中间退火对汽车用5182铝合金板组织和性能的影响
2016-10-12 00:54曹零勇李俊鹏郭富安
材料工程 2016年9期
王 宇,曹零勇,3,李俊鹏,张 华,郭富安
(1 山东南山铝业股份有限公司 国家铝合金压力加工工程技术研究中心,山东 龙口 265713;2北京南山航空材料研究院,北京 100048;3 中南大学 材料科学与工程学院,长沙 410083)
中间退火对汽车用5182铝合金板组织和性能的影响
王宇1,2,曹零勇1,2,3,李俊鹏1,2,张华1,郭富安1,2
(1 山东南山铝业股份有限公司 国家铝合金压力加工工程技术研究中心,山东 龙口 265713;2北京南山航空材料研究院,北京 100048;3 中南大学 材料科学与工程学院,长沙 410083)
采用光学显微镜、扫描电子显微镜、万能力学试验机等测试分析手段,研究中间退火对5182铝合金完全退火态(5182-O)板材组织和性能的影响。结果表明:与未经中间退火的5182-O板材相比,中间退火后的5182-O板材晶粒尺寸过于细小,金属间化合物破碎不充分、尺寸大,弥散析出相数量少;屈服强度、抗拉强度、加工硬化指数和塑性应变比厚向各向异性降低,塑性应变比平面各向异性增大;板材的组织、力学性能和成形性能未获得有效改善和提高。
中间退火;铝合金;显微组织;力学性能;成形性能
随着世界能源危机和环境污染问题日益严重,汽车制造商面临着节能减排的重大课题。汽车轻量化是解决这一难题的有效途径,选择使用轻量化材料是获得车身减重的重要手段。轻质、高强、可焊接的铝合金经过多年的研究和发展,已成功应用于汽车的车身、底盘、悬挂件等零部件的生产制造[1,2]。其中,5182铝合金具有强度、塑性和成形性能的完美结合,是轻量化汽车车身内板的首选材料,已广泛应用于日本、欧美等汽车品牌[3-5]。
汽车车身内板采用冲压工艺成形,要求板材具备良好的塑性变形能力和加工硬化能力,以保证部件成形并具备较高的强度。5182铝合金是不可热处理强化合金,组织的调控和性能的改善主要受控于生产过程的加工环节。大量的研究工作[6-9]揭示了均匀化退火、热轧、冷轧、完全退火等工艺环节对5182铝合金组织和性能的影响,而对中间退火热处理的研究见诸报道的较少,且观点不一致。高家诚等[10]指出中间退火对5182铝合金带材的强度和塑性有重要影响,降低中间退火的温度可以提高合金的抗拉强度和屈服强度,伸长率小幅升高;而Liu等[11]的工作表明中间退火没有改善合金的力学性能和成形性能;因此,本工作将通过比较经中间退火和未经中间退火的两种5182铝合金板材在完全退火态下的显微组织、力学性能和成形性能,旨在阐明中间退火工艺的作用和影响,为开发性能更加优良的5182汽车用铝合金提供依据。
