
粗铣发动机缸体上端面专用夹具的设计
2016-08-31 04:02张玮玮
制造技术与机床 2016年3期
张玮玮 董 昭 何 强
(安阳工学院,河南 安阳 455000)
粗铣发动机缸体上端面专用夹具的设计
张玮玮董昭何强
(安阳工学院,河南 安阳 455000)
以HT250缸体数控加工夹具为例,介绍了发动机缸体在数控铣削过程中的定位和夹紧的方法,提出杠杆调节机制,解决缸体定位难问题。在实际生产中,可有效地缩减工件的装夹和定位时间,提高了加工效率和加工精度,使产品的工艺性、经济性得到显著提高。
HT250缸体;杠杆调节;夹具设计
夹具按结构特点及专门化程度主要分为通用夹具、专用夹具、组合夹具和可调夹具4种。其中专用夹具是专为某一特殊加工工序而设计制造的夹具。依据其结构紧凑、操作方便的特点,多用于固定产品的大批量生产。
本文是为10L汽缸体(如图1)加工过程的装夹定位设计一套专用夹具,并根据生产过程中的实际情况对夹具进行了改良优化。在使用此专用夹具工作时,可有效地减少工件的装夹、定位时间,促进了加工功率和加工精度的提高,使得工件在批量生产时的优势更为明显。
1 加工方案的分析
10L汽缸体如图1所示,该工件是发动机的重要组成部分,HT250材料产品加工技术要求为:
(1)工件表面不能有明显的挤压形变、划痕等破坏工件表面的缺陷。
(2)加工表面的形状公差应符合IT8的要求。
(3)产品表面需要与其它工件联接应满足Ra6.3μm要求。
(4)切削深度为5mm。
加工工艺的思考:本产品是铸造毛坯件,本文所述加工是整个加工工艺的第一道工序,对夹具的定位要求比较高。要设计好该夹具首先解决的问题是确保粗铣后的上端面与缸孔垂直,其次是夹紧元件的选取。

2 加工难点分析
此道工序只需加工上端面,然而由于工件为铸造成型的毛坯件,各面均尚未加工,缺乏定位基准,这给加工的定位带来很大的难题。
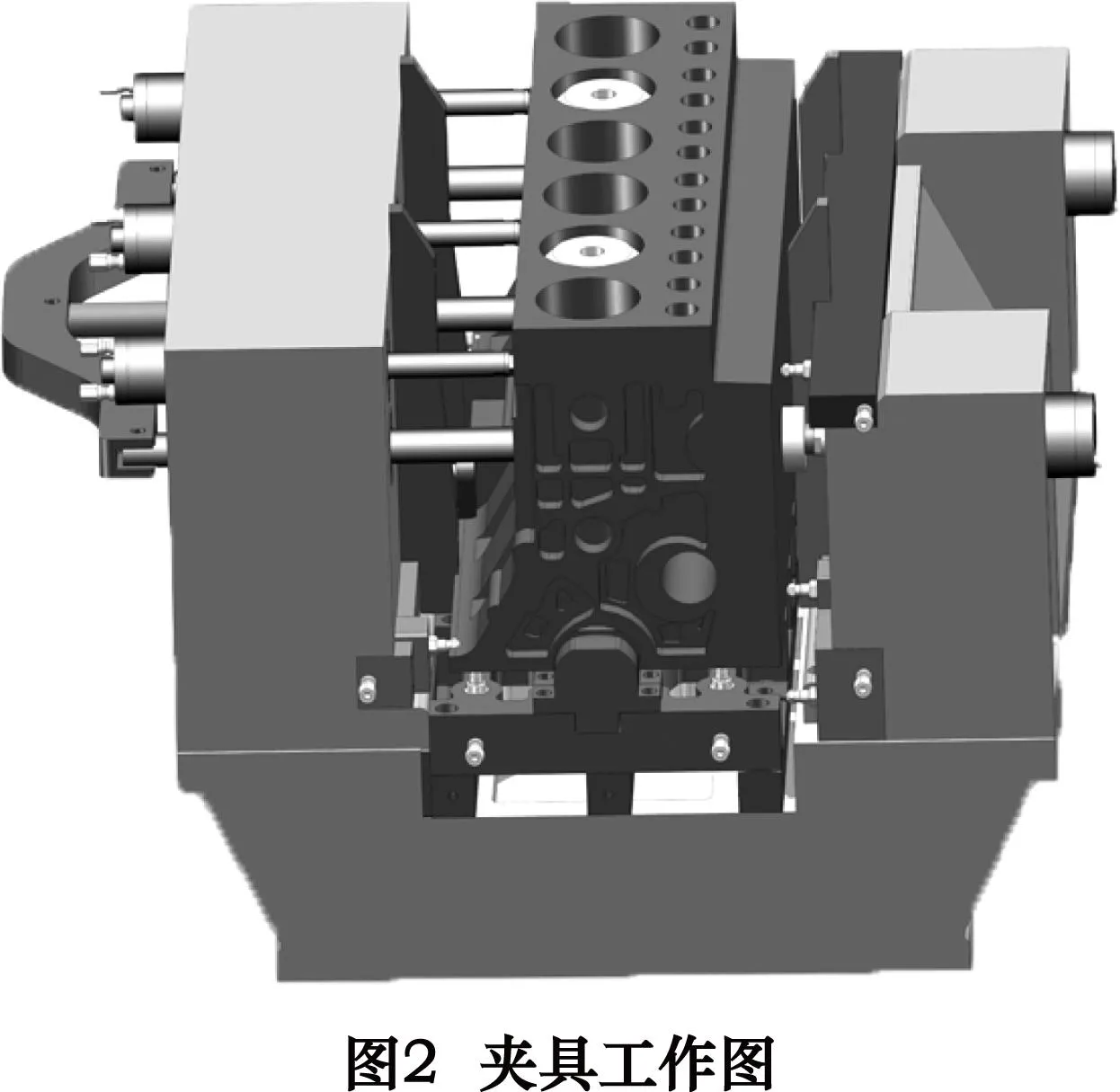
