新型医用注射器针头小孔电解加工
2016-09-18 08:07:50常伟杰田焕阁李高超陈远龙
电加工与模具 2016年4期
常伟杰,田焕阁,李高超,陈远龙
(1.合肥工业大学机械工程学院,安徽合肥230009;2.合肥工业大学医院,安徽合肥230009)
新型医用注射器针头小孔电解加工
常伟杰1,田焕阁2,李高超1,陈远龙1
(1.合肥工业大学机械工程学院,安徽合肥230009;2.合肥工业大学医院,安徽合肥230009)
传统医用注射器针头为斜端面针尖,穿刺药瓶或药袋的橡胶盖时易产生橡胶颗粒,刺入皮肤时会切下皮肤组织颗粒,进入血液后会损害人体健康。新型医用注射器针头前端为锥形,在侧面均布小孔,可避免橡胶颗粒与组织颗粒的产生。但新型针头小孔的加工是困扰生产厂家的难题,导致新型针头的推广和应用受到限制。对新型针头的电解加工技术进行了研究,并根据针头医疗应用的安全性、生产效率等要求对电解液进行了选择。通过初步实验与安全性对比发现,质量分数为5%的硫酸钠电解液可满足加工需要。
电解加工;小孔;注射器针头;医用
注射是一种常见的医疗手段,医用注射器针头是注射治疗中常用的医疗器械。目前,医用注射器针头大多采用斜端面针尖,在配置输液药品时,易在刺穿橡胶瓶塞时将微小的橡胶颗粒带到输液瓶(袋)中,橡胶颗粒在输液过程中随药液进入人体,易对人体造成栓塞等伤害;而在注射时,斜端面针尖会切割到皮肤或皮下组织,形成的组织颗粒进入血液后会附着在血管壁上形成增生。
近期出现一种新型医用注射器针头,其结构是针尖侧壁带有小孔的锥形针头(图1)[1-2]。该结构的针头能避免橡胶颗粒的产生,且侧壁上环形均布的若干小孔可保证注射过程中的注液流速。数据显示,有20%的未成年人和8.1%的成年人对注射具有恐惧感,主要是因为注射时的疼痛感[3]。传统的斜端面针尖在皮肤穿刺过程中切割皮肤,会刺激神经末梢产生疼痛感,这是疼痛感的来源。新型注射器针头尖端为具有刀刃的实心锥,比斜端面针尖更锋利,且注射时由切割伤转变为挤压撕裂伤,减少了对神经末梢的刺激作用,从而可有效减轻疼痛感。
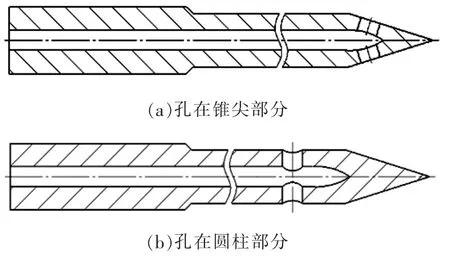
图1 新型注射器针头
虽然新型注射器针头较传统针头优势突出,但其制造却非常困难。图2是制造传统注射器针头的主要工艺流程,虽然加工工序较多,但加工工艺相对成熟,成本较低。新型注射器针头的总体加工流程与传统针头相似,只是在喷砂磨刃后增加了小孔加工工序,针头前端小孔是加工难点所在。当针头直径为1.6 mm时,小孔直径仅为0.6 mm。用机械方法钻孔效率低下,钻头易折断,整体生产成本过高;而前期实验用电火花小孔加工设备加工针头小孔,每个孔的加工时间为3 s,但每次只能加工一个小孔,且工具电极有损耗,整体效率达不到生产要求。
