
板坯连铸机引锭杆系统装入方式设计选择浅析①
2016-09-23 08:42汤录成王季肖
现代冶金 2016年4期
汤录成,王季肖
(1.陕西省机械研究院,陕西 咸阳 712000;2.中钢集团西安重机有限公司, 陕西 西安 710201)
板坯连铸机引锭杆系统装入方式设计选择浅析①
汤录成1,2,王季肖2
(1.陕西省机械研究院,陕西 咸阳712000;2.中钢集团西安重机有限公司, 陕西 西安710201)
简述了板坯连铸机设备的上下装引锭杆系统结构。通过对引锭杆装入方式、结构、性能特点进行分析,提出了引锭杆装入方式的设计选择遵循原则,对今后方坯和板坯连铸机引锭杆系统设计具有一定指导价值。
板坯连铸机; 引锭杆; 设计选择
引 言
连铸机机械设备一般包括浇钢设备、连铸本体设备、切割区域设备、引锭杆装置、出坯设备和后部精整设备、中间罐及连铸本体机械维修设备[1]。引锭杆装置由引锭杆、脱锭装置、引锭杆收集及输送设备、引锭杆卷扬提升装置组成[2]。当引锭杆被安装在浇注平台上,使用引锭杆卷扬提升装置提升时,可起到自动脱锭的功能。引锭杆由引锭头、引锭杆本体和辊缝检测器组成,引锭杆用于堵塞结晶器底部,使最先注入结晶器内的钢水快速凝固,且与引锭杆头连成一体,然后在扇形段驱动辊的驱动下,把带着连铸坯的引锭杆连续不断地拉出连铸机;脱锭装置用来将引锭杆和连铸坯分离,大多设置在连铸机本体的最后一个扇形段(或送尾坯辊)与切割前辊道之间;引锭杆卷扬提升装置设置在浇注平台上,当拉着连铸坯的引锭杆尾部到达出坯辊道提升装置提升钩爪的指定位置时,提升装置钩着引锭杆与板坯同步运行,到一定时刻自动脱锭,然后快速提升,将引锭杆提升到规定高度并自动交接到引锭杆运输车中链式输送机的钩爪上,由该钩爪再将引锭杆运送到输送车上待用;引锭杆运输装入车设置在浇注平台上,它的功能是平时存放引锭杆,需要时将车开到连铸机结晶器上方,利用车上的链式输送机将引锭杆送到结晶器中,装备先进的连铸机引锭杆运输装入车还配置了引锭杆头密封用填料自动加入装置,而引锭杆收集及输送设备分为下装引锭杆系统和上装引锭杆系统。
1 上下装引锭杆系统结构简介
下装引锭杆系统是从出坯辊道进入连铸机,由结晶器下方送入结晶器中;上装引锭杆系统是从浇注平台上经结晶器上方送入结晶器中。
1.1下装引锭杆系统结构简介
下装引锭杆系统由引锭杆、脱锭装置、引锭杆对中及存放装置等组成。下装引锭杆存放装置位于切头搬出装置后或切割机上方,即通常所说的离线式和在线式两类,每类都有很多种结构形式,如图1所示是离线的下装引锭杆存放装置,生产中使用的较多。在线式引锭杆存放装置因受到连铸坯的烘烤,其下方的辊道维修不方便,新设计的板坯连铸机已不再采用。
离线的下装引锭杆存放装置一般布置在切头搬出装置后,送引锭杆时必须要等到连铸坯及坯尾切割完毕后,且切割辊道和切割后辊道上无板坯时才能将引锭杆送入,因此连铸机在尾坯封顶后要等待很长时间才能将引锭杆送入,送引锭速度为5~6 m/min。适用于产量小、作业率较低、炉子小的连铸机。

1.引锭杆;2.升降斜桥;3.固定斜桥;4.升降装置;5.拖动装置;6.走台支架;7.脱锭装置图1 下装式引锭杆装置
1.2上装引锭杆系统结构简介
