
正火温度对20CrNiMo齿轮钢显微组织和切削性能的影响
2016-09-05 03:32林振铭季清清贾宇博
上海金属 2016年5期
林振铭 季清清 朱 源 贾宇博 金 曼
(上海大学材料科学与工程学院,上海 200072)
正火温度对20CrNiMo齿轮钢显微组织和切削性能的影响
林振铭 季清清 朱 源 贾宇博 金 曼
(上海大学材料科学与工程学院,上海 200072)
提出一种新型切削温度测量装置,比传统测温装置更简单、更方便,准确度高。利用该装置研究正火温度对20CrNiMo齿轮钢显微组织和切削性能的影响。结果表明,随着正火温度的提高,齿轮钢组织中铁素体长大且含量增加。正火温度从850、950℃升高至1 050℃时,刀具切削温度和前刀面磨损量均先下降后上升,切屑为长卷屑且逐渐增长。
20CrNiMo齿轮钢 正火温度 开槽法 组织 切削性能
齿轮是机械设备及汽车中重要零件。在传递力及改变速度的运动过程中,啮合齿面之间既有滚动,又有滑动,而且齿面还受到脉动或交变弯曲应力的影响,这对制作齿轮钢的材料提出了更高的要求。随着汽车工业的发展,齿轮普遍采用高度自动化的流水线生产方式,这要求齿轮钢具备较好的切削性能[1-3]。目前切削性能有切削力、切削温度、切屑、表面粗糙度和表面残余应力等多种评价方法。切削力测量主要采用压电式测力仪测量;切削温度的测量有自然热电偶法、人工热电偶法、等效热电偶法等。其中人工热电偶法目前应用比较成熟,但传统的人工热电偶需要在刀具或工件上开孔并将热电偶埋进孔里测量,这样每个刀片都需开孔,不仅钻孔难度较大,而且极大影响生产效率和生产成本[3-5]。所以本文介绍了一种改变切削温度测量系统的新型切削温度测量方法,利用这种方法可以准确地测量硬质合金刀具的切削温度,并且测量方法简单,操作方便,大大降低成本,提高生产效率。
1 实验材料和方法
1.1 实验材料
从轧制后的20CrNiMo齿轮钢棒中切出长200 mm、φ20 mm圆棒,并切出长宽高各1 cm的小样用于组织观察和硬度测量。利用移动直读式光谱仪测量齿轮钢的成分,如表1所示。
1.2 热处理方法及组织观察

表1 20CrNiMo齿轮钢化学成分(质量分数)Table 1 Chemical composition of 20CrNiMo steel(mass fraction) %