对于这种道道工序加工的工件,保证其能够快速、准确地进行定位装夹并且符合生产要求是关键。因此,为了实现工件的装卸方便,并避免工件振动刀具崩刃等问题的出现,需要设计和制造一副简单的夹具,完成工件快速、准确的定位装夹工作,保证加工精度,同时要求夹具制造简单、通用性强的特点,可供改装并能够长期使用。夹具设计如图2所示,工件为竖直放置,加工上端面。
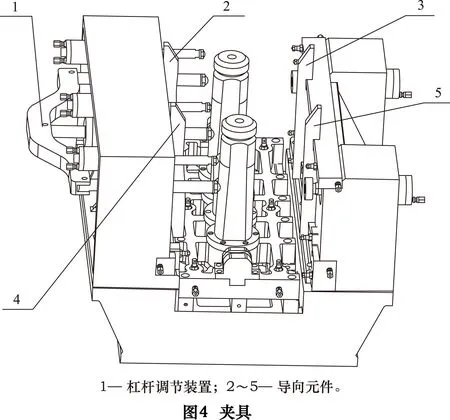
如图3所示,该夹具定位采用曲轴孔和缸孔的铸坯画定位。由于工件质量约350kg,在安装时不太方便,在设计中要设计一组导向元件,便于工件安装到夹具上。导向元件如图4所示。这样设计的优点,便于工件在安装时快速定位,辅助装料工人准确地把工件安装到夹具体上,节省时间、提高安装效率。由于工件表面存在铸造误差,所以在夹具体的左夹具上设计一套杠杆调节装置(如图4所示),右夹具体上设计圆柱压板,压住工件。两者相互配合,便于左夹具调节工件直到缸孔竖直。

3 夹具体的设计
3.1中间夹具的设计
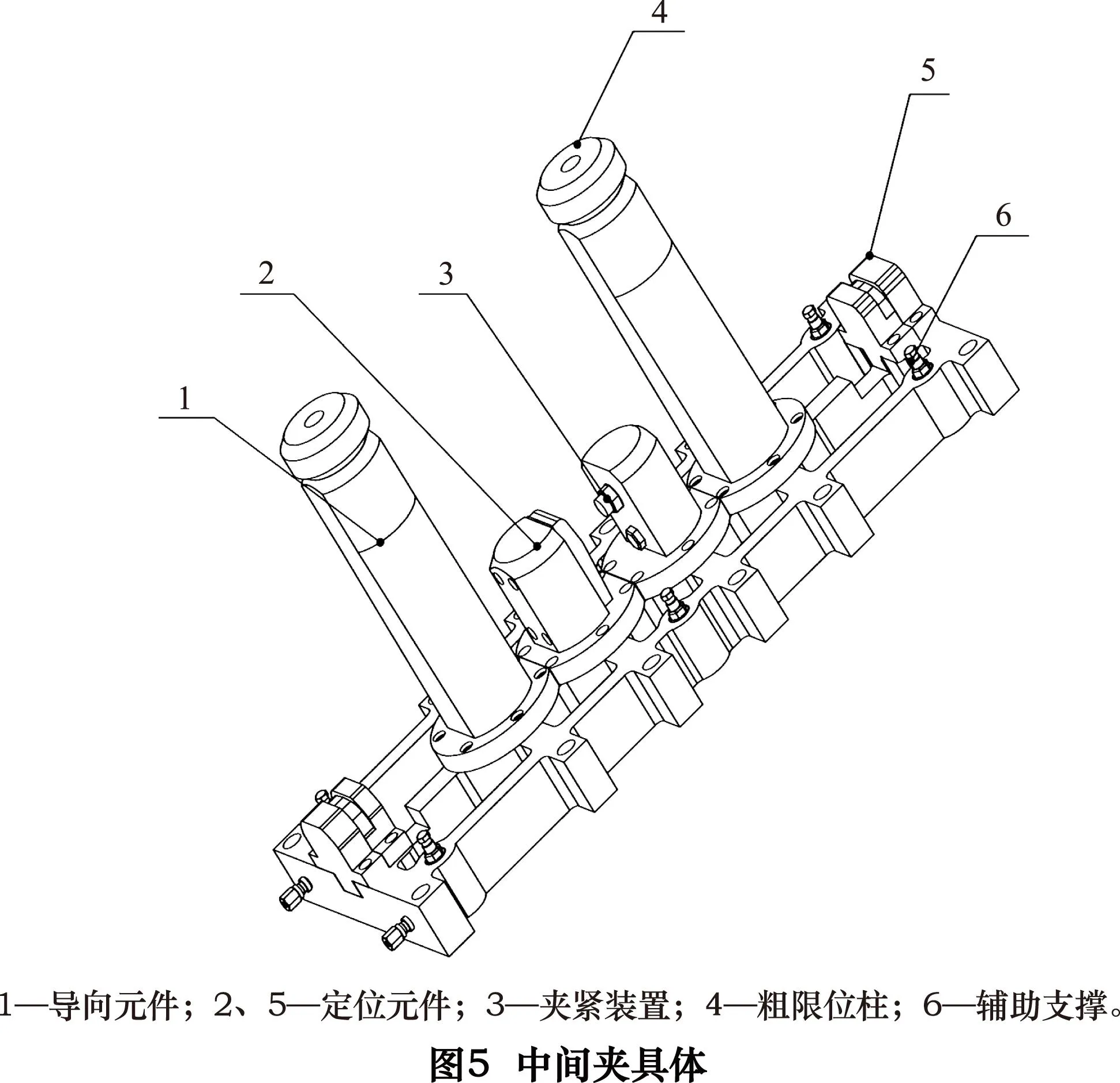
中间夹具体(如图5)要解决的问题是安装导向和定位。在安装工件时,为了使工件能够准确地安装在夹具体上,此方案在中间夹具体以上设计了导向元件,导向元件采用锥柱体,并在锥柱体上端安装一个粗限位柱,保护锥柱体不被破坏。在定位支撑板上安装了6个液压控制的辅助支撑,确保工件下端面能够平稳接触支撑、并辅助工件进行调节。夹紧元件采用液压控制,当工件完全定位稳定后,夹紧装置发生自锁,抱死工件,使得工件完全固定。
3.2左夹具的设计
左夹具体(如图6)的主要功能就是通过左侧缸孔壁定位油缸和防止工件在铣削过程中发生侧翻。针对这两个问题,提出了杠杆调节及液压辅助支撑。在中间液压缸驱动的作用下,利用铰链联接调节左右杠杆找寻平衡点,使得工件调到合理加工位置。当确定好加工位置后,液压缸就会自锁,抱死工件。辅助支撑就是为了抵消铣刀在切削时,对工件产生的扭矩。当工件完全定位稳定后,辅助支撑自锁,抱死工件(顶住工件,但不夹紧工件,当工件受到外力时,又顶不动顶杆的效果)。左夹具在辅助支撑板上添加四个液压顶头压紧工件,防止工件在铣削过程由于工件振动,而加工精度无法得以保证。