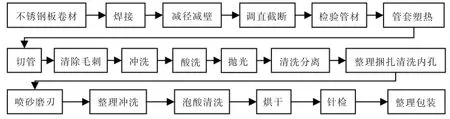
图2 传统斜端面针尖注射器针头生产工艺流程
电解加工在微细加工领域具有较多优势。利用电化学腐蚀的方式对零件进行加工,不会出现熔凝层、热影响区和热应力等缺陷,且由于电极与工件不直接接触,没有加工力,故电极不存在损耗[4]。随着电子技术的发展,脉冲电源代替了传统的连续直流电源进行电解加工,可进一步提升加工的稳定性和加工精度[5]。采用群电极进行多微孔加工,还能使电解加工小孔的效率进一步提高[6]。因此,电解加工技术非常适合于新型医用注射器针头的加工,本文将对新型医用注射器针头的电解加工进行实验研究,并根据医用背景的需要,优选出合适的电解液。
1 实验平台
实验平台的原理图及实物分别见图3、图4。实验在电火花加工机床上进行,其XY轴为手动移动,Z轴为数控移动。Z轴采用伺服电机、滚珠丝杠及光栅尺的结构模式,其重复定位精度为±0.01 mm。拆除机床工作箱后,在XY轴上安装塑制工作箱,以实现工件与机床床身绝缘。加工电源为自行研制的XL-21型脉冲电源,电压输出范围为0~50 V连续可调;电流输出范围为0~50 A;频率最高80 kHz;占空比为0.1~0.9,并以0.1为单位可调。针状阴极与脉冲电源的负极相连,被加工的针固定在夹具上,并与脉冲电源的正极相连。本实验采用的电压为14 V,脉冲频率为40 kHz,占空比为0.5。

图3 实验平台系统原理图

图4 实验平台实物照片
由于尚未研制专用机床,所以采用固定腐蚀的方式进行实验。首先调整XY轴,使被加工的针与工具阴极的相对位置对准;然后通过电火花加工机床的接触感知系统确定针上缘的Z坐标,并调整阴极下端与被加工的针之间的间隙为0.02 mm;最后开启电源进行加工实验。
实验在室温34℃下进行,加工现场照片见图5。工具阴极材料为304不锈钢,阴极直径为0.4 mm(图6)。加工对象为医用注射器针头,其材料为304不锈钢,内、外径分别为0.8、1.4 mm,壁厚0.3 mm。不锈钢板经卷板、焊接、拉拔、切断,然后挤压出针尖作为针头毛坯,故其壁厚一致性差。
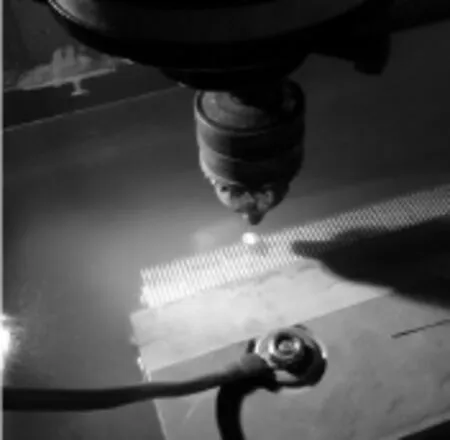
图5 加工现场照片
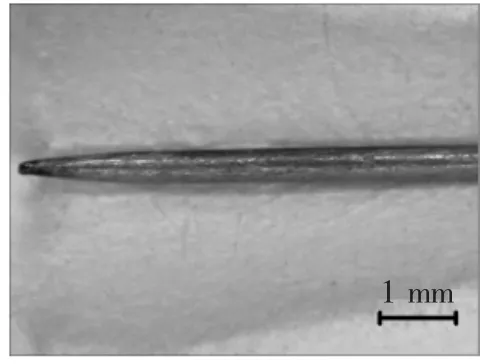
图6 工具阴极
2 实验结果与讨论
由于医用注射器针头结构的原因,在针头内孔前端盲区有电解液残留,且不易清洗(图7)。因为加工对象为医疗用器械,所以除加工效率外,电解液的毒性也是必须考虑的因素。
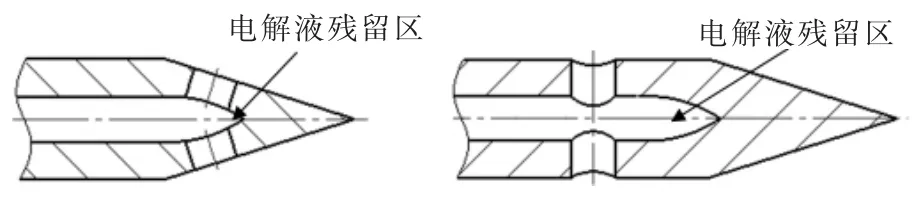