1 实验材料与方法
实验材料是由国内某生产厂家提供的5182铝合金,其化学成分(质量分数/%)为Si≤0.12, Fe≤0.30, Cu≤0.1, Mn 0.42, Mg 4.7, Cr≤0.05, Zn≤0.05, Ti≤0.04, Al余量,其生产工艺流程如图1所示。

图1 5182铝合金板材生产工艺流程图Fig.1 Process flow diagram of 5182 aluminum alloy sheet
实验样品取自上述板材的中间过程和成品。CO1为经中间退火后再完全退火的板材,CO2为未经中间退火经完全退火的板材。金相显微组织观察用样品取自于平行轧制方向的侧面,经打磨、抛光后在4.5%(体积分数,下同)的HBF4溶液中阳极氧化1min或在0.5%HF溶液中浸蚀30s,采用ZEISS Imager·M2m型光学显微镜分别观察显微组织和析出相;采用ZEISS EVO18型扫描电子显微镜(SEM)观察金属间化合物,工作电压为20kV,并利用Image-Pro Plus图像处理软件和Minitab统计分析软件统计化合物的数量和尺寸;拉伸实验在WDW-100B型万能试验机上完成。
2 实验结果
2.1组织分析
2.1.1显微组织
图2所示为5182铝合金板材在不同生产环节的金相显微组织。图2(a)所示为热轧板坯的显微组织,由于终轧温度控制在350℃左右,板坯在打卷后发生自退火,显微组织呈现为再结晶组织。图2(b)所示为2.5mm厚冷轧板坯的显微组织,呈现拉长的纤维状,是典型的变形组织。冷轧板坯经过320℃/2h中间退火热处理后,纤维状变形组织被近似等轴的再结晶组织所替代,如图2(c)所示。
图3所示为CO1和CO2板材的金相显微组织。由图3可见,两种板材在退火后均发生了充分再结晶,晶粒细小均匀且近似等轴;但二者的晶粒大小存在差别,采用截点法对每种板材的5个视场进行计数统计后,计算出CO1板晶粒的平均截距为12μm,而CO2板的平均截距为14μm。
2.1.2金属间化合物
