
基于模糊PID短电弧铣削加工进给运动控制*
2016-11-02 02:44柳雅琪周建平
制造技术与机床 2016年10期
柳雅琪 周建平 许 燕
(新疆大学机械工程学院,新疆 乌鲁木齐 830047)
基于模糊PID短电弧铣削加工进给运动控制*
柳雅琪周建平许燕
(新疆大学机械工程学院,新疆 乌鲁木齐 830047)
短电弧加工技术在对超硬、超强、高韧性等难加工材料的高速加工方面具有很大的优势,但是短电弧加工机理仍处于研究阶段,传统的控制方法难以解决放电间隙大小影响加工效率等复杂问题。因此通过建立自适应模糊控制器,使比例因子自校正,通过采集到的电流值与设定值进行比较,将输出传递给伺服系统,实现进给运动的控制,避免出现机械加工甚至电极折断现象,最终达到高加工效率、低电极损耗的目的。建立数学模型,对模糊控制系统进行simulink仿真对比,将该伺服控制系统应用到实际加工中,通过实验对比验证了该方法的可行性和优越性,大大提高了短电弧加工效率。
短电弧;模糊控制;伺服系统;进给运动
随着工业和科技的不断发展,许多领域特别是航空、军工及特种行业对所使用的材料提出各种不同的性能指标,短电弧加工技术(SEAM)就是在这种环境下应运而生。短电弧加工技术是我国具有完全知识产权的原创性技术,该技术很好地解决了超强、高韧性、高耐磨性等难加工材料的去除加工难题。短电弧加工是在一定比例气液混合物工作介质的作用下,利用两个电极之间产生的短电弧放电来蚀除金属或非金属导电材料的一种电切削方法。目前采用工件作阳极,工具电极做阴极[1],其加工原理示意图如图1所示。该技术以其科学、经济、高效、低能耗等特点而成为一种极具市场潜力的硬面材料加工技术,但是短电弧加工技术的机理仍处于研究阶段。该技术的高效加工与进给系统有着直接关系,而且短电弧加工是在复杂环境下进行的,占空比、主轴转速等因素均会引起进给运动的变化,传统的控制方式难以满足现代智能加工标准的需要。基于此本文提出将模糊PID应用到伺服控制系统实现进给运动的调节,提高短电弧加工效率,减小电极损耗。由于加工时电极的蚀除速度比较低,所以进给系统必须在低速下能均匀、稳定地进给,同时该过程也可能出现短路导致电流过载,这时电极要迅速做出回退,确保不烧伤工件,保证加工精度。
1 伺服控制系统设计
短电弧加工是一种非接触性加工,放电间隙极小的变化就会引起电流变化,因此要求电动机具有精确的伺服进给控制。 随着全数字式交流伺服系统的出现,交流伺服电动机也越来越多地应用于数字控制系统中。为了适应数字控制的发展趋势,运动控制系统中大多采用全数字式交流伺服电动机作为执行电动机,在控制方式上用脉冲串和方向信号实现。

一般伺服都有3种控制方式:开环伺服系统、闭环伺服系统和半闭环伺服系统。闭环伺服系统(如图2)采用伺服电动机驱动,可配置各式各样的速度、位置检测元件,并使用不同的反馈方式。在闭环系统中,检测元件将机床移动部件的实际位置检测出来并转换成电信号反馈给比较环节。通常把安装在丝杠上的检测元件组成的伺服系统称为半闭环系统;把安装在工作台上的检测元件组成的伺服系统称为闭环系统。由于丝杠和工作台之间传动误差的存在,半闭环伺服系统的精度要比闭环伺服系统的精度低。

