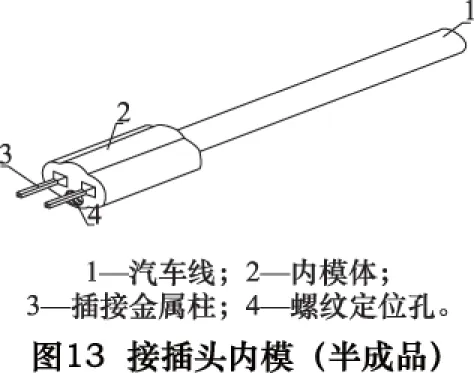
这里需要说明的是,参看图13,客户原始设计是没有螺纹定位孔的,在不影响客户使用要求的情况下,为了增加锁紧机构,特增加的工艺孔4。
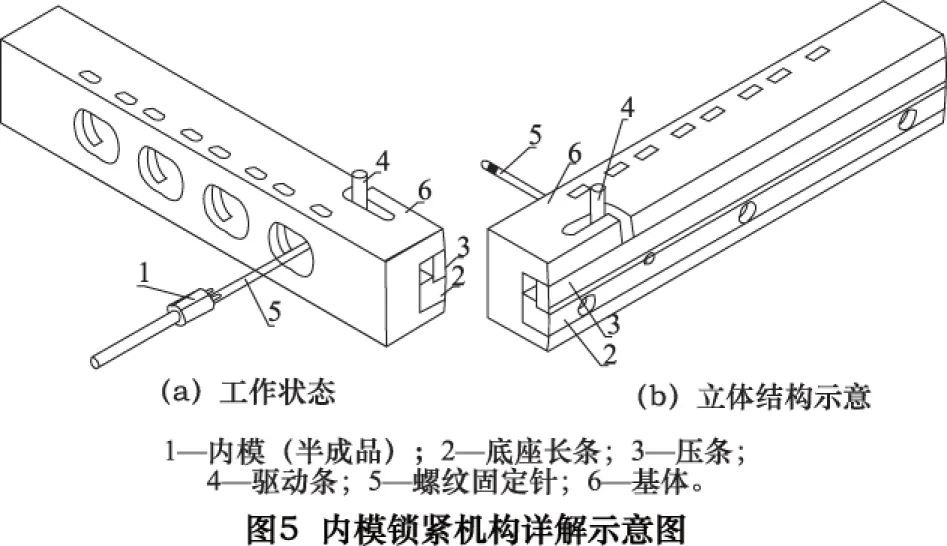



此锁紧机构的工作过程参见图5、11、12,将该汽车线插接头二次注塑内模锁紧装置装配完成后,将内模安装在二次注塑模具的滑块槽内,此时依靠模具外设置的油缸(模具图上没有画出)推动驱动条通过齿条齿轮带动固定针旋转,固定针的定位端旋入到内模体上的定位螺纹孔内,对内模进行锁紧,待二次注塑完成后,再退回驱动条将固定针的定位端从成品内的定位螺纹孔内旋出,而后进行脱模的工作。
3 结语
塑料制品不同于金属加工,多种因素影响成型制品的精度,所以高精度的塑料制品成型,是模具生产中的一大难题。但它是知名企业创造品牌的基础,是高品质的反映。笔者通过长期对汽车线材接插件成型模内模锁紧方法的研究摸索,成功地解决了这类产品存在的问题。得到了国外客户的首肯,同时可以给同行业类似产品成型提供借鉴。并获得专利(ZL:201410132636.1)
[1]HasanK Kurtaran, Babur Ozcelik, Tuncay Erzurum. Effective warpage optimization of thin shell plastic pausing response surface methodology and genetical gorithm[J]. Int J Adv Manuf Technol, 2006, 27(5): 468-472.
[2]Babur Ozcelik, Tuncay Erzurumlu. Determination of effecting dimensional parameters on warponse surface method and genetic algorithm[J]. Int Commun Heat Mass, 2005, 32(8): 1085-1094.
[3]Sanchez R, Aisa J, Martinez A, et al. On the relationship between cooling setup and warpage in injection molding[J]. Measurement, 2012, 45(5): 1 051-1 056.
[4]奥斯瓦德 T A,特恩格 L,格尔曼 P J. 注塑成型手册[M]. 北京: 化学工业出版社, 2005: 67-71.
[5]Beaumont J P, Nagel R, Sherman R. 成功的注射成型加工,设计和模拟[M]. 北京: 化学工业出版社, 2009: 44-45.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Investigation of lock way for internal mold of connector molding of car wire
WANG Yingzi①, PAN Chunmei②, LIU Tao①, DING Hai①, XIANG Feng③, LIU Hezhou④
(①Henan Institute of Technology, Xinxiang 453000, CHN; ②Xuchang Vocational Technical College,Xuchang 461000, CHN; ③Henan University of Science and Technology, Luoyang 471000, CHN;④Henan Yubei-Prison, Xinxiang 453000, CHN)
A foreign customer (BOSCH group) auto wire connector mould as an example. Discuss about this kind of product because the precision is too high, the customer must comply with the requirements of forming dimensions all qualified after acceptance. And we know the auto wire connector molding is two times molding, first molding mould incrustation.Also do not consider the final shape, fixing the wire and the metal plug with plastic molding to make of internal model. Then, the internal model is placed in the forming die for the secondary injection molding, complete the finished product. At present, the traditional process of two times molding, it generally relies on setting orientation hole for metal plug on the mold, then insert metal plug into orientation hole to fix internal model. For high precision products, in the injection process, influence the injection pressure, the internal model will traverse, resulting in forming out of the products, size precision can not be ensured. By adding a set of internal model fixation device, effectively solves the hard question for this kind of mold in this paper.
mould of plug;wire; mould incrustation; second moulding
TQ320.52
A
10.19287/j.cnki.1005-2402.2016.10.034
王英姿,女,1969年生,高级工程师,主要研究方向为机械模具制造,已发表论文11篇。
(编辑汪艺)
2016-06-03)
161038
猜你喜欢
江苏钢铁(2022年7期)2022-06-30
昆钢科技(2021年4期)2021-11-06
成都信息工程大学学报(2021年6期)2021-02-12
家庭影院技术(2020年11期)2020-12-28
小天使·三年级语数英综合(2020年4期)2020-12-23
红蜻蜓·低年级(2020年8期)2020-07-14
疯狂英语·新读写(2020年4期)2020-06-03
家庭影院技术(2020年4期)2020-05-21
电机与控制学报(2018年9期)2018-05-14
制造技术与机床(2017年8期)2017-11-27