金属间化合物的SEM照片如图4所示。对比图4(a)和图4(b),发现CO1板显微组织中存在部分未能完全破碎而被保留下来的粗大金属间化合物,尺寸为10~15μm;CO2板显微组织中的化合物破碎较为彻底,绝大多数尺寸小于3μm,仅有少量颗粒的尺寸在3~10μm之间。为定量比较两种板材中粗大金属间化合物尺寸的差异,利用Minitab软件统计分析了尺寸大于3μm的化合物粒子并绘制粒子尺寸的分布图和拟合曲线,如图5所示。由图5可见,在计数范围内,两种板材显微组织中的化合物尺寸均呈现高斯分布,但CO2板中化合物的平均尺寸较小、分布较为集中,而CO1板中的化合物平均尺寸较大、分布较为离散。
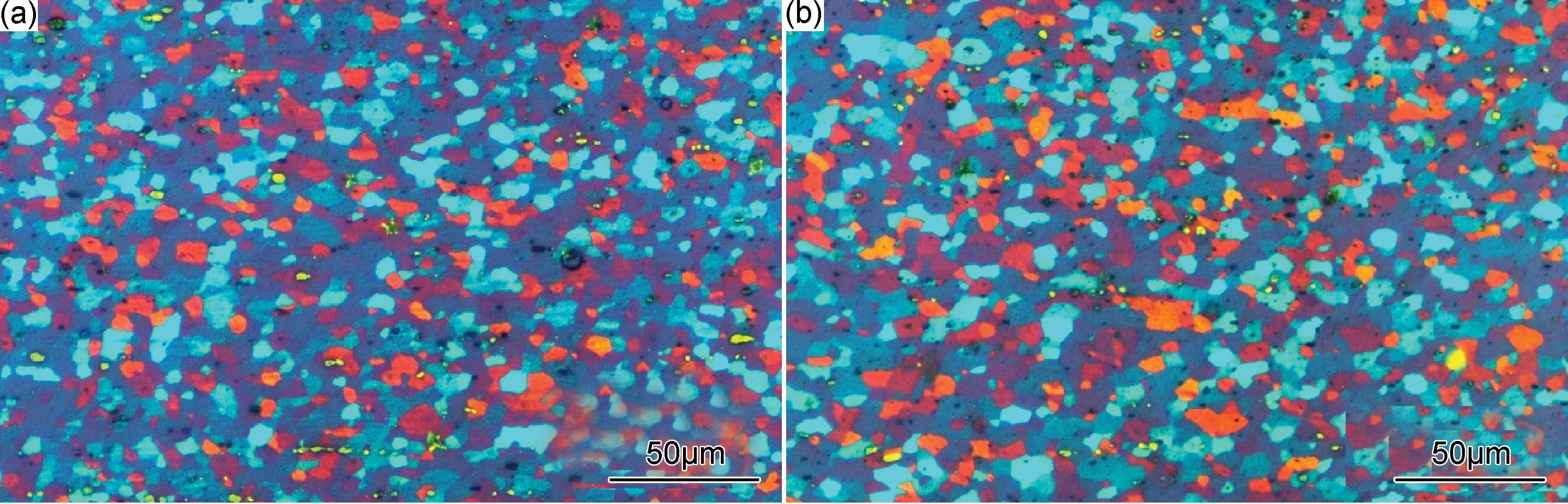
图3 CO1(a)和CO2(b)的金相显微组织Fig.3 Microstructures of samples CO1 (a) and CO2 (b)

图4 CO1(a)和CO2(b)完全退火组织中的金属间化合物SEM照片Fig.4 SEM images of intermetallic compounds of samples CO1 (a) and CO2 (b) in microstructures as full annealed state

图5 金属间化合物尺寸分布 (a)直方图;(b)拟合图Fig.5 Length distribution of intermetallic compounds (a)histogram;(b)fitting figure
2.1.3弥散析出相
图6所示为光学显微镜下观察到的CO1和CO2板完全退火组织中析出相的形貌、尺寸、数量及分布。对比图6(a),(b),发现两种组织中析出相的形貌和尺寸较为相似且都均匀弥散地分布于基体中,但在数量上存在显著差别,CO2板析出相的密度明显高于CO1板,电阻率测试结果显示CO2板为31.51Ω·mm2·m-1,CO1板为33.04Ω·mm2·m-1,表明CO2板的固溶度低于CO1板,与图6所示结果相吻合。
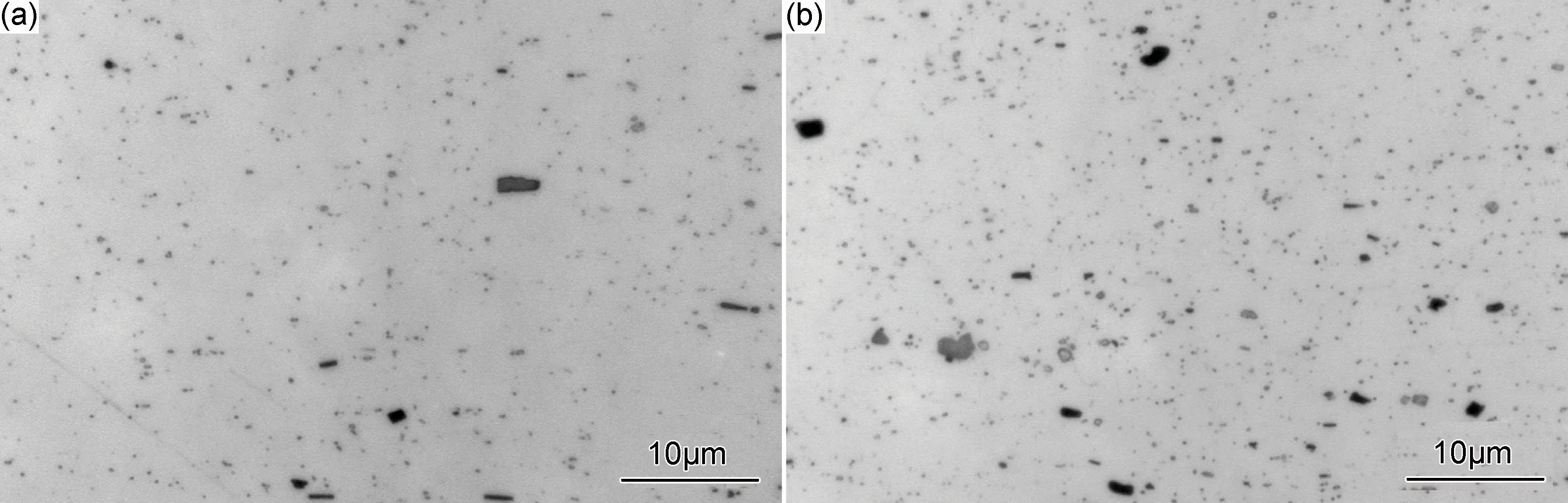
图6 CO1(a)和CO2(b)完全退火组织中的弥散析出相Fig.6 Dispersoids of samples CO1 (a) and CO2 (b) in microstructures as full annealed state
2.2拉伸力学性能