在短电弧加工中伺服系统的作用非常重要,因为在加工时,工具电极与工件之间需有一定的间隙,间隙过小(或为零)会引起工件灼伤甚至电极折断现象,而间隙过大会使放电间隙不易击穿,使放电加工停止,这无疑会降低加工效率。因此本文提出利用自动伺服系统实现进给运动的调节,根据短电弧加工要求与闭环控制精度不受机床传动精度影响的原因,主轴进给运动控制系统采用闭环伺服系统。
机床的伺服系统采用常见的电流环、速度环和位置环三闭环反馈的结构。电流环主要起提高系统稳定性,及时抑制电流内环的干扰与限制最大电流等作用;速度环的作用是增强系统抗负载扰动的能力,抑制速度的波动;位置环的作用是保证系统静态精度和动态跟踪的性能,是反馈的主通道。一般将电流环设计成P型调节器,速度环设计成PI型调节器的结构[2]。

整个系统结构框图如图3所示。运动控制卡接收到模糊控制器的输出信号与位置反馈信号后,经放大器放大驱动电动机,使伺服电动机按照预设的频率和角位移运行,而编码器返回的脉冲信号进入放大器构成速度环。
2 自适应控制系统
2.1控制系统模型的建立
短电弧铣削加工机床的伺服控制系统主要由上位机、传感器、电动机、运动控制卡等构成,伺服控制系统的传递函数主要由电动机传递函数构成。故控制系统传递函数为:
(1)
式中:Tm为交流电动机的时间常数;Ti为电枢回路中电磁时间常数;Kml为比例系数。
2.2模糊PID控制器的设计与算法
短电弧加工中,当进给速度大于加工速度时,会出现机械加工,电极的受力情况如图4所示。电极挠曲方程为
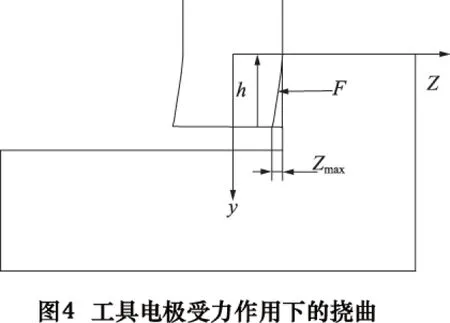
(2)
式中:F为扛刀力,N;E为弹性模量,N/m2;I为惯性矩,m4;S为横截面积,m2;c为阻尼系数,Ns/m2。
由于进给运动不能自适应调整,蚀除材料不能及时排除等原因,当加工间隙过小出现机械加工时,根据挠曲方程可知,电极的运动特性随着扛刀力的变化而变化,因此对于这种特性复杂、具有强非线性或者时变性的被控对象,常规PID控制方法满足不了控制精度的要求,且抗干扰能力较差,难以实现有效控制,而模糊控制可以解决此类问题。模糊自适应PID控制器主要由参数可调整的PID控制器和模糊推理器两部分构成[3],模糊PID控制的最大优点就是不需要精确的数学模型,也可得到良好的鲁棒性能。它的特点是在常规PID调节的基础上,应用模糊理论只需对控制器参数,即比例系数Kp、积分系数Ki和微分系数Kd进行调整,就可以得到满意的结果[4]。
模糊自适应PID控制系统结构如图5所示。

模糊控制的大致过程是[5]:首先将测得的系统输入参数(精确量)按一定规则进行模糊化处理,得到模糊量并输入到模糊推理系统,经过模糊推理和决策,得到系统的模糊输出量,最后将模糊输出量进行去模糊化处理,得到系统的精确输出量,作用到控制对象。
控制器控制方程为:
e(t)=r(t)-y(t)
(3)
控制器时域输出u(t)方程为:
(4)
式中:e(t)为偏差;de(t)/dt=ec,为偏差变化率。
本控制系统将传感器得到的电流信号经A/D转换器转换成数字化电信号,然后将该信号与设定值进行比较,利用模糊算法,通过运动控制卡调整伺服电动机的角位移,来使电流调整到一定范围内。模糊推理系统输入量为电流信号的偏差e和偏差变化率ec,其模糊变量分别为E、EC,输出u为PID控制器的三个修正参数ΔKp、ΔKi、ΔKd,其模糊变量为U。本文选用“正大”(PB)、“正中”(PM)、“正小”(PS)、“零”(ZO)、“负小”(NS)、“负中”(NM)、“负大”(NB)七个语言变量,根据操作人员的经验和文献,选取49条规则,并制作模糊规则控制表,模糊集合论域为[-6,6],为简化系统,确定它们的隶属函数为三角形隶属函数,因为三角形隶属函数形状仅与它的直线斜率有关,运算较简单,所占内存空间也小[5]。三角形为语言变量的隶属函数如图6所示。