利用Jmat Pro软件计算材料奥氏体化温度约为832℃。故将奥氏体化温度设为850、950℃和1 050℃。长棒试样分两组,每组3个试样,第一组在不同温度淬火、正火、退火,接着测量切削温度,观察两种热电偶固定方式的优劣。第二组做不同温度正火处理,并测量切削温度变化情况。小试样采取正火处理并观察微观组织,再利用电子布氏硬度计测量不同温度正火后试样的布氏硬度。试样编号及相应的热处理工艺如表2所示。
表2 试样热处理工艺Table 2 Heat treatment process of samples
1.3 切削参数设定及切削性能测定
实验使用C0630全齿轮变速仪表车床进行切削,其主轴转速为87~1 370 r/min,纵向进给量0.026~0.102 mm。表3为实验设定的切削参数。切削完后,利用超景深显微镜观察刀具磨损表面并计算磨损面积。

表3 齿轮钢切削参数设置Table 3 Cutting parameters of gear steel
1.4 测温装置的改进
本实验在传统人工热电偶方法上做了些小改动,把传统的点焊固定热电偶和开孔法[6-7]改成开槽法,通过这种方法不仅在不影响刀具性能的前提下准确测量切削温度,还可提高精度,降低成本。图1(a)所示是传统点焊热电偶方法,图1(b)是开槽法测定热电偶。

图1 两种热电偶安装方法Fig 1 Two thermocouple installation methods
2 实验结果及分析
2.1 两种热电偶固定方法测温结果对比
图2为使用不同热电偶固定方式时测得的切削温度随热处理工艺方法的变化曲线。可见,传统的点焊热电偶测量切削温度变化幅度大且不稳定。使用新型的开槽法后,温度变化平滑且准确,数据采集和处理方便,具有较大优势。
2.2 齿轮钢的组织观察
图3是正火后齿轮钢的显微组织,主要是贝氏体和铁素体,还有少量珠光体。从图中还可以看出,随着正火温度升高,组织中的铁素体逐渐变大,当温度达到1 050℃时,基体中的铁素体明显长大。因为正火加热温度升高,基体中溶质原子扩散速度越快,晶界的迁移速度增大,导致高温下铁素体长大。根据图3(d),可知随着正火温度升高,硬度不断下降[8]。
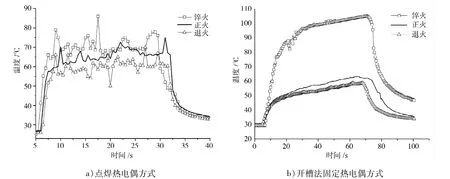
图2 两种不同热电偶固定方式所测得的不同热处理态切削温度Fig.2 Cutting temperatures of samples after different heat treatmentsmeasured by two differentmethods