图7 针头内孔前端的电解液残留区
氯化钠(NaCl)为食盐的主要成分,医疗上用来配制生理盐水,对人体无毒副作用,故为优先考虑的电解液。
硫酸钠(Na2SO4)包括十水硫酸钠和无水硫酸钠。十水硫酸钠又称芒硝、水硝,中医学上称朴硝,在人体保健、临床等方面具有重要作用[7],医疗上可通过静脉注射治疗钡离子中毒,所以硫酸钠可用于医用注射器针头的电解加工。
氯酸钠(NaClO3)具有强氧化作用,呈中性,微毒,是除草剂的主要成分,对人体毒性大[8]。若能找到有效的清洗方法去除氯酸钠或中和其毒性,则氯酸钠也可作为医疗用器械加工的电解液。
虽然硝酸钠(NaNO3)作为一种钝性电解液加工质量很高,但其进入人体后会生成亚硝酸盐,具有强致癌作用[9],所以在加工医用注射器针头时不能用其作为电解液。
基于以上分析,本文采用质量分数均为5%的NaCl、Na2SO4、NaClO3作为电解液进行加工实验。
2.1质量分数5%的NaCl电解液
以质量分数5%的NaCl作为电解液进行电解加工时,会产生氢气和氯气,且以氢气为主。由于氢气易燃易爆,氯气对人体有害,所以大规模生产需考虑氢气和氯气的处理。
用质量分数5%的氯化钠溶液作为电解液加工40 s的针孔显微照片见图8。由于氯化钠是活化型电解液,金属保持正常的活化溶解,不会发生阳极钝化,所以杂散腐蚀较严重。整枚针表面都被严重腐蚀,当前被加工针附近的针也被严重腐蚀。加工出的小孔较粗糙、边缘不整齐,难以满足生产需求。

图8 质量分数5%的NaCl溶液电解加工的孔
2.2质量分数5%的Na2SO4电解液
以质量分数5%的Na2SO4作为电解液进行电解加工时,生成的气体为氢气,大规模生产需考虑氢气的处理。用该电解液加工7 min的小孔显微照片见图9。可见,孔表面质量较好,孔周围腐蚀少、表面光滑,小孔边缘整齐,基本可满足生产需求。
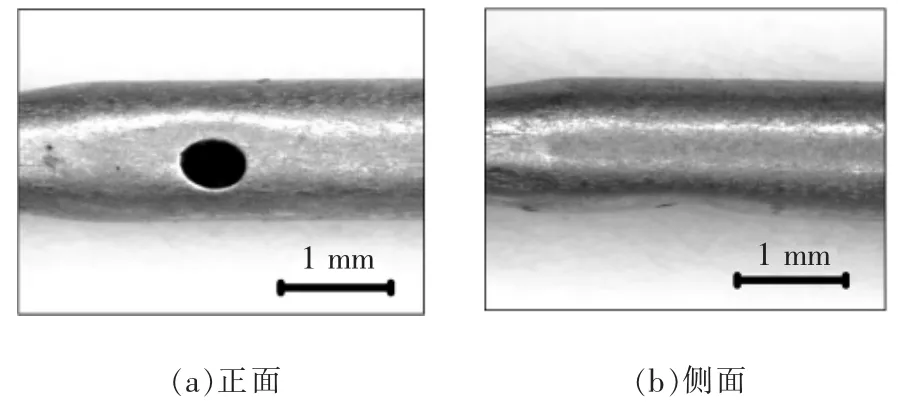
图9 质量分数5%的Na2SO4溶液电解加工的孔
为进一步提高加工效率,在质量分数5%的Na2SO4基础上添加质量分数2%的NaCl形成复合电解液。加工3 min的小孔照片见图10。可见,针的表面腐蚀较小,对附近其他针无影响,但小孔周围质量变差,加工影响区域边缘出现点蚀,减少氯化钠含量依然会出现点蚀,无法满足医用注射器针头的应用要求。
2.3质量分数5%的NaClO3电解液
以质量分数5%的NaClO3溶液作为电解液加工10 min的小孔显微照片见图11。可见,针表面腐蚀极少,依然保持光亮。小孔边缘整齐,圆度较好。小孔周围材料相对于采用硫酸钠电解液时的去除量少,孔壁较厚。该电解液可满足生产需求。
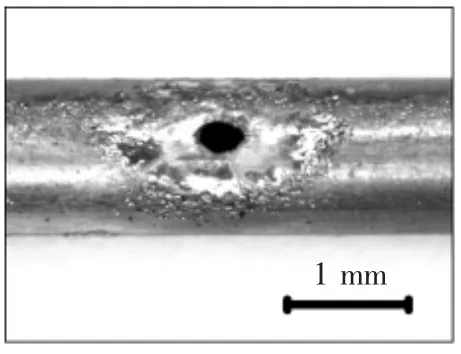