CO1板和CO2板在室温下的拉伸力学性能如图7所示。由图7可见,CO1板和CO2板在0°,45°,90° 3个方向上的抗拉强度(Ultimate Tensile Strength,UTS)与屈服强度(Yield Strength,YS)呈现相同的变化趋势,在0°方向的强度最高,而在45°方向的强度最低,并且CO1板的强度值在3个方向上均低于CO2板,二者的抗拉强度相差5~7MPa,屈服强度相差7~10MPa。然而,两种板材的断后伸长率则呈现出不同的变化趋势,CO1板的伸长率在45°方向最大、0°方向最小;CO2板同样在0°方向的伸长率最小,但在90°方向具有最大伸长率。此外,对两种板材的断后伸长率比较后发现,CO1板在0°和90°方向上低于CO2板,在45°方向上高于CO2板。
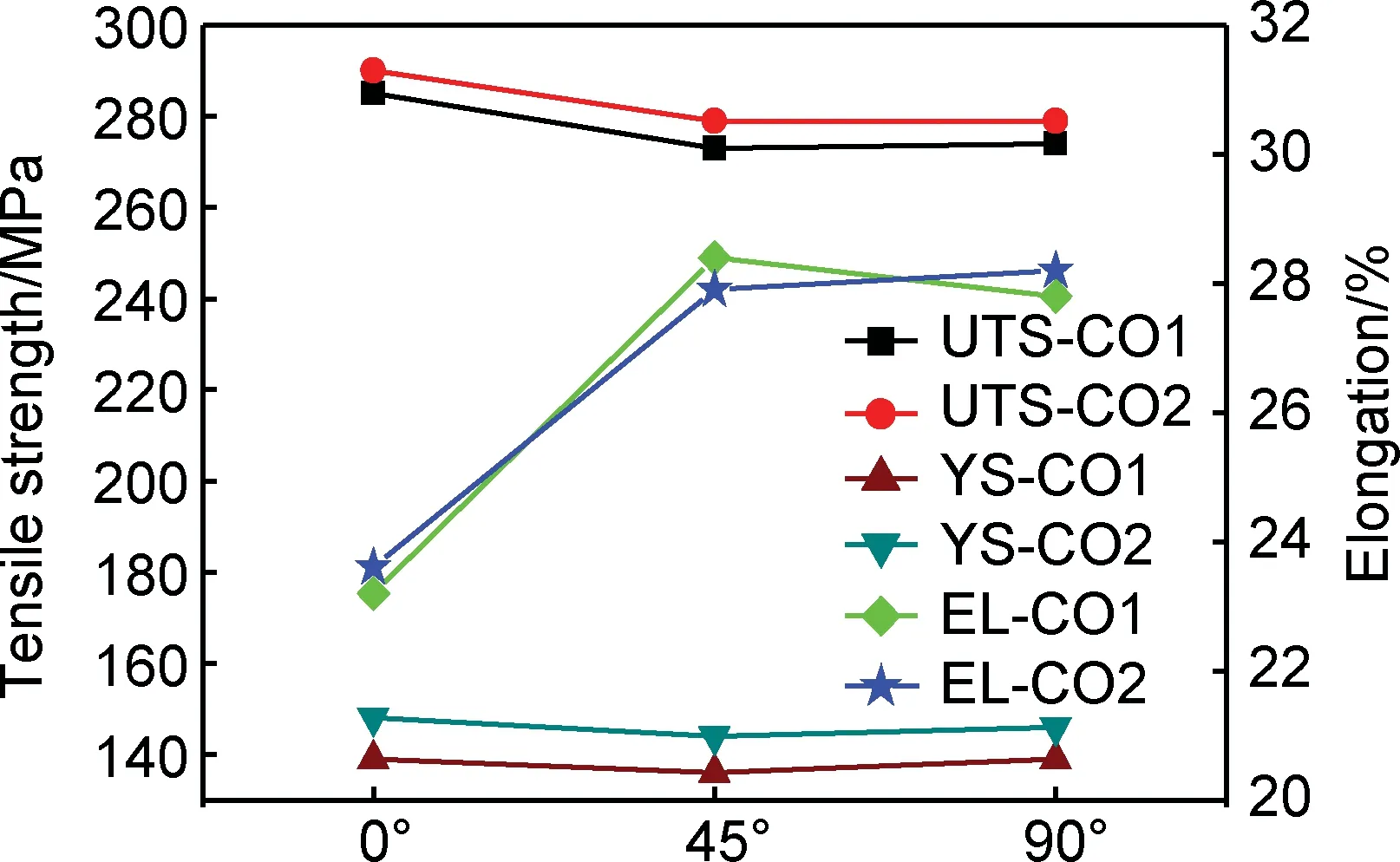
图7 CO1板和CO2板的拉伸力学性能Fig.7 Tensile property of CO1 and CO2 sheets
2.3成形性能
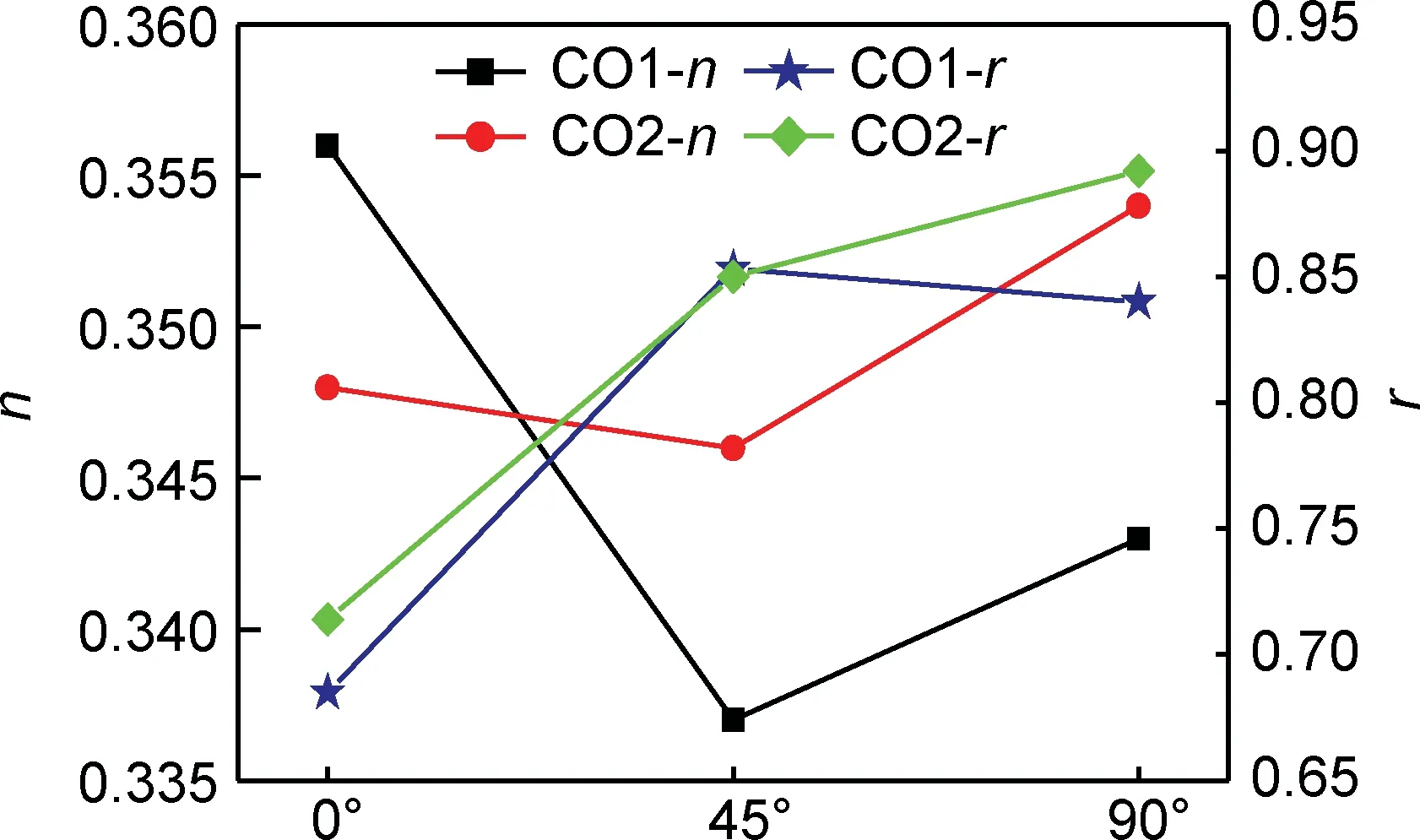
图8 CO1板和CO2板的加工硬化指数与塑性应变比Fig.8 Working-hardening exponent and plastic strain ratio of CO1 and CO2 sheets
图8为CO1板和CO2板在3个方向上的加工硬化指数(n)和塑性应变比(r)的实验结果。其中,CO1板的n值随取样方向的变化较为剧烈,0°方向最大,45°方向最小;CO2板的n值在3个方向相差较小,90°方向数值略高于0°和45°方向;对比两种板材的n值,CO1板在0°方向高于CO2板,其余两个方向不及CO2板。此外,两种板材的r值在3个方向上变化趋势不同,CO1板在0°方向最小,45°方向最大,90°方向稍有下降,而CO2板的r值在0°,45°,90°3个方向上的数值依次上升,且对比两种板材的r值可以看出二者之间区别不大,仅在90°方向上相差约0.05。
3 分析讨论
3.1中间退火对显微组织和金属间化合物的影响
根据图3所示的实验结果,经过中间退火处理的CO1板具有更细小均匀的晶粒,而未经中间退火处理的CO2板晶粒尺寸略大,这与Li等[4]获得的实验结果相一致。产生上述结果的可能原因归为两类,即原始晶粒尺寸和变形储存能对再结晶过程的影响。变形前的原始晶粒越细小,原有大角度界面越多,为再结晶晶核的形成增加了可能位置而提高了形核率,根据约翰-梅厄方程[12],再结晶后可获得更加细小的晶粒尺寸。另外,再结晶是一个形核和长大的过程,其驱动力来源于加工变形时的储存能[13],中间退火热处理使得部分变形储存能得以释放,降低了再结晶晶粒生长的驱动力,从而获得细小的晶粒组织。