图3 不同温度正火处理后的显微组织和硬度Fig.3 Microstructures and hardness of the samples after being normalized at different temperatures
2.3 齿轮钢的切削性能分析
2.3.1 切削温度的测量与分析
切削热是刀具切削时克服切削力所消耗的能量,其中97%~99%转换为热量,大量的热能使切削区的温度升高。图4是刀具温度随正火温度的变化曲线。由图4可见,随着正火温度升高,刀具的切削温度先下降后上升。当正火温度从850℃上升到950℃时,平均切削温度降低约4℃,而从950℃上升至1 050℃时,平均温度却升高约9.5℃。一方面,硬度下降,刀具克服切削力所消耗的能量降低,温度下降;但另一方面,铁素体含量增多提高材料塑性。材料塑性好,容易形成长卷屑,长时间与刀具前刀面摩擦发热,从而使刀具切削温度明显升高[9-11]。
2.3.2 切屑形态分析
在塑性材料的加工过程中,形成的切屑主要是带状切屑、挤裂切屑和单元切屑。本实验中产生的切屑主要是带状切屑,呈长螺旋状。切屑形态不仅与切削条件相关,还与材料的强塑性相关。切屑的断裂则主要与材料的组织和断屑槽相关,由于本实验刀具未开断屑槽,故主要与组织相关[12-13]。图5是不同试样切削后的切屑形态及折断机制图。可以看出,尽管正火温度不一样,但切削形态都是长螺旋状的带状切屑。随着正火温度升高,切屑逐渐变长。
切屑形成机制[9]如下:在切削过程中,切屑从刀具前刀面流出,发生自然卷曲后往后刀面流出,切屑的端点会碰到工件或后刀面,当作用力大于材料断裂强度时折断;但当切屑具有一定的塑性时,切屑继续向前卷曲逐渐变大,直到切屑内环面的拉应力超过材料断裂强度才发生断裂。所以,当正火温度较低时,材料组织强度高、塑性差,当切屑碰到前刀面时就容易崩断,切屑较短。而当正火温度升高时,铁素体含量增多,硬度降低,但塑性提高,切屑碰到前刀面时不崩断而是发生弯曲,形成较长切屑。
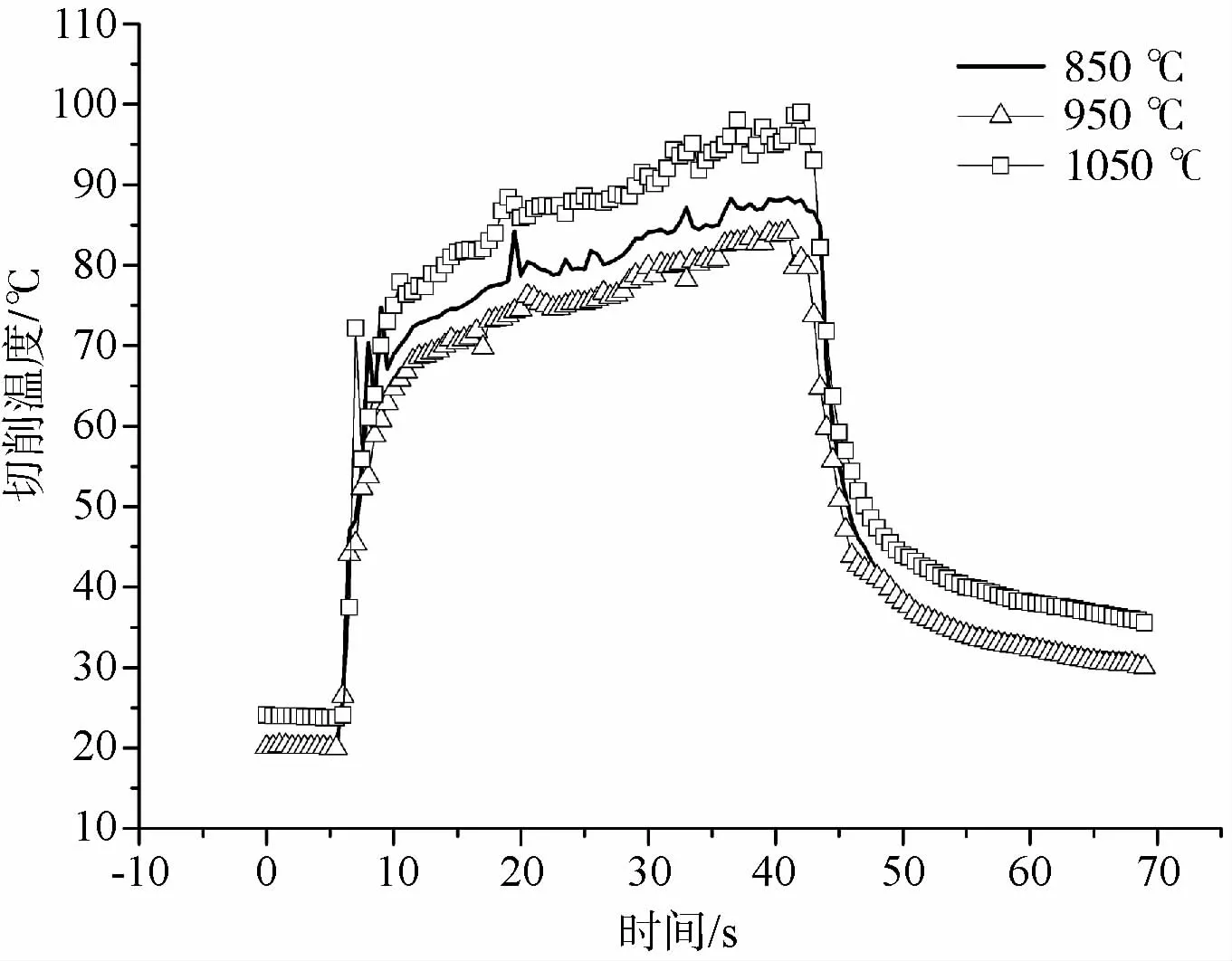
图4 不同温度正火后试样的切削温度变化情况Fig.4 Change of cutting temperature of samples after being normalized at different temperatures