上装引锭杆系统主要由引锭杆、脱锭装置(也可不包括该单机)、引锭杆卷扬提升装置、引锭杆运输装入车等设备构成,如图2所示。引锭杆的板坯连铸机都可以在上一个浇注周期末(即坯尾在行走到连铸机的某个位置时)下一个浇注周期之前开始上送引锭杆工作。大部分板坯连铸机都可以利用两个运行模式运行,即连铸机送尾坯模式和引锭杆插入模式同时进行。日本钢管福山6号板坯连铸机因机长达到49 m,既采用了一边在送尾坯时一边插入引锭杆的运行模式,又采用了一边送尾坯(上一个浇注周期)一边浇钢(下一个浇注周期)的运行模式,提高了作业率,但自动化控制系统相对地也要复杂一些。因此在机长较长的板坯连铸机上,上装引锭杆系统可以同时在几个运行模式下运行,从而使浇注准备时间大为减少,其作业率大大高于下装引锭杆系统。
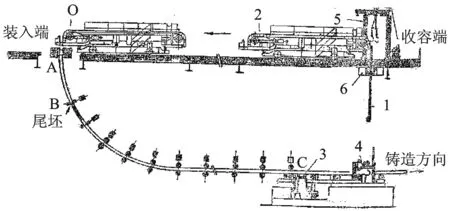
1.引锭杆;2.引锭杆车;3.脱锭装置;4.导卫装置;5.卷扬装置;6.防落装置图2 上装式引锭杆装置
2 引锭杆系统装入方式设计选择
2.1装入方式分类
引锭杆系统的装入方式分为两种:下装入方式和上装入方式。
2.1.1下装入方式
下装入方式分为侧入式、固定式和卷取式三种型式。
(1)侧入式型式:按机构型式分为台车存放式和摆动式两种。台车存放式结构是引锭杆收容于平面台车,台车被移动到连铸机侧面以备下次装入。摆动式结构是引锭杆收容存放架后,靠支架摆动移向连铸机侧面,以备下次装入。
(2)固定式型式:按机构型式分为斜桥存放式和斜桥卷取式两种。斜桥存放式结构是引锭杆通过升降斜桥被拉入到固定斜桥辊道上后,抬起升降斜桥,存放于连铸机辊道上方,以备下次装入。斜桥卷取式结构是引锭杆通过升降斜桥辊道被拉入圆弧导向架之后,抬起升降斜桥,存放于连铸机上方,以备下次装入。
(3)卷取式型式:此机构型式只有转筒式一种。其结构为引锭杆通过转筒斜面被拉入旋转筒上存放,转筒装于台车上,台车在连铸机侧面移动,以备下次装入。
2.1.2上装入方式
上装入方式分为卷取导向式、舌门式和无舌门式三种型式。
(1)卷取导向型式:按机构型式分为引锭杆卷取桁架式和引锭杆卷取导向式两种。引锭杆卷取桁架式结构是引锭杆卷取存放桁架上后,靠倾斜移动放置在引锭杆车上来存放,以备下次装入。引锭杆卷取导向式结构是引锭杆沿着卷取导向上升装置被放置在引锭杆车上来存放,以备下次装入。
(2)舌门式型式:此机构型式只有舌门式一种。舌门式结构是到达于舌门上的引锭杆,靠卷扬吊钩被提升到一定位置后,在引锭杆车上转换后进入存放位置,以备下次装入。
(3)无舌门式型式:此机构型式只有无舌门式一种。其结构为到达于卷扬吊钩处的引锭杆,靠卷扬吊钩被提升到一定位置,在引锭杆车上转换后进入存放位置,以备下次装入。存放位置,以备下次装入。
2.2引锭杆系统装入方式的主要特点和性能讨论与分析
通过计算和比较来讨论与分析、说明引锭杆系统装入方式的主要特点和性能。
2.2.1引锭杆系统装入方式的主要特点
下面通过实例计算比较两种不同引锭杆系统装入方式的生产准备时间。在已知浇注断面、冷却条件、铸坯拉速、辊列布置和引锭杆装入速度以及其他生产准备时间相同的条件下,便可计算出两种不同装入方式的生产准备时间。

(1)下装入方式所需生产准备时间T1
连铸坯浇注完成后,尾坯在离开C点(如图2所示),方可再次装入引锭杆。引锭杆从C点装入到结晶器A点之后,才能进行下次浇铸。
尾坯离开A点到C点的时间t1:
引锭杆从C点装入的时间t2:
则:T1=t1+t2= 45.43 min
(2)上装入方式所需生产准备时间T2

通过以上计算可知:上装入方式最主要的特点是缩短了连铸的生产准备时间,提高了连铸作业率[3]。2.2.2两种引锭杆系统装入方式的性能比较
引锭杆系统因装入方式不同其性能会不同,两种系统的性能比较如下[4]:
(1)结构:下装入方式引锭杆系统设备组成少,结构简单;上装入方式引锭杆系统设备组成多,结构复杂。