在本工作中,经过中间退火处理的CO1板发生再结晶(如图2(c)所示),相对于未经中间退火的CO2板(如图2(a)所示),CO1板具有更小的原始晶粒和更低的变形储存能,因此在完全退火态下呈现出更细小均匀的晶粒组织。然而在5182合金汽车板生产中并非晶粒越小越好,因为吕德斯带效应随晶粒尺寸减小而加剧的事实已被多人证实[5,14],为避免合金在拉伸变形过程中表面出现吕德斯带而影响美观,合金的晶粒尺寸应控制在25μm以上。
图4和图5显示了CO1和CO2板金属间化合物的形貌与尺寸分布,数据显示CO1板加工变形后化合物破碎的程度不及CO2板,相似的结果见于Li等[4]的工作。金属间化合物的破碎程度与基体的内应力水平相关[15],随着冷变形量的增加,基体的内应力水平升高,粗大化合物更容易破碎。在本工作中,CO1板在中间退火后的冷变形量为68%,未经中间退火的CO2板的冷变形量为85%,在其他条件不变的情况下,CO1板因较小的变形量而产生较小的晶格畸变,具有较低的形变储存能,内应力水平低而使化合物粒子受力减小,压溃程度下降,导致尺寸较大的化合物残留在基体中。大量的研究工作表明[15,16],粗大化合物会影响合金的成形性能,导致成形困难,成品率低,因此在汽车板生产过程中应尽可能使金属间化合物充分破碎。
3.2中间退火对力学性能和成形性能的影响
5系铝合金的晶粒尺寸与屈服强度之间遵循Hall-Petch关系,即晶粒越细小,合金的屈服强度越高[5,17]。然而,本工作的实验结果显示,CO2板在完全退火态下的晶粒尺寸比CO1板大2μm,同时强度也比后者高7~10MPa,这似乎是反Hall-Petch关系。但需要指出的是,根据图6所示的结果,5182合金的第二相粒子包含Al6(Fe, Mn)相和Mg2Al3相,两种粒子都能钉扎位错的运动,起到弥散强化的作用[7,11]。中间退火热处理使合金的冷变形量减小,降低了板材中储存的应变能,使第二相粒子析出驱动力削弱,从而减少了弥散析出相的数量。
加工硬化指数n值是合金成形性能优劣的重要指标之一,n值越高表明合金抵抗不均匀变形的能力越大,合金越不容易失稳断裂,因此在汽车板生产中希望获得尽可能大n值的合金以保证材料在冲压过程中成形。在本工作中,CO1板和CO2板在3个方向上具有不同的n值,总体变化趋势与强度变化相似而与伸长率变化趋势相反,且CO2板的n值在45°和90°方向上略高于CO1板,可见中间退火不能改善5182铝合金的加工硬化性能。


表1 CO1和CO2板塑性应变比的厚向各向异性和平面各向异性
4 结论