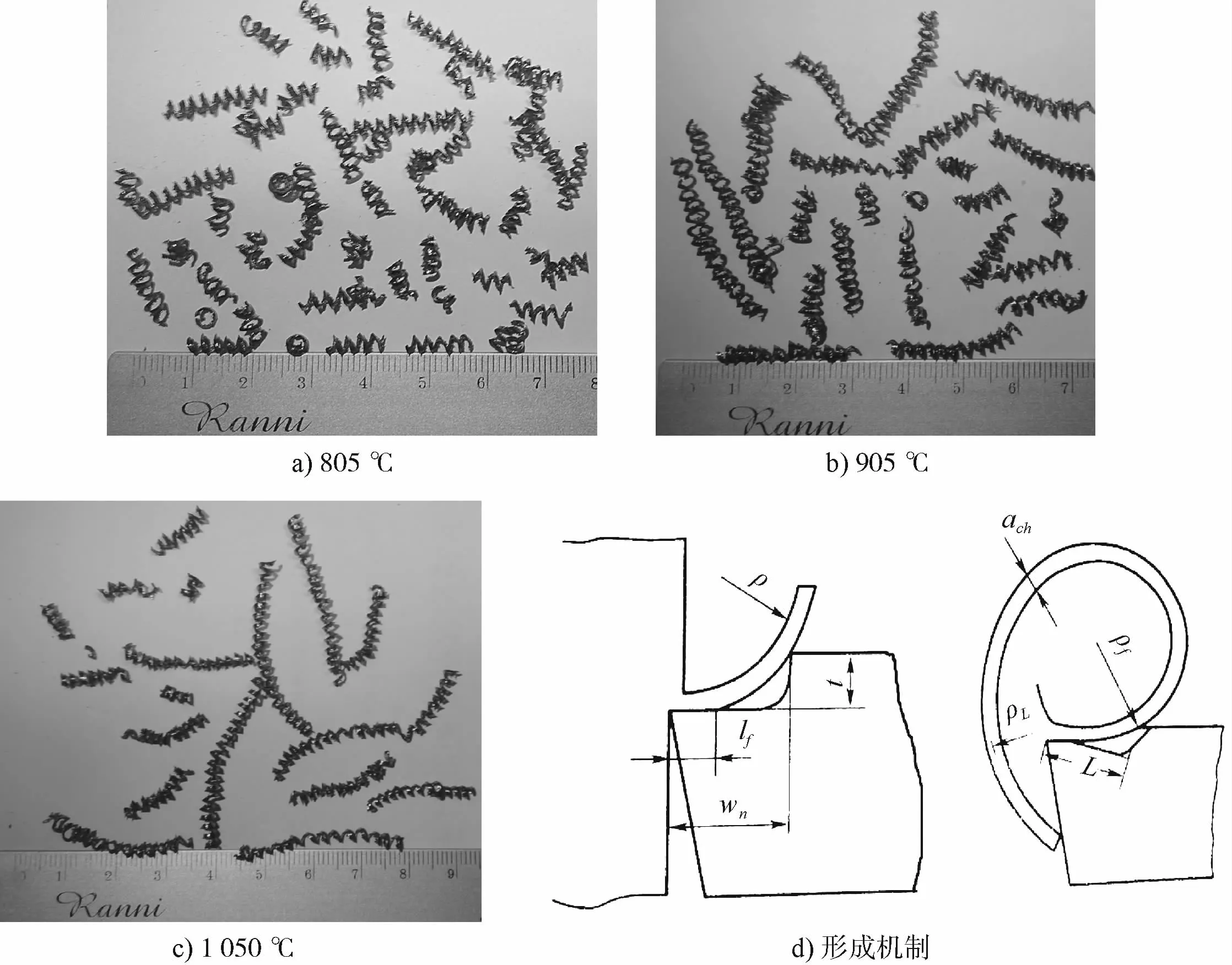
图5 不同温度正火试样的切屑状态及形成机制Fig.5 Chip state of samples normalized at different temperatures and its formation mechanism
2.3.3 刀具磨损状态观察与分析
通过超景深显微镜观察刀具前刀面磨损状态,并利用超景深面积计算功能绘制刀具前刀面磨损掉的面积,通过磨损面积侧面反映出磨损量。图6所示是相同规格的刀具切削不同温度正火处理试样的前刀面磨损状态以及通过计算得到的磨损面积值。
通过磨损面积值(图6(d))可知,随着正火温度升高,刀具磨损面积先下降后上升。由图6(a)~6(c)可知,切削850℃正火试样的刀具有明显裂痕,可见,硬度较高的材料对刀具的磨损较明显。950℃正火试样的硬度较低,切削该试样的刀具没有明显裂痕,磨损面积较小,主要表现为硬质点磨损。而切削1 050℃正火试样的刀具磨损面积最大且磨损较严重,主要表现为黏结磨损[14]。这是因为,晶粒长大且组织中铁素体含量增多,材料塑性增大。在切削过程中工件与刀具摩擦,两摩擦表面的黏结点相互运动,由于塑性和黏性较好,刀具晶粒或晶粒群容易受工件晶粒剪切或者拉伸而被工件带走,所以造成刀具前刀面明显黏结磨损,磨损大且深。
3 结论
(1)新型热电偶固定方式能够更准确、更稳定地测量刀具的切削温度,不仅操作简单方便,而且极大地提高了测量效率,降低测量成本。
(2)随着正火温度从850℃升高至1 050℃,齿轮钢铁素体逐渐长大。
(3)正火温度为850、950℃和1 050℃,随着正火温度升高,刀具切削温度和前刀面磨损程度均先下降后上升,切屑呈长卷屑状,且长度逐渐变长。综合考虑,可知正火温度为950℃时,齿轮钢显微结构较好,且具有较好的切削性能。

图6 切削不同温度正火态试样刀具的磨损状态及磨损面积Fig.6 Wear condition and wear area of tools after cutting samples normalized at different temperatures
致谢
本文由教育部“卓越工程师教育培养计划”(上海大学金属材料工程专业)资助。
[1]陈晖,周细应.汽车齿轮钢的研究进展[J].材料科学与工程学报,2011(03):478-482.