3.3右夹具的设计
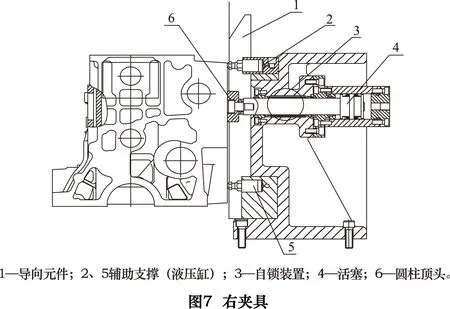
右夹具(如图7)的设计考虑到发动机缸体右端面需要一组夹紧元件夹紧工件,使得工件完全定位。夹紧元件的顶端是圆柱顶头(端面作为参考面)。夹紧元件采用液压调节装置,便于调节工件的相对位置。当工件完全定位后,液压缸体就会自锁,抱死工件(顶住缸体,但不夹紧缸体,当工件受到外力时,又顶不动顶杆的效果)。同样考虑到工件在加工时,由于铣削力的作用,使工件产生扭矩。为了防止工件发生侧翻,在右夹具上添加3个液压顶头。因为工件在加工时,可能受到振动对加工精度的影响。所以在夹具体辅助支撑板上添加3个辅助支撑,夹紧工件。

4 工件装夹设备设计
为了解决工件在装夹过程中耗时比较长和定位不精确等问题,我们设计一套杠杆调节装置和一套辅助支撑装置,这两套装置都是用液压系统控制。辅助支撑装置是用于工件在完全定位后,抱死工件的作用。
4.1杠杆调节的设计原理
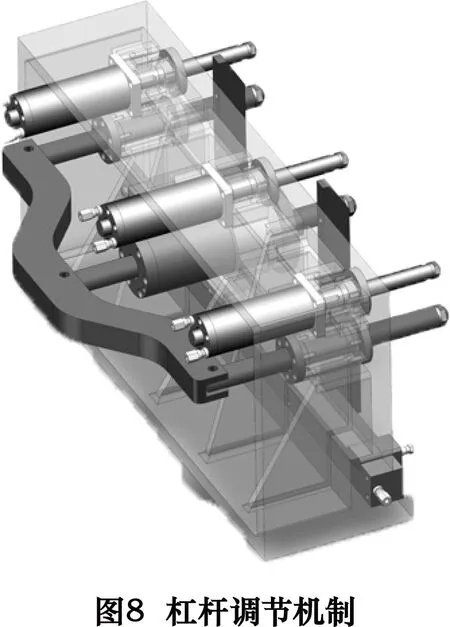
工件安装到中间夹具后,右侧夹具的夹紧元件开始顶住缸体向左运动,由于安装或铸造的原因,工件的右侧面不能与右夹紧元件的顶头端面相对重合。这需要左侧夹具体的杠杆调节装置,调节缸体到相对平衡的位置。左侧杠杆原理的装置如图8所示,中间的顶杆通过杠杆与两侧的顶杆联接。这样由于力的作用,和右侧夹紧元件的调节配合,使的工件快速调节到缸孔竖直。
4.2液压夹紧装置的设计思考
(1)辅助支撑装置的目的就是辅助夹紧工件。体积不易过大,液压缸行程以满足要求为主,尽量降低加工成本。
(2)辅助支撑装置的位置要与工件相对位置有关(布局合理,有效地克服工件在加工时的不利因素)。
(3)防止辅助支撑在工作时,由于操作不当使工件受力过大夹坏工件。
在设计液压缸的直径与行程时,结合液压缸需用压强1~6.3MPa,根据经验值取液压缸内的压强为4MPa。(活塞直径D与活塞杆直径d的比值在(1.3~2.0))。
在夹紧工件时,液压缸对工件的夹紧力按以下公式计算:
(1)