(1)经中间退火处理的板材比未经中间退火处理的板材具有更加细小的晶粒组织,拉伸后容易在表面产生吕德斯带。
(2)经中间退火处理的板材具有较小的冷变形量,内应力水平降低使金属间化合物受力减小,在变形过程中破碎程度降低。
(3)经中间退火处理的板材降低了第二相析出的驱动力,弥散析出相数量少,屈服强度和抗拉强度均低于未经中间退火处理的板材。
(4)在本工作的工艺条件下,相比未经中间退火处理的板材,经中间退火处理的板材具有较低的加工硬化值和较小的塑性应变比,对于提升合金的成形性能作用有限。
[1]MILLR W S, ZHUANG L, BOTTEMA J, et al. Recent development in aluminum alloys for the automotive industry[J]. Materials Science and Engineering: A, 2000, 280(1): 37-49.
[2]王孟君,黄电源,姜海涛. 汽车用铝合金的研究进展[J]. 金属热处理, 2006, 31(9): 35-39.
WANG M J, HUANG D Y, JIANG H T. Research progress of aluminum alloys for the automotive industry[J]. Heat Treatment of Metals, 2006, 31(9): 35-39.
[3]RATCHEVAY P, VERLINDEN B, Van HOUTTEA P, et al. Hot ductility of an Al-4wt.%Mg-0.5wt.%Cu alloy[J]. Materials Science and Engineering: A, 1997, 222(2): 189-196.
[4]LI S Y, KANG S B, KO H S. Effect of intermediate annealing on texture evolution and plastic anisotropy in an Al-Mg auto-body alloy[J]. Metallurgical and Materials Transactions A, 2000, 31(1): 99-107.
[5]NURGER G B, GUPTA A K, TEFFERY P W, et al. Microstructural control of aluminum sheet used in automotive applications[J]. Materials Characterization, 1995, 35(1): 23-39.