[2]WANG B X,LIU X H,WANG G D.Effect of deformation of austenite and cooling rates on transformation microstructures in a Mn-Cr gear steel[J].Materials&Design,2009,30(6):2198-2204.
[3]陈奕斐,沈斌,张恒华.Q&P热处理对齿轮钢组织及性能的影响[J].上海金属,2013,35(6):24-26.
[4]李茂林,郭德朋,焦殿辉,等.汽车用齿轮钢国内外概述及其发展趋势[J].现代制造技术与装备,2013(4):13-16.
[5]王辉.切削力与切削温度测量的数据采集处理系统的研制[D].哈尔滨:哈尔滨工业大学,2006.
[6]LIU D,XU H H,ZHANG C Y.Study of cutting temperature and cutting force while machining Al-Si alloy[C]//Proceedings of 2010 4th International Conference on Intelligent Information Technology Application.2010:4-9.
[7]朱红霞,沈兴全.金属切削温度测量方法的研究[J].煤矿机械,2014,35(1):96-98.
[8]李婧,林振铭,张恒华,等.汽车变速箱齿轮钢原γ晶粒长大规律研究[J].上海金属,2015,37(5):33-36.
[9]武文革,辛志杰.金属切削原理及刀具[M].北京:国防工业出版社,2012.
[10]张士军.涂层刀具切削温度及其测试技术研究[D].济南:山东大学,2009.
[11]ARRIOLA I,WHITENTON E,HEIGEL J,et al.Relationship between machinability index and in-process parameters during orthogonal cutting of steels[J].CIRP Annals-Manufacturing Technology,2011,60(1):93-96.
[12]合烨,王昌赢,陈小安,等.硬态车削轴承钢GCr15切屑形成机理分析[J].上海交通大学学报,2013(5):800-805.
[13]LALBONDRE R,KRISHNA P,MOHANKUMAR G C.Machinability Studies of Low Alloy Steels by Face Turning Method:An Experimental Investigation[J].Procedia Engineering,2013,64:632-641.
[14]SILVA MB D,NAVES V T G,DE MELO JDB,et al.Analysis ofwear of cemented carbide cutting tools duringmilling operation of gray iron and compacted graphite iron[J].Wear,2011,271(9):2426-2432.
收修改稿日期:2015-11-24
Influence of Normalization Tem perature on Microstructure and Cutting Property of 20CrNiMo Gear Steel
Lin Zhenming Ji Qingqing Zhu Yuan Jia Yubo Jin Man
(School of Materials Science and Engineering,Shanghai University,Shanghai200072,China)
A new pattern of cutting temperature measuring device was introduced.It was easier to operate and more accurate than the traditional methods.And it was used to research the influence of normalizing temperature onmicrostructure and cutting properties of20CrNiMo gear steel.The results showed that the volume fraction of ferrite increased with the rising of normalizing temperature.Moreover,the cutting temperature and the wear area of the tools decreased firstly and then increased when the normalizing temperature increased from 850℃to 1 050℃.The chip was curly and became longer and longer.
20CrNiMo gear steel,normalizing temperature,slottingmethod,microstructure,cutting property
林振铭,男,从事变速箱齿轮钢切削性能测定及deform模拟仿真,Email:lzm23422684@163.com通信作者:金曼,副教授,Email:jinman919@shu.edu.cn
猜你喜欢
中国机械工程(2022年16期)2022-09-03
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年11期)2019-12-04
电子制作(2019年19期)2019-11-23
中外文摘(2019年19期)2019-11-12
重型机械(2019年3期)2019-08-27
伴侣(2017年6期)2017-06-07
工业设计(2016年5期)2016-05-04
组合机床与自动化加工技术(2014年12期)2014-03-01
河南科技(2014年10期)2014-02-27