偏差E与控制器参数的关系[6-7]:
(1)当E较大时,为使系统具有较好的跟踪性能,应取较大的Kp与较小的Kd,同时为避免系统响应出现较大的超调,应对积分作用加以限制,通常取Ki=0。
(2)当E处于中等大小时,为使系统响应具有较小的超调,Kp应取得小些。在这种情况下,Kd的取值对系统响应的影响较大,Ki的取值要适当。
(3)当E较小时,为使系统具有较好的稳定性能,Kp与Ki均应取得大些,同时为避免系统在设定值附近出现振荡,Kd值的选择,若EC值较大时,Kd取较小值。通常Kd为中等大小。
根据专家经验得出各个参数模糊规则表,如表1所示。
表1ΔKp、ΔKi、ΔKd模糊规则控制表

ΔKp/ΔKi/ΔKdECNBNMNSZOPSPMPBENBPB/NB/PSPM/PB/PSZO/NM/NSPM/NM/NMPM/NS/NMNB/ZO/NBNS/ZO/PSNMPB/NB/PSPB/PB/NSPM/NM/NBPS/NS/NMPS/NS/NMZO/ZO/NSZO/ZO/ZONSPB/NS/ZOPM/NB/NSPS/NS/NMZO/NS/NSZO/ZO/NSNS/PS/NSNS/PS/ZOZOPM/NM/ZOPS/NB/NSPS/NS/NSZO/ZO/ZOZO/ZO/ZONS/PS/NSNM/PM/ZOPSPS/NM/ZOPS/NS/ZOZO/ZO/ZONM/ZO/NMNS/PS/NMNM/PM/ZONB/PM/ZOPMPS/ZO/NBPS/ZO/NSPM/ZO/ZOZO/PS/PMNS/PM/PMNM/PB/PSNB/PB/[BPBZO/ZO/PBZO/ZO/PMNS/PS/PMNS/PS/PSNM/PM/PSNB/PB/PBNB/PB/PB
将表1的模糊规则用If-then语句表示,如:
If (E is NB and EC is NB) then ΔKp=PB;
……
编辑好控制规则后,打开规则观察器,观察3个输出语言变量的控制曲面,比例—积分-微分系数调校参数ΔKp、ΔKi、ΔKd的控制曲面如图7所示,观察可以发现整个曲面比较平滑,没有出现90°这叫凹凸,说明系统能实现稳定控制的要求。

修正后PID控制参数为Kp′、Ki′、ΔKd。
Kp′=Kp+ΔKp
(5)
Ki=Ki+ΔKi
(6)
Kd=Kd+ΔKd
(7)
其中,Kp、Ki、Kd为原来的PID控制参数,ΔKp、ΔKi、ΔKd为PID控制参数的修正值。
3 实验验证
将电动机相关参数带入式(1),简化得进给控制系统传递函数为:
(8)
利用MATLAB 2010a Simulink仿真出常规PID控制曲线及模糊PID曲线,如图8所示。
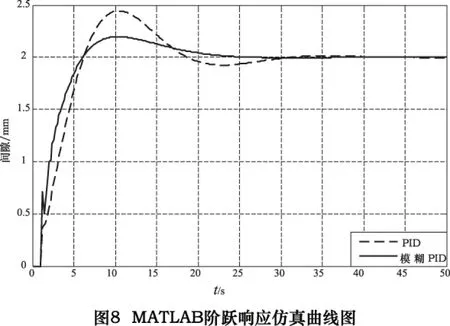
从图8可以看出,基于模糊控制的伺服系统,进给量的控制曲线较为平滑,超调量小,系统稳定性好。同时系统响应的上升时间和调节时间都比传统PID控制短,进给控制系统能很快地达到稳定状态,并且其稳态误差也比传统PID好,结果表明模糊PID控制具有良好的控制性能和鲁棒性。
将伺服控制系统应用实际加工中,与原系统进行比较,得到相关性能参数如表2。
表2本系统与原系统性能参数对比

