自动化制曲生产线控制系统的开发
2016-10-14 03:04:59曹敬华刘彬波朱正军陈茂彬
酿酒科技 2016年9期
曹敬华,陈 枫,刘彬波,朱正军,陈茂彬
(1.工业发酵湖北省协同创新中心,湖北工业大学生物工程与食品学院,湖北武汉430068;2.湖北纵横科技有限责任公司,湖北宜昌443008)
自动化制曲生产线控制系统的开发
曹敬华1,陈枫2,刘彬波2,朱正军1,陈茂彬1
(1.工业发酵湖北省协同创新中心,湖北工业大学生物工程与食品学院,湖北武汉430068;2.湖北纵横科技有限责任公司,湖北宜昌443008)
针对自动化制曲生产线高速化、连续化和综合化的生产特点,提供了自动化制曲控制系统的解决方案,提出了基于多传感器检测的PLC控制技术,开发出专业的控制系统软件,旨在推进PLC技术在白酒厂大曲生产自动控制中的应用。
自动化; 制曲; 控制系统
随着企业的快速发展,人工成本的不断增加,制曲工序由劳动密集型的人工操作向机械化、自动化的方向发展[1]。自机械制曲取代人工制曲以来,制曲工业就成为一种连续性生产过程的工业[2]。以往的起初机械式踩曲控制系统采用传统的继电器-接触器控制方式[3],在生产过程中表现出灵活性差、柔性差、故障率高、维修难、可靠性低等不足[4],严重影响了生产的稳定性。
本课题组研发的自动化制曲生产线控制系统,是以PLC(可编程序逻辑控制器)、现场总线控制系统(FCS)和工业控制计算机为基础的开放式综合自动化系统,将计算机技术、数据库技术、信息服务技术等融合为一体,通过对生产线上的驱动电机、物料检测仪、温度仪、称量仪表、流量检测仪等的检测和控制,实现制曲、粉曲生产过程的自动化。
1 控制系统设计思路
1.1系统设计
控制系统采用Profibus现场总线技术,用西门子公司的S7系列可编程控制器作为主控设备,采用当今世界成熟的技术和先进设备,国内一流的自动控制系统。控制系统构架框见图1。
控制中心工程师站主要用来监控所有车间生产状况;控制中心数据库服务器用来存储所有生产数据,以备查询调用,同时还可以为公司生产管理系统平台提供数据;各车间操作站主要用来完成本车间电气设备控制、仪表数据采集、各班组生产报表查询及导出打印。同时,对曲块发酵房、干曲仓的温湿度进行检测,在操作站电脑上集中显示,并将相关数据送至控制中心数据库服务器,进行存档查询。
