
动态轻压下改善帘线钢中心偏析①
2016-09-23 08:44徐国庆谭建平冀秀梅葛秀欣
现代冶金 2016年4期
徐国庆, 谭建平, 冀秀梅, 葛秀欣
(1.江阴兴澄特种钢铁有限公司,江苏 江阴 214400; 2. 中冶京诚工程技术有限公司,北京 100176)
动态轻压下改善帘线钢中心偏析①
徐国庆1, 谭建平1, 冀秀梅1, 葛秀欣2
(1.江阴兴澄特种钢铁有限公司,江苏 江阴214400; 2. 中冶京诚工程技术有限公司,北京100176)
介绍了帘线钢的连铸轻压下试验及对比数据,找出了最佳轻压下参数,以改善连铸坯内部疏松及偏析,最终改善帘线钢盘条的偏析。
帘线钢; 连铸坯; 碳偏析指数; 拉拔
引 言
江阴兴澄特种钢铁有限公司布局品种结构调整,改造完成一条7机7流方圆坯连铸机,方坯主要规格为200 mm×200 mm、240 mm×240 mm,生产的主要品种有轴承钢、帘线钢、管坯钢、弹簧钢等,该连铸机由中冶京诚工程技术有限公司设计,配备了液面自动控制、液压振动、电磁搅拌、轻压下等功能。
帘线钢盘条用于生产子午轮胎橡胶骨架帘线、胶管钢丝过程中,盘条需经过粗拉、中拉、湿拉共几十道次拉拔,产成直径0.15~0.38 mm的黄铜细丝, 再经过捻股而成[1]所需产品。生产过程对钢的纯净度、组织和性能有很高要求,盘条表面缺陷和内部缺陷都会导致拉拔或捻股时断丝。高碳钢盘条断裂问题前人已分析较多[2~5],连铸坯内部偏析是盘条粗拉断丝的主要原因。
1 轻压下试验
1.1试验条件
连铸机条件为:连铸机为R12 m全弧形,连续矫直,连铸坯断面为240 mm×240 mm;采用全封闭无氧化保护浇注、结晶器液面自动控制、二冷气雾冷却、(M + F) - EMS复合式电磁搅拌、液面自动控制、末端轻压下等技术。
主要工艺参数:试验钢种SWRH82A,化学成分如表1所示;拉速1.0 m /min;二冷比水量0. 4 L /kg;钢水过热度20~35 ℃;轻压下总压下量11 mm;结合不使用轻压下连铸坯作对比试验,机架位置分布如表2所示。

表1 SWRH82A化学成分/%

表2 机架位置分布
1.2试验过程
开浇后待连铸坯进入拉矫机时开始进行辊缝标定,测出每个机架辊缝后,先给每个机架设定固定压下量,采集压力传感器压力反馈信息,并及时统计分析连铸坯内部凝固情况,结合凝固传热模型的在线计算结果,设置分配好的压下量。
试验过程中分别安排取对比试验纵剖样,样长600 mm,进行纵剖样低倍及间隔2 cm钻样分析,如图1所示。

图1纵剖样取样示意图
1.3压下位置
经多年研究,目前一致认为,中心偏析和疏松发生在凝固末端的液固两相区内。凝固末端两相区如图2所示。

图2 连铸坯凝固末端两相区示意图
采用中心固相率(fs)来划分两相区分布,由图2可知,从fs=0到fs=1处,钢液的杂质元素含量越来越大。q2区内由于固相率小,流动阻力小,凝固收缩可以通过左端非浓化钢液的流动来补偿。q1区内凝固收缩可得到q2区内浓化钢液的补充,但由于在q1内固相率较大,流动阻力变大,补充不充分。而在p区内残余浓缩钢液被枝晶网封闭起来,凝固收缩时将得不到q1区钢液的补充。因此,q2区流动将不会造成中心偏析的形成,反而均匀了该区内的溶质分布。q1区的收缩形成的负压将导致富集杂质元素钢液的集中,从而促进中心偏析的形成。p区的凝固收缩因没有钢液的补充将形成疏松。经分析确定,本试验的压下位置中心固相率fs为0.3~0.85。
2 结果及讨论
2.1轻压下对偏析的影响
从所取的纵剖样低倍图来看,未使用轻压下明显存在中心线偏析,并且存在小缩孔。而使用轻压下的中心线偏析消失,但也有小缩孔,这说明后面的补缩压下量还不足,可以考虑后面机架加大压下量。同时连铸坯低倍试样四边未发现任何皮下裂纹,试样未见中间裂纹,说明压下率选择合理。使用轻压下的纵剖样低倍如图3所示,未轻压下的纵剖样低倍如图4所示。