(2)连铸准备时间:下装入方式引锭杆系统准备时间长(连铸结束时,尾坯通过连铸机末端的夹送辊后,方可进行引锭杆的下装入);上装入方式引锭杆系统准时间短(连铸结束时,尾坯在通过扇形段第一组驱动辊后,即可进行上装入)。
(3)更换引锭杆头时或更换链节时作业环境:下装入方式引锭杆系统更换引锭杆头时或更换链节时作业环境恶劣;上装入方式引锭杆系统更换引锭杆头时或更换链节时作业环境良好(在操作台上的作业安全、可靠)。
(4)引锭杆装入时的蠕动:下装入方式引锭杆系统有蠕动(会产生20~30 mm蠕动,需与结晶器之间配合,在引锭头部位处加调整垫片);上装入方式引锭杆系统无蠕动。
(5)引锭杆装入时目视检查情况:下装入方式引锭杆系统不可以目视检查,上装入方式引锭杆系统可以目视检查。
(6)辊缝检查情况:下装入方式引锭杆系统不能全部检查,上装入方式引锭杆系统实现在线拉坯全部检查。
(7)更换主机在线设备影响:下装入方式引锭杆系统对切割前及剪切后之间的辊道维修或更换有一定困难(引锭杆装入和引锭时,均承受驱动辊的压紧负荷),上装入方式引锭杆系统更换主机在线设备很容易(引锭杆只是在引锭时承受驱动辊的压紧负荷)。
2.3引锭杆系统装入方式的设计选择原则
通过以上对引锭杆系统装入方式的主要特点和性能的讨论与分析,可以说明引锭杆系统上装入方式能够使连铸机的浇注时间缩短。
为提高现代化大型方、板坯连铸机的作业率,研究引锭杆能否在短时间内安全可靠地装入结晶器中,以及在引锭杆的装入和存放过程中,能否连续、迅速完成动作,是主要研究课题之一[5]。引锭杆装入方式的设计选择应遵循以下原则:
(1)减少连铸的生产准备时间,即提高连铸作业率;
(2)引锭杆装入方式决定了引锭装置的布置[6],因此,应确保主机区的设备维修或更换方便;
(3)当改变连铸坯规格而需要更换引锭杆时或者维修和更换引锭杆链节时,应确保在良好的环境中进行作业;
(4)使引锭杆不产生蠕动(蛇形弯曲)现象。
3 结束语
通过比较两种装入方式,下装入式较上装入式每次多用了35.5 min的生产准备时间,也就是说上装入引锭杆较下装入引锭杆,每次节省70~80%的辅助时间。可见上装入式引锭杆系统是提高连铸作业率的有效方法之一。现代化大型方、板坯连铸机的发展趋势是缩短连铸的生产准备时间,即提高连续作业率。基于以上原因,引锭杆由下装入改为上装入,值得广泛应用,可以获得较高的经济效益。
[1]陈雷.连续铸钢[M].北京:冶金工业出版社,1994.
[2]史宸兴.实用连铸冶金技术[M]. 北京:冶金工业出版社,1998.
[3]蔡开科,程士富.连续铸钢原理与工艺[M]. 北京:冶金工业出版社,1994.
[4]刘明延,李平,栾兴家.板坯连铸机[M]. 北京:机械工业出版社,1990.
[5]罗振才.炼钢机械(第二版)[M].北京:冶金工业出版社,1989.
[6]刘明延,李平,等.板坯连铸机设计与计算[M].北京:机械工业出版社,1990.
2016-06-16
汤录成(1964—),男,工程师。电话:13991810326
TG223+.6
猜你喜欢
山东冶金(2022年4期)2022-09-14
山东冶金(2022年2期)2022-08-08
商品与质量(2021年17期)2021-04-23
重型机械(2020年3期)2020-08-24
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
重型机械(2019年3期)2019-08-27
山东冶金(2019年2期)2019-05-11
新疆钢铁(2015年2期)2015-11-07
天津科技大学学报(2015年4期)2015-04-16