1.2系统结构
机械化制曲生产线自动控制系统以Ethernet技术和Profibus总线技术为基础,由4个层次构成。
1.2.1现场级
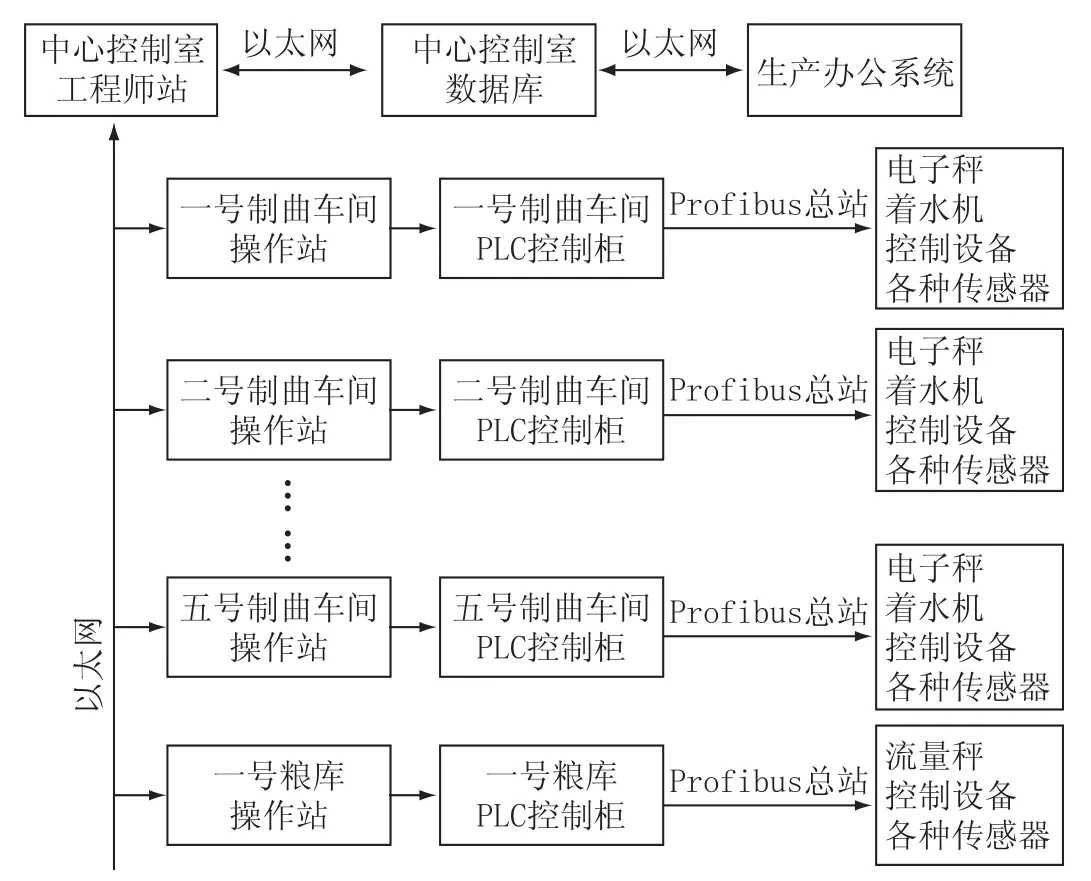
图1 控制系统构架图
现场级主要由现场I/O子站构成,每个现场子站的I/ O模块连接该子系统的I/O设备,包括流量计、压力变送器、电子秤、湿度计、温度计、水分检测仪、电动阀门及各电气设备等。通过通讯模块ET200 M和Profibus总线相连,现场子站主要完成数据的采集和设备的输出控制。
1.2.2控制级
控制级由西门子的PLC 315-2PN构成。PLC是控制的核心,控制算法的实现,数据的双向通讯及总线的诊断等功能都由PLC来实现[5]。它可以通过DP口和Profibus总线连接实现与各现场子站及PC操作站的通讯,同时用MPI口和工程师站通讯。
1.2.3操作和监视级
操作和监视层包括现场各车间操作站和工程师站,是控制系统及控制子系统实现数据监视和设备操作的平台。这些站点可连接在制曲内部工业以太网上,实现数据同时在Profibus总线网络和以太网上通讯[6]。
1.2.4管理级
管理级主要由控制系统数据库服务器构成。该服务器连接在以太网上,主要将控制级的数据向管理级传送,并加以分析整理,与企业管理信息系统连接,使控制系统的信息作为企业管理信息系统的一部分为企业的决策提供依据。
1.3工艺流程
机械化自动化制曲生产线就是将传统的人工粮食净化、润粮、混合、搅拌、压曲、曲饼输送、曲饼发酵、曲饼储存、曲饼初破、曲饼细破、曲粉包装等生产工序用机械化代替,并辅以自动化控制。
2 控制系统软件
2.1登录
当Windows系统启动后,单击桌面的图标进入自动化制曲粉曲控制系统,在此画面上可以完成操作站的所有操作,登陆界面见图2。
进入系统后,操作人员不能直接在电脑上操作电机的启停。必须先打开控制软件中的电机启动按钮,才能控制电机。该设置是为了防止外来人员在画面上恶意操作而发出错误指令,因此操作员离开控制室时,应当取消该按钮。
2.2机电设备控制与状态显示
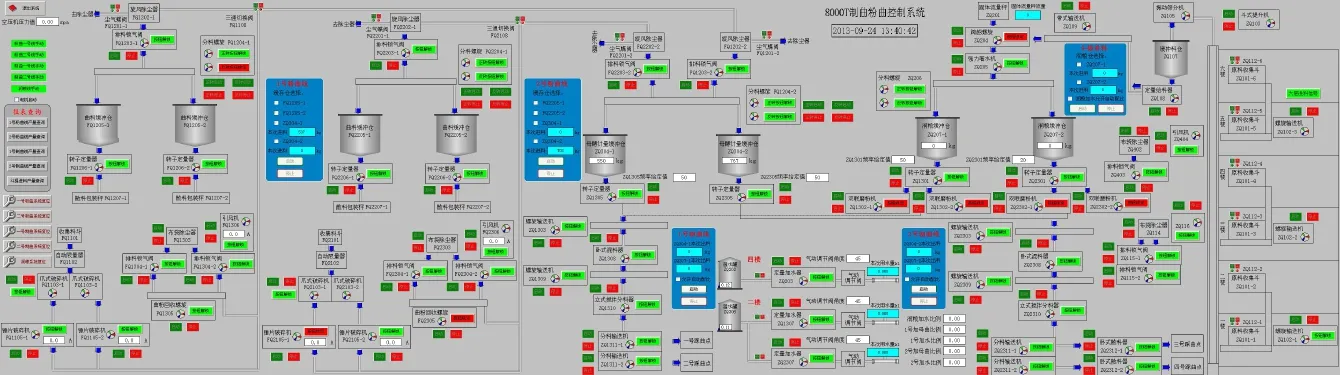
图2 控制系统登陆界面
画面上将同时显示机电的5个属性:电机的名称、运行状态、启停按钮、按钮解锁、过流状态。显示界面见图3。