图10 5%Na2SO4+2%NaCl复合电解液电解加工的孔
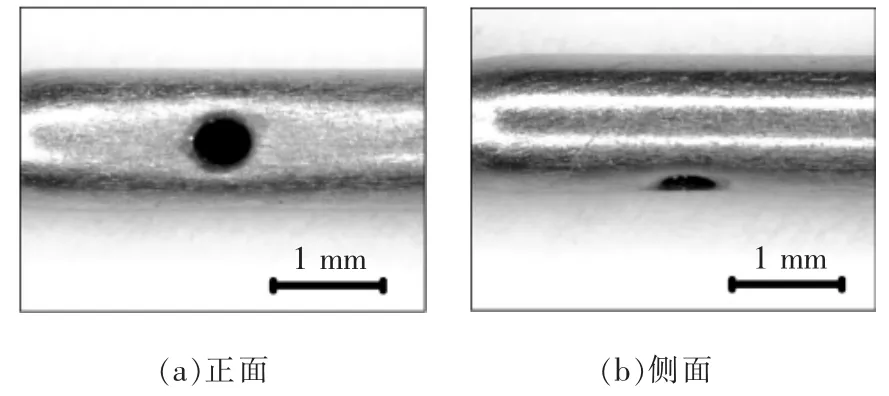
图11 5%NaClO3电解加工的孔
2.4讨论
由于针头是薄壁筒类零件,在其侧壁加工的孔形为椭圆形,孔的长轴为2a、短轴为2b。在针头金属管的圆周方向上,由于圆弧直径阴极与工件之间的间隙存在差别,而长度方向上的间隙变化则随距离线性变化,故管壁沿轴线方向的材料去除速度大于圆周方向,加工出的孔呈椭圆形。电流杂散越严重,则针孔长轴与短轴的尺寸差越大;电流杂散越小,针孔长轴与短轴的尺寸差越小。不同电解液的加工时间与孔轴长度见表1。
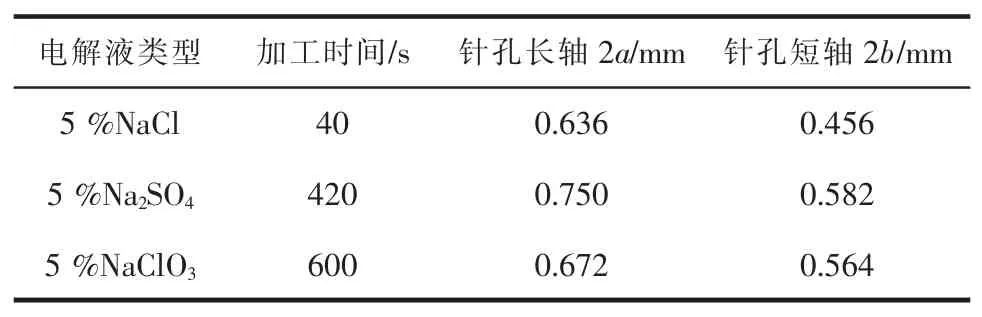
表1 不同电解液的加工时间与针孔轴长度的对比
由表1可知,以NaCl电解液加工时的电流杂散最严重,导致加工出的孔椭圆程度最强;以Na-ClO3电解液加工时的电流杂散最小,故加工出的孔圆度最好。用NaCl作为电解液时,虽然生产效率很高,但加工质量不能满足生产需求。用NaClO3电解液加工的孔表面质量最好,孔的圆度也最好,但在找到有效的清洗方法前,暂时还不能作为加工医疗器械的电解液。
综上分析,最终选用质量分数为5%的Na2SO4溶液作为加工新型医用注射器针头的电解液。
3 结论
针对新型医用注射器的电解加工问题进行了研究,通过实验与理论分析得出以下结论:
(1)使用同一电参数和加工间隙,通过固定腐蚀的方式,选择不同电解液进行电解加工实验,加工效率由高到低依次为:5%NaCl、5%Na2SO4+2% NaCl、5%Na2SO4、5%NaClO3;小孔加工质量从高到低依次为:5%NaClO3、5%Na2SO4、5%Na2SO4+2% NaCl、5%NaCl。效率与质量呈相反次序。
(2)用5%Na2SO4+2%NaCl复合电解液时,加工区域边缘点蚀严重,表面质量较差,不能满足生产需求;用5%NaCl电解液时,由于加工表面杂散腐蚀严重,小孔边缘不整齐,也不能满足生产需求。
(3)由于新型医用注射器针头为医疗器械,根据医疗器械的生产要求,氯酸钠因具有毒性,在没有合理的清洗方法将其去除的前提下,不能作为新型注射器针头加工的电解液。
(4)用5%Na2SO4电解液加工时,小孔边缘整齐,表面质量较好,且毒性较弱,可选作新型注射器针头加工的电解液。
(5)由于尚未开发专用设备,故采用固定腐蚀的方法进行实验,加工效率受加工方式的限制。开发专用设备后,可进行进给加工,并采用群电极一次加工几百枚针,生产效率可得到大幅提高。
[1]宁德花,朱瑜琪,王秀红.一种注射器针头:CN03214818.6[P].2003-01-21.