图3 使用轻压下的纵剖样低倍图

图4 未轻压下的纵剖样低倍图
通过对纵剖样低倍中心线钻样分析,得出碳偏析指数。其定义为CSI=Ci/Co,其中CSI为碳偏析指数,Ci为取样点的分析成分,Co为熔炼成分。图5为两纵剖样中心线碳偏析分布情况,可见使用轻压下的明显优于未轻压下的,使用轻压下的碳偏析指数在0.93~1.08之间,而未轻压下的碳偏析指数在0.83~1.29之间。

图5 碳偏析指数对比
2.2过热度对偏析的影响
连铸过热度是保证连铸产量和连铸坯质量的关键工艺参数之一,在生产中如果连铸钢水过热度太低,水口易发生堵塞甚至冻结;而连铸钢水过热度太高,则使连铸坯中心偏析加重,甚至诱发拉漏事故,或者因形成的坯壳较薄而出现裂纹,并使柱状晶得到发展。因此,连铸钢水的过热度直接影响钢水凝固情况,进而影响凝固后的连铸坯表面质量、初生坯壳生长的均匀性以及连铸坯的内部质量。但统计分析得出,帘线钢生产过热度控制在20~35 ℃内,连铸坯碳偏析指数没有明显变化,如图6所示。
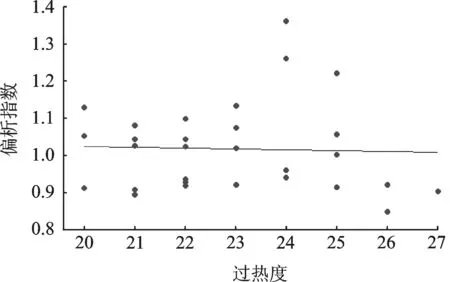
图6 偏析指数与过热度的关系
2.3凝固末端位置确定
待连铸坯进入拉矫机后给每个机架相同的压力进行辊缝标定,目的是为消除机架的机械间隙,准确给定压下量。标定结束后先给每个机架设定固定压下量,采集压力传感器压力反馈,具体数值如表3所示。根据压力反馈基本可以判断出第8机架为连铸坯凝固末端位置。
3 结束语
(1)压下量为11 mm,其碳偏析指数为0.93~1.08之间,并且未见中间裂纹。而不使用轻压下其碳偏析指数为0.83~1.29之间,可见轻压下改善中心偏析效果良好。

表3 压力反馈
(2)过热度控制在20~35℃内,连铸坯碳偏析指数没有明显变化。
(3)通过压力反馈可以得知连铸坯凝固情况,设置合适压下量等关键参数进行凝固末端轻压下。
[1]殷瑞钰.钢的质量现代进展[M].北京:冶金工业出版社.1995.
[2]夏木阳,刘建平.非金属夹杂物对钢丝性能的影响[J].金属制品,2001,27(1):44.
[3]程德朝,孙玉强,石成刚.优质高碳钢线材中夹杂物研究[J].金属制品,2005,(5):33—36.
[4]文辉,李长荣。中高碳钢线材中非金属夹杂物控制技术[J].金属制品,2009,(5):53—56.
[5]郭大勇,马成,洪树利,等.过共析钢中TiN夹杂形成热力学分析[J].金属制品,2010,(5):56—58.
2016-05-18
徐国庆(1970—),男,高级工程师。电话:13961681329
TF777.4; TG142.1
猜你喜欢
轮胎工业(2022年8期)2022-09-01
轮胎工业(2022年4期)2022-07-20
轮胎工业(2022年2期)2022-07-19
昆钢科技(2022年1期)2022-04-19
矿冶工程(2022年1期)2022-03-19
天然气工业(2020年1期)2020-04-10
四川冶金(2019年5期)2019-02-18
山东工业技术(2019年1期)2019-02-08
新疆钢铁(2015年3期)2015-11-08
冶金与材料(2015年5期)2015-08-20