图3 设备运行状态
电机运行时,画面显示为一个旋转的叶轮;电机停止运行时,画面显示为一个静止的叶轮。当控制柜的控制开关处于自动状态时,可以通过点击画面上的“启动”按钮来控制电机的运行;点击“停止”按钮时,将停止电机的运行。按钮解锁是操作人员可以在现场控制点击停止的,如果按下按钮锁定,变成红色,电机停止运行,按钮解锁显示绿色。如果引风机故障开关没有合上,表示过流,画面上设备字由黑色变成红色,并且一直闪烁。
2.3电动阀门控制与状态显示
本系统采用的是电动阀门,用鼠标点击电动阀门可以转换电动阀门的开关状态,显示界面见图4。红色按钮:单击执行阀门关闭命令,按钮闪烁表示阀门正在执行关闭动作。绿色按钮:单击执行阀门打开命令,按钮闪烁表示阀门正在执行打开动作。

图4 阀门运行状态
2.4现场控制柜状态显示
在主界面的左下角有显示控制柜的手自动控制状态,如图5所示。绿色灯亮时表示启动手动操作状态,红色灯亮时表示启动自动控制状态。
2.5报警提示
在主界面的左上角实时显示空压机的压力值。低于0.4 MPa时,界面弹出红色对话框提醒空压机压力低报警,如图6所示。操作人员必须先打开空压机,直至压力值稳定不再报警时,再开始下一步操作。
图5 手动自动调节
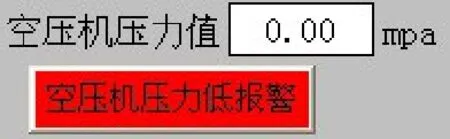
图6 空压机报警提示
如图7所示,料仓设置了粮食进料时的高料位和低料位报警提示,散料包装秤、缓冲料仓有高料位报警提示。此外,系统还配备了以下报警提示功能:空开未就绪报警,电机的空开没合上触发报警;紧急停止报警,电机的现场按钮没有复位触发报警。

图7 料位报警提示
2.6系统复位
如图8所示,在主界面的左边有复位信号按钮,当自动粉曲、制曲或斗提进料自动运行出现内部数据或程序紊乱时,可对下位机PLC系统进行复位重置操作,以使PLC系统恢复正常状态。