文中系统原系统对比刀具寿命/min5015提高2.3倍
由表2可知,在本文提出的伺服控制系统下,刀具寿命大大延长,减少了换刀次数,从而有效地提高加工效率。
4 结语
本文提出将模糊PID应用到短电弧加工的伺服进给控制系统,由于模糊控制无需精确的数学模型,通过制定模糊规则就能完成对进给运动控制系统这种具有非线性特征的被控对象进行准确的进给指导。有效地避免机械加工,延长电极使用寿命,大大提高了加工效率。
[1]周碧胜.短电弧切削设备的应用实例及其使用技术规范[C].第十六次全国焊接学术会议论文摘要集,2011,10:317-320.
[2]蒋文萍,王晓远.数控机床自适应模糊位置伺服系统[J].组合机床与自动化加工技术,2004(7):48.
[3]梁云峰,谷凤民,虎恩典,等.基于参数自整定模糊PID控制的抗生素发酵罐温度控制系统[J].制造业自动化,2011(9):66-69,153.
[4]王述彦,师宇,冯忠绪.基于模糊PID控制器的控制方法研究[J].机械科学与技术,2011(1):171-177.
[5]左婷.模糊PID控制中模糊控制规则的获取方法[D].长春:东北师范大学,2010.
[6]Guan X Z, Liu T N, Qu H Q.Application of fuzzy control theory to direct-heating furnace control system [C].Proceeding of the 4th World Congress on Intelligent Control and Automation,Shanghai, 2002:396-399.
[7]Lin Lijun,Wang Hongnan, Li Chuchen. Self-adjusting PID control based on modified grey prediction model [J].Journal of Xi’an University of Engineering Science and Technology,2007, 21(6):818-820.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Short-arc milling based on fuzzy PID control to the feed movement
LIU Yaqi, ZHOU Jianping, XU Yan
(Mechanical Engineering Department, Xinjiang University, Urumqi 830047, CHN)
Short arc processing technology has a prominent influence in the high-speed processing of the super hard, super, high toughness and other difficult materials, but the short-arc processing mechanism is still in the research stage. The traditional control methods cannot solve complex problems which affect the processing efficiency of the discharge gap size, etc. Therefore, this article correct the scale factors through the establishment of adaptive fuzzy controller. By comparing the acquired current value with the set value, pass the output to the servo system and implement feed control movement, to avoid machining electrode even breaking phenomenon. And ultimately achieve high efficiency, low electrode loss purposes. Setting up the mathematical model, compare the fuzzy control system simulation with conditional simulink. Applying the servo control system to actual processing,the contrast experiments show the feasibility and advantages of this method, greatly improve the processing efficiency of short arc.
short arc; fuzzy PID control; servo system; feed movement
TG661
B
10.19287/j.cnki.1005-2402.2016.10.003
柳雅琪,女,1990年生,硕士,研究方向为特种加工技术。
(编辑汪艺)
2016-04-05)
161007
*自治区科技人才培养项目
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
陶瓷学报(2021年4期)2021-10-14
中国交通信息化(2020年4期)2021-01-14
上海交通大学学报(2020年7期)2020-08-03
中国特种设备安全(2019年9期)2019-12-03
中国惯性技术学报(2019年3期)2019-10-15
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2017年3期)2017-06-23
电子制作(2017年22期)2017-02-02
北京航空航天大学学报(2016年4期)2016-02-27