[6]LI S Y, KANG S B, KO H S. Texture and plastic anisotropy of Al-Mg-0.3Cu-1.0Zn alloys[J]. Scripta Materialia, 1997, 37(4): 411-417.
[7]LI Y J, ZHANG W Z, MARTHINSEN K. Precipitation crystallography of plate-shaped Al6(Mn, Fe) dispersoids in AA5182 alloy[J]. Acta Materialia, 2012, 60(17): 5963-5974.
[8]WEN W, MORRIS J G. The effect of cold rolling and annealing on the serrated yielding phenomenon of AA5182 aluminum alloy[J]. Materials Science and Engineering: A, 2004, 373(1-2): 204-216.
[9]王孟君,黄电源,姜海涛,等. 退火对汽车用5182铝合金板材组织与性能的影响[J]. 金属热处理, 2007, 32(9): 18-20.
WANG M J, HUANG D Y, JIANG H T, et al. Influence of annealing process on microstructure and properties of 5182 aluminum alloy sheet for automobile[J]. Heat Treatment of Metals, 2007, 32(9): 18-20.
[10]高家诚,陈志强,明文良. 中间退火工艺对5182铝合金带材性能的影响[J]. 材料热处理学报,2009,30(3): 146-149.
GAO J C, CHEN Z Q, MING W L. Effects of annealing process on properties of 5182 aluminum alloy strips[J]. Transactions of Materials and Heat Treatment, 2009, 30(3): 146-149.