图8 系统复位
3 控制系统操作
3.1制曲工序自动控制
用户可以根据实际生产情况选择是否使用磨粉机,设置制曲过程中的加水量和母曲添加比例。在主界面制曲1号线的操作界面选择是否允许自动配比,然后单击“启动”按钮,系统就会按顺序自动打开制曲1号线相对应的电机和阀门;单击“停止”按钮,系统按顺序自动关闭所有的电机和阀门,输送停止,操作界面见图9。停止后,系统会自动记录此次制曲进料的用曲量、用粮量和用水量,供用户在报表查询。
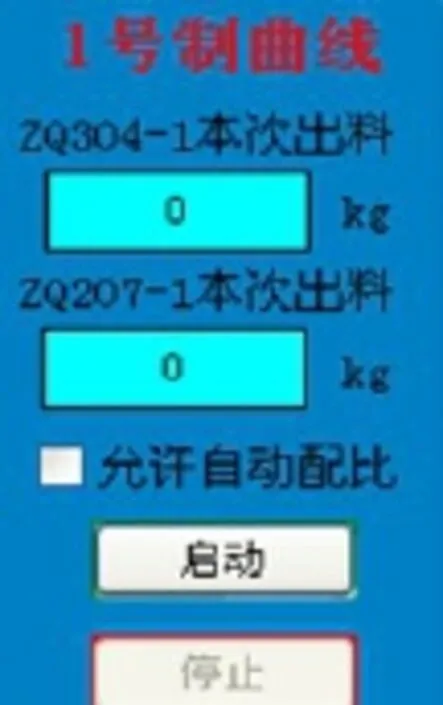
图9 制曲过程的控制
3.2粉曲工序自动控制
如图10所示,在操作界面选择缓存仓,在定量栏输入定量值,用户给定值如果输入为0,则为非定量输送,输入完成后单击“启动”按钮,系统会按顺序自动打开粉曲1号线相对应的电机和阀门,持续运行输送直到输送完成值大于给定值时系统自动停止或者用户单击“停止”按钮时停止输送,系统会自动记录此次粉曲进料的数量,以形成报表供用户查询。

图10 粉曲过程的控制
粉曲线在自动运行的过程中,用户可以随意的切换料仓,但是1次只能选择1个料仓,不能2个料仓同时进料。切换料仓后,系统会自动判断,并关闭之前进料的料仓阀门和电机,然后开启切换后要进料的料仓阀门和电机。进料的给定值输入必须在用户单击“启动”按钮之前输入,当自动运行启动后,用户在切换料仓的过程中不用单击“启动”或“停止”按钮,只需要切换料仓即可。
3.3斗提进料
在操作界面选择润粮仓,输入完成后单击“启动”按钮,系统就会按顺序自动打开斗提进料相对应的电机和阀门,当单击“停止”按钮时,系统按顺序自动关闭所有的电机和阀门,输送停止,操作界面如图11所示。停止后,系统会自动记录此次斗提进料的进粮量和用水量,供用户在报表查询。另外,在自动运行的过程中,用户可以随意切换润粮仓,但是1次只能选择1个料仓,不能2个料仓同时进料。在料仓选择中切换料仓后,系统会自动判断,关闭之前进料的料仓阀门和电机,然后开启切换后料仓的阀门和电机。
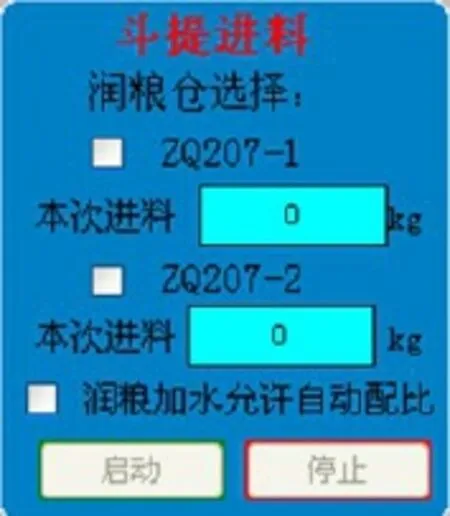
图11 进料过程的控制
3.4自动加水
自动加水的操作界面如图12所示,除了有加水器电机的状态显示,还有2个温水罐液位的显示,可以实时监测水位。另外还可调节气动调节阀的角度,设置加水过程中的用水量和流量计的流速。