[2]张树相,孙淑云,杨小宇,等.一种改进的注射器针头:CN97217748.5[P].1997-05-06.
[3]谷松涛.基于昆虫刺吸式口器的仿生注射器研究[D].长春:吉林大学,2008.
[4]张朝阳,朱荻.微细电解加工的精度及定域性研究[J].机械科学与技术,2006,25(2):242-245.
[5]王贺斌,郭钟宁,罗红平.微细电解加工技术研究现状与展望[J].组合机床与自动化加工技术,2011(4):108-112.
[6]王磊,朱荻,曲宁松,等.微细群孔电解加工试验研究[J].微细加工技术,2007(2):52-56.
[7]程芳琴,贺春宝.硫酸钠与人体健康[J].微量元素与健康研究,2005,22(3):59.
[8]黎华寿,张修玉,姜春晓.氯酸盐生态毒理研究进展[J].生态学杂志,2005,24(11):1323-1328.
[9]张书玲,董丽军,王瑞强.亚硝酸钠对果蝇寿命影响及VC拮抗作用研究[J].河北农业大学学报,2011,34(2):98-101.
Small Holes of a New Kind of Medical Injector Processed By Electrochemical Machining
Chang Weijie1,Tian Huange2,Li Gaochao1,Chen Yuanlong1
(1.School of Mechanical Engineering,Hefei University of Technology,Hefei 230009,China;2.Hefei University of Technology Hospital,Hefei 230009,China)
While the end faces of traditional injectors are angled end-faces,mini rubber particles will be generated during the puncture of the rubber covers of medicine bottles and medicine bags,mini skin particles will be generated when stick into the skin.Those mini particles will do harm to people′s health after entering the blood.The end faces of the new kind of injectors are cones with little holes circumferentially distributed on the side,which can avoid the generation of mini particles.The processing of the small holes is a troublesome problem for factories,which limits the promotion and application of the new injector.The electrochemical machining technology of the new kind of injectors is studied and the electrolyte is selected according to the request of medical treatment safety and production efficiency.Through the preliminary experiments and safety contraction,mass fraction of sodium sulfate 5%is chosen for the processing.
electrochemical machining;small holes;injector;medical
TG662
A
1009-279X(2016)04-0017-04
2016-01-18
中央高校基本科研业务费资助项目(2013HGCH0004,2013HGBH0060);合肥工业大学博士学位人员专项资助基金(JZ2014HGBZ0007);合肥工业大学青年教师创新项目(JZ2015HGQC0206)
常伟杰,男,1981年生,讲师。
猜你喜欢
护理研究(2022年7期)2022-04-29 07:43:10
小哥白尼(趣味科学)(2022年1期)2022-04-26 14:21:02
家庭医药(2022年3期)2022-03-24 23:04:53
中学生数理化·八年级物理人教版(2019年10期)2019-11-25 07:33:38
制造技术与机床(2019年9期)2019-09-10 07:36:54
科普童话·百科探秘(2019年10期)2019-02-04 01:08:33
小猕猴学习画刊(2017年3期)2017-07-19 08:04:58
中学生数理化·八年级物理人教版(2017年4期)2017-07-07 13:48:03
发明与创新(2016年6期)2016-08-21 13:49:36
工业设计(2016年6期)2016-04-17 06:42:35