[11]LIU W C, MORRIS J G. Effect of pre-treatment on recrystallization and recrystallization textures of cold rolled CC AA 5182 aluminum alloy[J]. Materials Science and Engineering: A, 2003, 363(1-2): 253-262.
[12]胡赓祥,蔡珣,戎咏华. 材料科学基础[M]. 上海: 上海交通大学出版社, 2006.66-68.
HU G X, CAI X, RONG Y H. Fundamentals of Materials Science[M].Shanghai: Shanghai Jiao Tong University Press, 2006.66-68.
[13]舒龙卫,毛卫民,冯惠平,等. 冷轧低压电子铝箔退火加热过程中的再结晶和晶粒长大[J]. 中国有色金属学报, 2002, 12(增刊1): 178-182.
SHU L W, MAO W M, FENG H P, et al. Recrystallization and grain growth during annealing of cold rolled low voltage electronic aluminum foil[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(Suppl 1): 178-182.
[14]FORTES M A. Constitutive equations for inhomogeneous plastic flow and application to Luder’s band propagation[J]. Journal of Materials Science, 1984,19(5): 1496-1504.
[15]MOULIN N, PARRA-DENIS E, JEULIN D, et al. Constituent particle break-up during hot rolling of AA 5182[J]. Advanced Engineering Materials, 2010, 12(1-2): 20-29.
[16]HAMERTON R, CAMA H, MEREDITH M W. Development of the coarse intermetallic particle population in wrought aluminum alloys during ingot casting and thermo-mechanical processing[J]. Materials Science Forum, 2000, 331-337: 143-154.
[17]LLOYD D J, COURT S A. Influence of grain size on tensile properties of Al-Mg alloys[J]. Materials Science and Technology, 2003, 19(10): 1349-1354.
[18]CHOI S H, CHOI J K, KIM H W, et al. Effect of reduction ratio on annealing texture andr-value directionality for a cold-rolled Al-5% Mg alloy[J]. Materials Science and Engineering: A, 2009, 519(1-2): 77-87.
Effect of Intermediate Annealing on Microstructure and Property of 5182 Aluminum Alloy Sheet for Automobile
WANG Yu1,2,CAO Ling-yong1,2,3,LI Jun-peng1,2,ZHANG Hua1,GUO Fu-an1,2
(1 National Engineering Research Center for Plastic Working of Aluminum Alloys,Shandong Nanshan Aluminum Co.,Ltd.,Longkou 265713,Shandong,China;2 Beijing Nanshan Institute of Aeronautical Materials,Beijing 100048,China;3 School of Materials Science and Engineering,Central South University,Changsha 410083,China)
Effect of intermediate annealing on the microstructure and properties of 5182 aluminum alloy sheet with full annealed state (5182-O) was investigated by means of optical microscope, scanning electron microscope and universal testing machine. The results indicate that compared with 5182-O sheet without intermediate annealing, 5182-O sheet with intermediate annealing possesses too fine grain size, intermetallic compounds not broken enough, larger size intermetallic particles, less dispersed phase. Yield strength and ultimate tensile strength, work hardening exponent and normal anisotropy of plastic strain ratio decrease but planner anisotropy of plastic strain ratio increases. The mechanical properties and forming ability of 5182-O aluminum alloy sheet and its microstructure are not improved significantly after intermediate annealing.
intermediate annealing;aluminium alloy;microstructure;mechanical property;forming ability
10.11868/j.issn.1001-4381.2016.09.012
TG146.2+1
A
1001-4381(2016)09-0076-06
2014-12-01;
2016-03-27
曹零勇(1984-),男,博士,从事汽车用高性能铝合金板材研究,联系地址:北京市海淀区车公庄西路19号外文文化创意园8号楼三层(100048),E-mail:lingyongcao@163.com
猜你喜欢
有色金属科学与工程(2021年1期)2021-03-04
中成药(2019年12期)2020-01-04
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
国际木业(2016年4期)2017-01-15
凿岩机械气动工具(2016年3期)2016-03-01
国际木业(2016年6期)2016-02-28
印制电路信息(2015年6期)2015-12-30