式中:A为活塞的有效面积;P1为液压缸的进油腔压力,取4MPa;P2为液压缸的回油腔压力,若液压缸的出口直接连油箱,P2=0;D为活塞的直径;d为活塞杆的直径;F为液压缸的推力。
根据铣削力估算的左夹具夹紧液压缸的夹紧力F=5 024N,代入式(1)得左侧夹紧液压油缸:D=50mm,d=30mm。调整杠杆液压缸的夹紧力F=17 584N代入式(1)得 调整杠杆液压缸:D=80mm,d=40mm。
根据铣削力估算的右侧夹紧液压缸的夹紧力F=12 462.67N,代入式(1)得右侧夹紧液压油缸:D=63mm,d=40mm。
活塞杆的行程距离根据工件到液压缸的距离有关,也与活塞杆的直径有关。
5 工件的装夹步骤
(1) 人工上料,通过导向条把工件顺利的放到夹具内,与定位元件接触。
(2)右侧的液压缸开始工作,顶住被加工件向左运动。
(3)左侧的调整杠杆液压缸工作,顶住工件。在右侧夹紧液压缸的配合下,调整工件缸孔的垂直度,直到缸孔竖直。
(4)中心夹具的液压顶头开始工作,顶紧缸孔内壁,抱死工件。
(5)左右夹具的辅助支撑装置开始工作,顶住工件。然后完全抱死。
(6)当工件加工完成后,所有定位油缸及辅助支撑油缸就会退回原位,所有夹紧元件松开工件。
6 结语
本文涉及的一套专用夹具,结构比较简单,成本比较低,节约定位装夹时间。此夹具只需把工件通过导向元件,按顺序操作液压控制系统,辅助支撑装置和定位元件会把工件完全定位,达到加工的要求。整个夹具可以调整垫板,改装成适应同类型不同型号的缸体工件。该夹具从人工上料到加工完成,只需6min。大大的节约加工时间,提高加工效率,降低加工成本,使企业的效益得到大幅度的提升。
[1]杨可桢,程光蕴,李仲生.机械设计基础[M].北京:高等教育出版社,2006.
[2]孟少农.机械加工工艺手册[M].北京:机械工业出版社,1987.
[3]韩荣第,袭建军,王辉.金属切削原理与刀具[M].哈尔滨:哈尔滨工业大学出版社,2013.
[4]成大先.机械设计手册[M].北京:北京工业出版社,2008.
[5]吴拓.机床夹具设计[M].北京:机械工业出版社,2009.
(编辑孙德茂)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Design of special fixture for the end face of the cylinder block of rough mill
ZHANG Weiwei, DONG Zhao, HE Qiang
(AnyangInstituteofTechnology,Anyang455000,CHN)
TaketheNCmachiningfixtureofHT250cylinderbodyforexample,introducethemethodsofpositioningandclampingwhichareusedforNCmillingofenginecylinderblock,andputforwardtoalevermechanism,solvetheproblemthatit’sdifficultforcylinderbodytoposition.Intheactualproduction,itcanreducetheworkpiecesclampingandpositioningtimeeffectively,improvethemachiningefficiencyandmachiningaccuracysothatimprovethemachiningandeconomicefficiencyofproducts.
HT250cylinderbody;levermechanism;fixturedesign
TH122
B
2015-08-05)
160336
猜你喜欢
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年3期)2020-12-25
重型机械(2020年2期)2020-07-24
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
中国铸造装备与技术(2017年3期)2017-06-21
装备制造技术(2016年7期)2016-09-26