图12 自动加水的控制界面
4 控制系统操作
在主界面报表查询界面提供了制曲线产量、粉曲线产量和斗提进料产量的查询,报表查询用于查询系统运行过程中记录的报表数据,查询界面见图13、图14、图15。可以按日期段进行查询,查询的结果可以直接以ExcelFile格式保存到电脑上,单击画面上的“导出”按钮,系统会自动把查询到的结果保存到D:报表ExcelFile文件夹中,ExcelFile保存默认名字是制曲1号线(或粉曲1号线或斗提进料)产量+当天日期。制曲线产量报表主要记录了某个时间的用曲量、用粮量以及用水量;粉曲线产量报表主要记录了料仓产量;斗提进料产量报表主要记录了某个时间料仓的进粮量以及加水器的加水量。

图13 制曲线产量报表

图14 粉曲线产量报表
5 结论

图15 斗提进料产量报表
本文设计开发的控制系统将制曲、粉曲等工艺通过上位机控制与现场控制完全分离技术、无线传感器网络技术、大数据、多屏显示技术及Web信息技术融为一体,开发了以PLC、现场总线控制和工业控制计算机为基础的开放式综合管理系统,实现全过程监测和自动控制,设备控制、过程控制、生产控制与信息管理的“管控一体化”,通过数据共享实现了高度自控,满足自动化制曲生产的控制需求。
[1]葛向阳,徐岩,周新虎,等.应用现代生物技术实现大曲自动化生产的研究[J].酿酒科技,2014(3):1-3.
[2]王跃宣.先进控制策略与软件实现及应用研究[D].杭州:浙江大学,2003.
[3]赵升吨,闫伍超,王二郎,等.JA21-160型机械压力机的PLC控制[J].机床与液压,2000(6):15-19.
[4]张红霞.酿酒专用曲块连续生产测控系统的研究[D].太原:太原理工大学,2010.
[5]宫淑贞,王冬青,徐世许.可编程控制器原理及应用[M].北京:人民邮电山版社,2002.
[6]皮壮行,宫振鸣,李雪华.可编程序控制器的系统设计与应用实例[M].北京:机械工业出版社,2000.
Development of the Control System of Automatic Daqu-Making Production Line
CAO Jinghua1,CHEN Feng2,LIU Binbo2,ZHU Zhengjun1and CHEN Maobin1
(1.Hubei Collaborative Innovation Center for Industrial Fermentation,School of Biological Engineering and Food,Hubei University of Technology,Wuhan,Hubei 430068;2.Hubei 710 Cross Tech Co.Ltd.,Yichang,Hubei 443008,China)
In view of the features of automatic Daqu-making production line such as high-speed,continuous production,and integrated production,the corresponding control system had been developed by PLC control technology based on multi-sensor detection,and the professional control system software had also been developed for the purpose of promoting PLC technology in automatic control of Daqu-making in distilleries.
automation;Daqu-making;control system
TQ925.7;TS262.3;TS261.3
A
1001-9286(2016)09-0089-05
10.13746/j.njkj.2016190
湖北省科技支撑计划(2014BBB005)。
2016-05-31
曹敬华(1986-),男,湖北天门人,硕士,研究方向:酿造工艺及微生物。
陈茂彬,博士,教授,研究方向:酿酒工程。
优先数字出版时间:2016-08-03;地址:http://www.cnki.net/kcms/detail/52.1051.TS.20160803.1021.003.html。
猜你喜欢
食品科学(2023年22期)2023-12-14 12:45:30
科学家(2022年3期)2022-04-11 23:55:49
云南化工(2021年6期)2021-12-21 07:31:18
中国调味品(2021年3期)2021-03-23 04:34:56
酿酒科技(2020年7期)2020-12-19 01:53:51
测控技术(2018年8期)2018-11-25 07:42:28
森林工程(2018年3期)2018-06-26 03:41:04
河南畜牧兽医(2017年12期)2017-11-13 04:05:10
橡塑技术与装备(2016年14期)2016-02-24 22:23:19
湖南农业大学学报(自然科学版)(2015年3期)2015-07-13 02:07:00